KINCO触摸屏在模块化柔性制造系统中的应用
2017-12-26朱亚红
朱亚红
(1.重庆市工业机器人应用服务工程技术研究中心,重庆 402160;2.重庆科创职业学院机器人中心,重庆 402160)
KINCO触摸屏在模块化柔性制造系统中的应用
朱亚红1,2
(1.重庆市工业机器人应用服务工程技术研究中心,重庆 402160;2.重庆科创职业学院机器人中心,重庆 402160)
文章基于KINCO触摸屏的组态软件,设计了模块化柔性制造系统监控界面,提供了较为直观、清晰、准确的模块化柔性制造系统各站运行状态,进而为维修和故障诊断提供了多方面的可能性,充分提高了系统的工作效率。
触摸屏;PLC;监控
组态就是用应用软件中提供的工具、方法来完成工程中某一具体任务的过程。目前组态软件被广泛应用于工业控制领域。组态软件依据自身的过程数据库,下连各种硬件设备,并通过动态人机界面将采集处理的数据展现给用户,或者传递给其他应用程序。组态软件的出现,由于其预先提供了各种常用组件和相关设备驱动,一方面将监控系统设计的难度大为降低,开发相关系统的时间大为缩短,另一方面,由于可以自由连接多种设备,用户可以依据需要设计出成本最优的工程。根据项目实际,选择步科触摸屏ET070对模块化柔性生产制造系统进行技术改进,同时进行了实际应用。
1 模块化柔性制造系统介绍
现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,集机械技术、电机驱动技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中。
模块化柔性生产制造系统在铝合金导轨式实训台上安置上料检测站、搬运站、加工站、装配站、安装搬运站和立体仓库站六个工作站,构成一个典型的自动生产线的机械平台,系统各机构采用气动驱动、传感器检测和步进电机位置控制等技术。系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过网络通讯模块实现互连的分布式控制方式。
联机运行时,系统整体运行采用的是顺序控制结构,即每个工件由供料开始到入库结束,按照顺序逐步完成。其流程为供料——搬运——加工——安装搬运——装配——入库。各站之间工作流程图如图1所示。
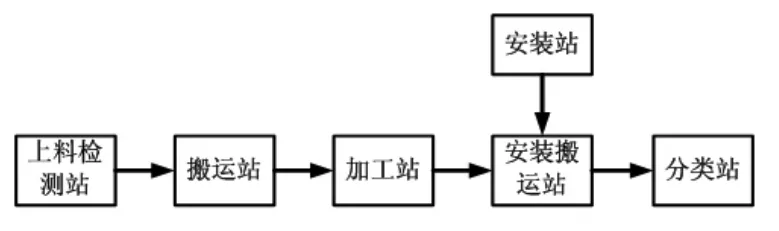
图1 模块化柔性制造系统各站间工作流程图
2 模块化柔性制造系统硬件设计
PLC控制系统的主站采用西门子CPU S7-314 PLC(10点输入14点输出,输入电源DC 24V),五个从站选用西门子CPU226 PLC(24点输入16点输出,输入电源DC 24V)。
HMI人机界面采用上海步科ET070触摸屏,人机界面与PLC之间通讯协议采用西门子的PPI协议。硬件组态图如图2所示。
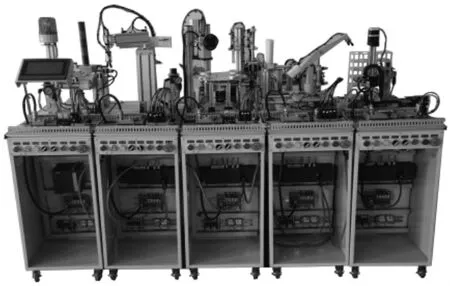
图2 模块化柔性制造系统硬件构成图
3 HMI设计过程
3.1 HMI硬件组态过程
选择Kinco HMIware组态软件,在菜单[文件]中新建工程。再在元件库窗口中选择通讯方式,选中所需并拖入到工程结构窗口即可完成。然后在元件库窗口中选择硬件的HMI型号,将其拖入工程结构窗口(本项目选择的型号为ET070)。同时在元件库窗口中选择硬件的PLC型号(本项目选择的型号为 Siments s7 300/400(PC Adater Direct)),将其拖入工程结构窗口,最后在工程结构窗口中适当移动PLC与HMI位置,按照物理连线端口接线,分别拉动HMI和PLC,如果不断开就表示HMI硬件组态成功,如图3所示。
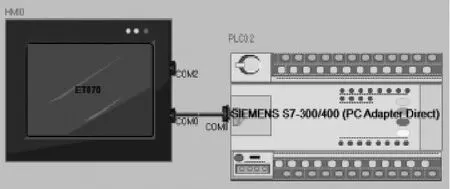
图3 HMI与PLC硬件组态图
在组态软件中,双击ET070触摸屏,在HMI属性框中设置串口0的参数,由于硬件选择的是RS232通信线,故设置通信类型为RS232,同时选择波特率19200bit/s,奇校验,停止位为2。
3.2 HMI主界面设计
在工程结构窗口中的HMI0中,选中主界面,再在元件库窗口中选择功能键,分别放置联网调试运行和分站调试运行功能键。运行后主界面如图4所示。
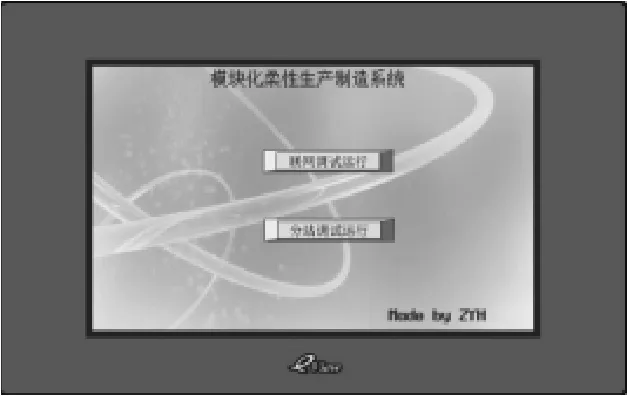
图4 主界面运行图
3.3 HMI联网运行(自动运行)界面设计
联网运行即触摸屏同时控制六个站的上电、复位、启动和停止等过程。
根据模块化柔性生产制造系统实体的控制面板有8个按钮(开始按钮、复位按钮、特殊按钮、手/自按钮、单/联按钮、停止按钮、上电按钮和急停按钮。其中,开始按钮、复位按钮、上电按钮为带灯按钮),可分析出具体通信I/0口,定义数据库变量,在工程结构窗口中,添加联网调试组态窗口,同时在元件库窗口的PLC原件中分别选择位状态指示灯和位状态切换开关元件,进行动画连接。实物控制面板图和组态后图分别如图5、图6所示。

图5 控制面板实物图
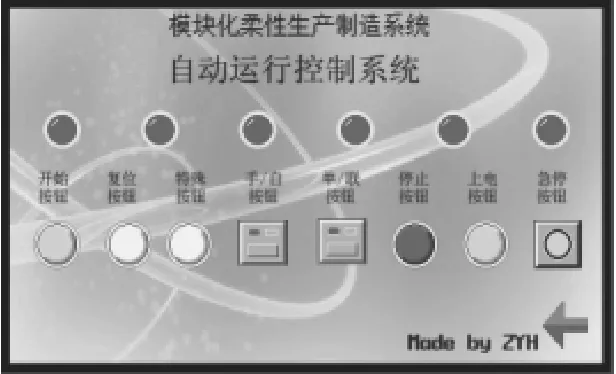
图6 HMI组态后图
3.4 手动运行控制系统界面设计
(1)手动运行控制系统总界面设计。模块化柔性生产制造系统分六个站,手动控制即运行时单独运行其中一站,不进行联网,故在设计界面时,需设计一个手动运行控制时总界面用作单独运行时的各站之间的切换。方法同主界面设计过程,运行结果如图7所示。

图7 手动运行控制系统总界面切换图
(2)手动运行控制系统单站界面设计。在工程结构窗口中,分别添加上料检测站、搬运站、加工站、安装站、安装搬运站和立体仓库站组态窗口,同时在每个界面分别放置位状态指示灯和位状态切换开关元件,并进行动画连接。六站组态后图分别如图8所示。
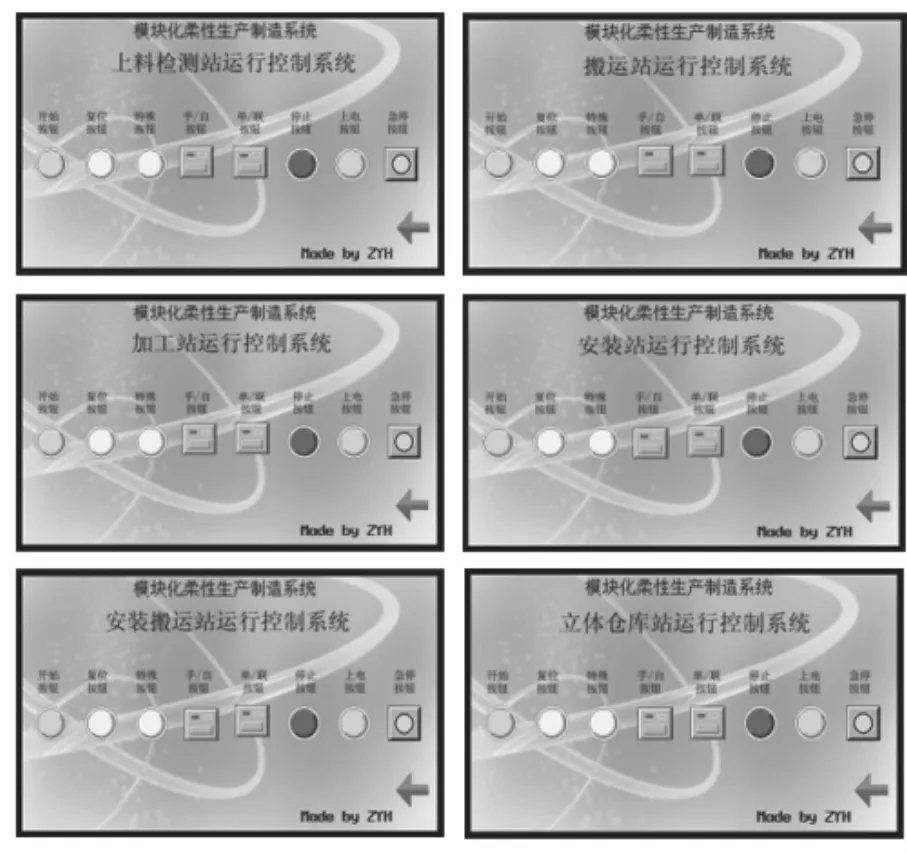
图8 六站各站组态图
4 调试与总结
PLC下载运行程序后,打开计算机的组态软件运行窗口,对组态好的画面进行编译,下载,进行调试。如果窗口画面上的按钮盒指示灯的动态变化速度与PLC的控制过程保持同步,说明PLC程序编写正确,组态过程设置合理,否则应检查PLC程序和组态设置。同时组态调试过程中,密切观察,如有特殊情况,请按急停按钮。运行结果表明,系统运行正常,动画效果良好。
5 结语
文章所设计的监控系统充分利用了KINCO组态软件和PLC控制系统各自的优点,克服了模块化柔性制造系统操作繁琐、工作量大等缺点,取得了较好的效果。同时,也为KINCO组态软件与其他实际控制系统的结合提供了非常有价值的参考。
[1]马国华.监控组态软件及其应用[M].北京:清华大学出版社,2005.
[2]李涛.基于PLC的天然气集气站检测控制系统的研究与设计[J].石油和化工设备,2015,(9).
[3]张金姣.基于组态技术的PLC电厂输煤控制系统的仿真[J].2009,(8).
[4]陆叶.基于RobotStudio的机器人柔性制造生产线的仿真设计[J].2016,(6).
重庆市高等教育教学改革研究项目(编号:163305)。
朱亚红(1985-),女,陕西咸阳人,硕士,高级技师,讲师,主要研究方向:自动控制技术。
