电火花深小孔加工的实验探析
2017-12-26钱志芳
钱志芳
(无锡机电高等职业技术学校,江苏 无锡 214028)
电火花深小孔加工的实验探析
钱志芳
(无锡机电高等职业技术学校,江苏 无锡 214028)
小孔加工一直以来是加工中的难点,电火花技术以其加工无宏观力、不受工件强度硬度限制等优势,在微孔、小孔加工领域成为重要手段之一。文章将通过实验分析,探究工作液介质的流体特性对深小孔电火花加工速度的影响,研究了棒状电极在不同旋转速度下,加工时间随加工深度的变化。实验的结果表明,在特定转速范围内加工效率最高,低于或者高于这个转速,加工效率都会下降。理论分析表明,电极旋转会使底部的电蚀颗粒悬浮并向侧面移动,但转速过大会使侧面间隙中的电蚀颗粒向电极碰撞而降低加工效率。理论分析定性地解释了实验结果。
电火花加工;深小孔;旋转电极
孔加工历来是机械制造业中被人们关注的问题之一。孔加工是机械加工中所占比例较大的一种重要加工工序。据统计,孔加工约占机械加工总量的三分之一。机械方法加工小孔时,要求主轴转速达到20000r/min,进给速度为200mm/min,需用金刚石钻头,并且只能加工深径比小于20:1的孔。随着航天航空电子、动力机械、仪器仪表、化学纤维、自动控制及医疗器械等科学技术和工业生产的发展,微、小孔及微细深孔的应用日趋广泛。例如,喷油嘴、自控元件、过滤器、汽化器钟表元件以及打印机打印头等。深小孔的加工成为机械制造业中被人们关注的问题之一。一般认为,小孔的直径范围为3~0.1mm,微孔为小于0.1mm的孔,深孔为孔的深度与直径之比(深径比)大于10以上的孔为小孔、微孔和深孔。小孔加工在工艺上被认为是最困难的,特别是深小孔的加工为最难。电火花加工小孔的方法常用于难切削金属材料的加工中,它在生产率、成本、精度和深径比等方面有一定的优势。因而深小孔高速电火花加工技术的研究工作需要迅速开展。
电火花加工是在一定的加工介质中,通过工具电极和工件电极(正、负电极)之间的脉冲性火花放电的电蚀现象对材料进行加工。而电蚀现象的主要原理是:电火花通道中瞬时产生大量的热,达到很高的温度,足以使任何金属材料局部融化、汽化而被蚀除掉,形成放电凹坑。放电是一个极为复杂的过程,要利用这种原理对零件进行加工,必须创造一个适宜放电的环境,并对有关参数进行定量控制,以达到对零件的尺寸、形状及表面质量预定的加工要求。
在电火花小孔加工中,为了提高加工的稳定性、加工效率、表面质量和形位精度,经常采用了旋转电极和中孔冲抽油的加工方式。电极旋转与冲抽油配合使用可得到较好的加工效果。电火花高速深小孔加工是近年来新发展起来的一项先进制造技术。其原理是在作回转运动的中空的管状电极中通高压工作液,冲走加工屑,同时保持以高电流密度连续正常放电。电极作回转运动可使电极端面损耗均匀,不致受高压、高速工作液的反作用力而偏斜,电火花高速深小孔加工原理图如图1所示。由于高压工作液能迅速将电极产物排除,且能强化火花放电的蚀除作用,因此,这一加工方法的最大特点是加工速度高,一般小孔加工速度可达20~60mm/min,比普通钻削小孔的速度还要快。这种加工方法最适合加工直径0.3~3mm的小孔,而且可加工深孔(深径比可超过100)、加工的孔形尺寸比较稳定、圆度好、锥度小。但它一般只能加工直径0.3~3.0mm的孔,加工的表面粗糙度值也较大。
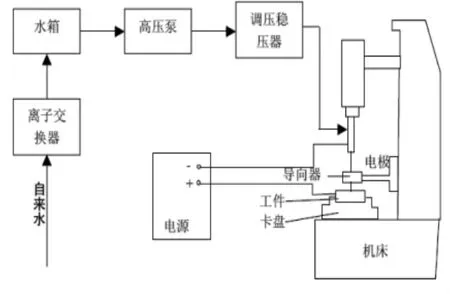
图1 电火花高速深小孔加工原理图
下面以实验的方式来分析电火花深小孔的加工情况:
1 实验目的
研究圆柱电极在不同转速下加工深小孔所需时间,对比相同电极在有无转速下的加工时间对比。观察旋转电极是否在加工效率方面占有优势。本实验采用棒状电极。用普通车床将φ4mm的紫铜棒如图2的棒状电极:
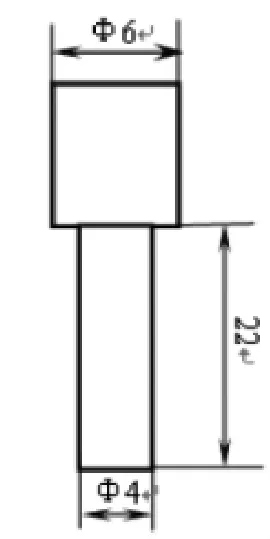
图2 圆柱电极
2 实验装置和实验条件
实验采用DB703电火花穿孔机床,考虑到紫铜材料的特性及普通机加工的能力,采用φ4mm的棒状电极。虽然电极尺寸较大,不属于小孔范围,但加工采用了微细电参数,如表1所示。在微细电参数下,放电间隙狭小,对于文章的研究对象——间隙流场而言,与微小孔加工情况一致。在1Cr8Ni9Ti不锈钢工件上加工深度为20mm的小孔,之所以深径比只有5,是考虑到实验时间太长,所以本实验采用恶劣的条件,没有退刀,加速了电火花深小孔加工出现的瓶颈现象。图3为实验装置的示意图。不锈钢工件通过夹具安装在工作台面上。图4、图5、图6、图7给出了实验装置的实物图。

表1 放电参数表

图3 实验装置示意图
本实验用到的仪器设备有以下:①三维数字测量仪1台;②DB703电火花穿孔机床1台;③杠杆表1台;④LS103F冷水机1台。

图4 冷水机

图5 DB703电火花穿孔机床

图6 三维数字测量仪

图7 杠杆表
整个系列实验是在敞开环境,主轴无回退,同时利用冷水机使工作循环液保持在16℃左右的恒温状态。
3 实验结果
实验过程中以加工0.1mm深度为一个单位记录时间,在不锈钢工件上加工20mm深度的小孔。利用得到的加工时间数据,生成加工曲线图。改变主轴的旋转速度,重复上面过程,得到不同转速下的加工深度与加工总时间的曲线图,如图8所示。
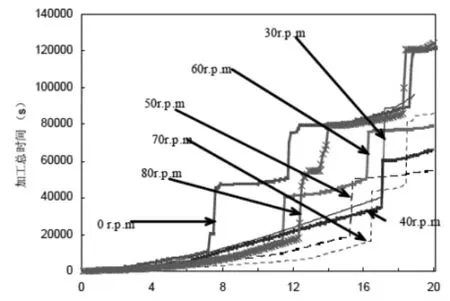
图8 不同转速下的加工深度与加工总时间的曲线图
可以看出,加工的总时间随着电极转速的增加出现先减后增的情况,当达50r/min转速时,消耗的总时间最少,在此之后加工总时间反而随着转速的增加而增加。图9为电极转速变化与加工总时间的关系曲线。
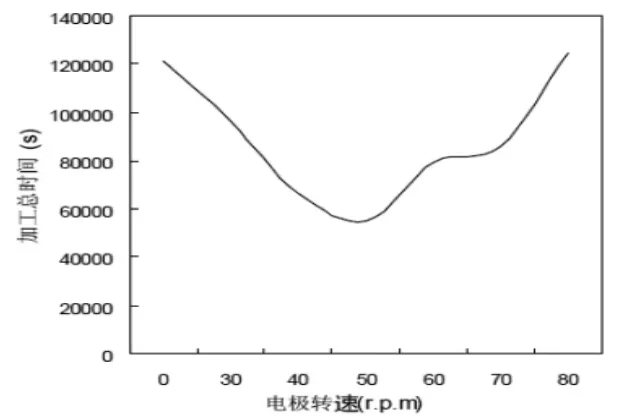
图9 加工总时间和电极转速的关系图
4 结语
结合仿真与实验,可以得到如下结论:
(1)电火花加工深小孔时,电极旋转能改变工作液的流场,在间隙间形成梯度较大的速度场分布,在速度梯度力和流场拖曳力的作用下,底面的电蚀产物会处于不断的运动中,并且会以螺旋向上的轨迹向侧面流场转移,避免的电蚀产物在底部堆积,和无旋转电极加工小孔相比,显著提高了加工效率。
(2)随着速度的增加,当超过某个特定转速后,电极转速的继续增加,侧面的速度梯度力成倍的增长,并且在间隙工作液中产生负面的压力场分布,这会使处于间隙间的电蚀产物在侧面向电极表面靠拢,导致二次放电,从而影响加工效率。深小孔加工是机械行业的热点和难点。国内外的研究取得了一些可喜的成绩,但是在许多理论和技术方面的问题有待更深入的研究。文章仅仅涉及到电火花孔加工的实验研究。根据研究中获得的一些经验和感触,对课题的相关内容提出一些展望:①从理论上讲,电火花放电加工小孔的间隙流场,属于三相流问题。间隙中含有的电蚀颗粒为固相,被汽化的金属为气相,工作液本身为液相。并且严格的说,这是一个瞬态的问题。所以为了进一步研究清楚间隙流场的复杂情况,需要用多相流的知识来分析和计算流场中电蚀颗粒粒度,浓度和它们的分布及流向。②从实验上讲,电火花放电深小孔加工需要采用细长电极。加工过程最好配备先进的仪器来测量间隙流场的物理量,以验证理论分析。
[1]卢存伟.电火花加工工艺学[M].北京:国防工业出版社,1988.
[2]段绍值,杨树宇,刘庆军.深小孔电火花加工工艺[J].机械工艺师,1995,(1).
[3]刘正埙,陈祥康.深小孔的高速电火花加工工艺[J].机械科学与技术,1989,(5).
钱志芳,主要研究方向:机械加工。
