红外—对流滚筒干燥方式下烤烟叶丝质量的变化特征
2017-05-30李旭陈良元韩李峰潘广乐丁美宙朱文魁
李旭 陈良元 韩李峰 潘广乐 丁美宙 朱文魁

摘要:【目的】研究红外—对流干燥方式下烤烟叶丝质量的变化特征,为探索可行的烟草原料干燥新方法和新工艺提供基础理论依据和技术支持。【方法】以2015年的重庆C041烤烟为原料,采用自行搭建的远红外滚筒干燥装置,考察红外—对流干燥过程对叶丝水含率、表面温度、弹性、填充值、内孔容积及叶丝结构等的影响,并与传统干燥方式下的结果进行对比分析,探究红外一对流干燥过程中叶丝孔径分布的变化。【结果】红外—对流干燥过程中加大红外辐射温度、热风温度均对干燥过程起到强化作用;叶丝填充值随红外辐射温度的升高而增大,随热风温度的升高而减小;热风温度的升高会使叶丝弹性增大,叶丝弹性在红外温度为170℃时最大、145℃时最小;叶丝的内孔容积随红外温度的升高、热风温度的降低而增大,干燥过程中叶丝孔容比例变化较明显为孔径0.50~20.00和0.05~0.50μm;对比两种不同的干燥方式发现:红外—对流复合干燥下的叶丝填充值、内孔容积均大于传统干燥,而弹性相对较小、破碎度相对较高。【结论】在一定范围内,提高红外辐射温度、降低热风温度均有利于维持叶丝的填充值,同时叶丝的孔容会呈规律性变化;与传统滚筒干燥相比,红外—对流滚筒干燥方式下的干燥速率相对较快,可在烟草实际干燥加工中推广应用。
关键词:烟丝;红外一对流干燥;物理特性;烟丝结构;内孔容积
中图分类号:S572.062 文献标志码:A 文章编号:2095-1191(2017)12-2240-07
0引言
【研究意义】烟丝干燥是卷烟加工中的关键工序,切后烟丝水含率较高,需经去湿处理使烟丝水含率均匀一致,以适应卷制要求及改善和提高叶丝的感官质量(顾中铸等,2007)。作为典型的热敏性物料,烟草在干燥过程中的水含率和温度变化将显著影响其内部的美拉德反应、香味成分析出等化学过程(徐如彦等,2008)。同时,烟丝干燥脱水过程中产生的收缩应力也会影响弹性、填充值等物理指标的变化(姚光明等,2011)。但是传统的叶丝干燥方式存在一些缺陷,叶丝在接触温度较高的筒壁或气流时可去除部分杂气,但也会损失一定量的香味物质,气流干燥的香味物质损失尤为严重。干燥方式、干燥设备的不同对烟草的物理质量、化学成分及感官质量均有显著影响。红外干燥技术具有干燥速率快、生产效率高、节约能源等优点。因此,研究红外干燥下叶丝质量的变化特征,对新型干燥技术在烟草工业生产中的推广应用具有重要意义。【前人研究进展】目前,红外干燥在果蔬、农产品等加工过程已得到较多的研究及应用。张丽丽等(2012)对茄子进行红外辐射干燥特性研究;孙传祝等(2015)对玉米穗进行不同温度条件下的红外干燥研究;王雪媛等(2015)研究苹果片在短波红外干燥过程中的水分扩撒特性,结果表明红外干燥均匀性好、干燥效率高。红外干燥在烟草方面的研究相对较少。张云等(2000)研究表明,使用远红外涂料能提高烟叶干重、缩短烘烤时间;李海伟等(2014)采用密集烤房和中短波红外干燥器研究干筋期不同辐照温度对烤后烟叶品质的影响,结果表明在干筋期红外辐射温度为40℃时能显著提高上部烟叶的质量;Pan等(2015)对烟丝在红外辐射一真空联合干燥方式下的特性进行研究,结果表明红外辐射温度对烟丝的扩散系数影响相对较大,辐射温度越高、干燥速率越快,干燥终点烟丝温度越高。【本研究切入点】国内外对烟草的研究大多关注于气流干燥技术(丁美宙和王宏生,2005)和滾筒干燥(王岩等,2015),而关于辐射传热干燥及其可行『生的研究鲜见报道。【拟解决的关键问题】分别采用红外一对流、传导一对流两种复合干燥方式对烤烟烟丝进行滚筒干燥,考察不同的干燥条件对烟丝质量的影响,为探索可行的烟草原料干燥新方法和新工艺提供理论依据和技术支持。
1材料与方法
1.1试验材料
原料采用重庆C041烤烟,年份为2015年。将经过切丝后的样品在恒温恒湿室平衡至均匀水含率。计算一定量叶丝达水含率30%(湿基)时需要的加水量。均匀喷洒确定量的水分,装袋密封保存,平衡48 h后,在密封袋内随机取样测定水含率,保证水含率测定值与实际值偏差在±0.5%以内。干燥试验在自行搭建的远红外滚筒干燥装置中进行。如图1所示,远红外滚筒复合干燥装置由滚筒驱动系统、滚筒进出料系统、蒸气发生装置、热风及排潮系统、远红外加热系统组成。筒壁温度可在0~160℃范围内调节,滚筒转速可在0~20 r/min范围内调节,滚筒一端分别安装有物料口,可实现对物料的加料和出料,并且可在不同的干燥阶段对物料进行取料;热风流速为0.12 m/s,气体温度可根据需要在0~700℃范围内调节,红外辐射温度在0~200℃范围内调节,工作模式有红外—对流复合传热、红外—对流—传导复合传热、对流—传导复合传热等。
主要仪器设备:DHG-9623A电热恒温鼓风干燥箱(上海精宏实验设备有限公司);UltraPYC 1200e真密度仪(美国Quantachrome公司);电子天平(德国Sartorius公司,感量:0.0001 g);RAYMX2C红外温枪(Raytek公司);YDZ430型烟丝填充值测定仪、T100烟丝弹性测定仪(郑州烟草研究院);Haver ZD-T25筛分系统(郑州烟草研究院)。
1.2试验方法
红外一对流干燥实验采用单因素实验,各因素每个水平下均进行3次重复,滚筒设备参数设定为转速6 r/min,热风风速0.12 m/s,筒壁加热器关闭,主要考察热风温度Tg为100℃时红外辐射温度Ti(120、145和170℃)及红外辐射温度Ti为120℃时热风温度Tg(95、110和125℃)对叶丝质量的影响,并设置一个相近干燥速率的传统滚筒干燥对照实验,此对照组滚筒设备参数设定为转速6 r/min,红外辐射加热器关闭,热风温度Tg为110℃,风速u为0.12 m/s,筒壁温度Tw为120℃。如表1所示,根据试验设计的5个干燥条件及对照组(传统滚筒干燥)共6个处理来设置设备参数(其中,处理B表示Ti=120℃、Tg=110℃的干燥条件)。
每次试验前设备开机预热30 min,直至热风温度及辐射温度稳定;当设备达设定温度时,称取1300 g叶丝(水含率为30%,湿基)均匀铺料于滚筒内,关上滚筒门开始计时。每隔1 min采集一次叶丝,使用密封袋密封保存,同时用红外温枪检测叶丝物料温度的变化,并作记录;测量采集到叶丝的水含率,绘制干燥曲线,分析水分变化规律并找到叶丝水含率为12.5%(湿基)时对应的时间点,在此时间点采集300 g叶丝在密封袋内保存,用于烟丝弹性、填充值、密度等物理指标的检测。
1.3样品分析
干燥后样品水含率的测定参照YC/T 31-1996《烟草及烟草制品试样的制备和水分测定烘箱法》进行;填充值的测定参照YC/T 152-2001《卷烟烟丝填充值的测定》进行;弹性的测定参照YC/T186-2004《卷烟 烟丝弹性的测定方法》进行;密度和内孑L容积的测定参照YC/T 473-2013《烟丝表观密度、真密度和内孔容积的测定》进行;烟丝结构的测定参照YC/T 289-2009《卷烟配方烟丝结构的测定》进行。孔径分布采用压汞仪分析,取1 g烟丝置于仪器样品室并密封,最大测试压力414 MPa,浸润角取130°,采用仪器自带软件进行孔径分布数据处理。
2结果与分析
2.1烤烟叶丝水含率及表面温度变化特征分析
按照表1进行滚筒干燥试验,考察不同干燥条件下叶丝干燥时间、平均干燥速率及干燥终点温度变化。由图2和表2可知:(1)在其他干燥条件相同时,红外温度越高,叶丝干燥速率越快,叶丝表面温度上升也越快,且在干燥前期叶丝表面温度上升到一定值后,叶丝表面温度有一缓慢变化的区段,由于此时叶丝吸收到的辐射能量和叶丝内部水分蒸发消耗的热量近似达到平衡,造成叶丝的水含率下降较快;(2)在其他干燥条件一定时,热风温度越高,干燥速率最快,其中热风温度为95℃时叶丝的表面温度最高;(3)提高红外辐射温度和热风温度均能增加单位时间内叶丝接收的热量,为单位时间内汽化更多水分提供了条件,因此叶丝单位时间内散发的水分量就越多,说明红外辐射传热和热风对流传热均对传质过程起到强化作用;(4)筒壁温度设定为120℃(处理A)进行的传统滚筒干燥试验与将红外温度设定为120℃(处理B)进行的红外一对流复合干燥试验的取样点(叶丝水含率为12.5%的時间点)最接近,即可认为此温度下两种干燥方式中烟丝在取样点的干燥速率近似相等,但两种干燥方式的叶丝表面温度有一定差距,相对于传统滚筒干燥,红外一对流干燥下烟丝温度上升更快,而且干燥终点温度相对较高。
2.2烤烟叶丝填充值和弹性变化分析
2.2.1不同干燥条件对叶丝填充值的影响 通过干燥脱水处理,获得较好的填充性是叶丝干燥加工工序的主要目的之一(段鸥等,2014)。不同干燥条件下叶丝干燥至12.5%时叶丝填充值变化如图3所示:(1)当其他干燥条件一定时,叶丝填充值随红外辐射温度的升高而增大,随热风温度的升高而小幅降低;填充值的变化主要是由于叶丝在干燥过程中的卷曲变形造成,在一定范围内,红外辐射温度越高,热风温度越低,叶丝的卷曲变形程度越大进而填充值也越大;(2)相同的干燥速率下(滚筒120℃和红外120℃的干燥速率近似相等),红外—对流干燥的叶丝填充值大于对流—传导干燥,表明红外—对流干燥方式使叶丝的卷曲变形程度较大。
2.2.2不同干燥条件对叶丝弹性的影响 烟丝弹性不仅可从侧面反映出烟丝的填充能力,还与烟丝的耐加工能力有较大相关性(张鹏飞等,2016)。叶丝干燥至水含率为12.5%时,不同干燥条件下烟丝弹性变化规律如图4所示:(1)当其他干燥条件一定时,叶丝弹性随热风温度的升高而增大;仅改变红外辐射温度的情况下,叶丝弹性在红外温度为170℃时最大、145℃时最小,表明在一定温度范围内,较高的热风温度和红外辐射温度有利于提高叶丝弹性;(2)相同的干燥速率下(滚筒120℃和红外120℃的干燥速率近似相等),传统干燥方式的烟丝弹性大于红外一对流复合干燥,说明传统干燥有利于保持烟丝弹性。
2.3叶丝结构变化分析
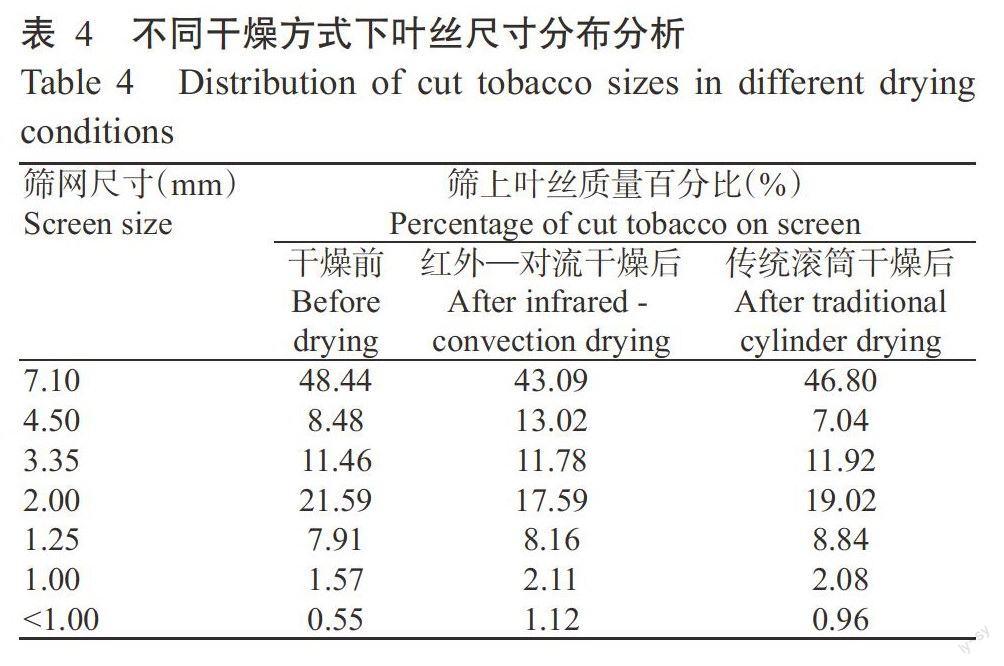
为对比滚筒式红外辐射—热风干燥和传统滚筒干燥两种干燥处理方式对叶丝破碎性的影响,本研究考察两种方式干燥后叶丝和干燥前叶丝的尺寸分布。选择叶丝脱水至12.5%所需时间相对一致的干燥条件进行对比分析,红外—对流干燥条件为红外辐射温度120℃、热风温度120℃,传统干燥条件为筒壁温度120℃、热风温度120℃,两种干燥方式下滚筒转速一致。相同水含率下,干燥前后的叶丝尺寸分布如表4所示。
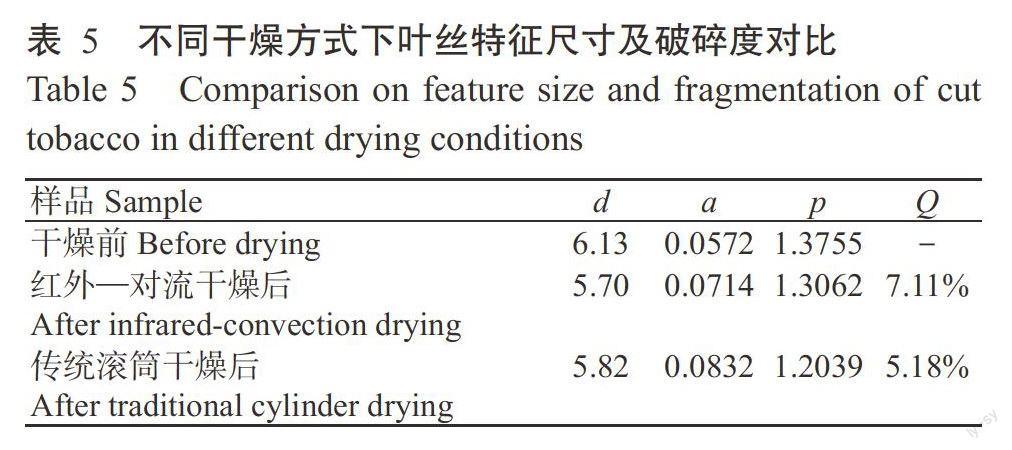
采用以下所示的叶丝尺寸分布方程,可计算得到干燥前后的叶丝特征尺寸,并确定两种干燥方式下的叶丝破碎度(表5)。
式中,F为叶丝筛上累积质量百分比(%);q为筛网孔径(mm);a、p为方程参数;d为叶丝特征尺寸(mm);
由表5可看出,红外—对流干燥后叶丝的特征尺寸较传统滚筒干燥方式有所减小,干燥处理后叶丝的破碎度也略高于传统滚筒干燥方式。
2.4烤烟叶丝微观结构变化分析
不同干燥条件下叶丝干燥至水含率为12.5%时,表观密度及真密度如表6所示,随着红外辐射温度的上升,真密度及表观密度均呈降低趋势;随热风温度的上升,两者均呈增大趋势。
参照标准《YC/T 473-2013烟丝表观密度、真密度和内孔容积的测定》中烟丝内孔容积计算公式可求出不同干燥条件下的烟丝内孔容积变化规律。如图5所示:(1)在红外—对流干燥过程中,红外辐射温度及热风温度的改变对叶丝的内孔容积有影响,升高红外辐射温度和热风温度,叶丝内孔容积会减小,说明叶丝内部孔隙有收缩现象,是由于毛细管收缩应力的存在,使叶丝产生收缩形变(许冰洋等,2015);(2)相同的干燥速率下,红外—对流干燥下的叶丝内孔容积大于对流—传导干燥,说明随着水含率的降低,对流一传导干燥方式使叶丝产生的收缩形变较大。
为探讨滚筒红外—对流干燥过程中叶丝孔径分布的变化,在辐射温度120℃、热风温度120℃条件下,对不同水含率阶段的叶丝取样进行压汞测试。根据进汞量测试,将叶丝孔径分为>20.00、0.50~20.00、0.05~0.50及<0.05μm 4个范围,对4个孔径范围内孔隙容积进行统计分析,可得到各个孔径范围孔隙容积的比例(图6)。对比初始样品水含率为25%、15%和10%时叶丝样品各个孔径范围内孔隙容积的比例,可以看出,干燥过程中烤烟叶丝不同孔径范围内孔容比例变化较明显的范围为孔径0.50~20.00和0.05~0.50 gm,其中,在孔径0.50~20.00μm内孔隙容积比例随水含率的降低有减小的趋势,在孔径0.05~0.50 gm内孔隙容积比例随水含率的降低有增大的趋势。其原因可能是干燥过程中,在毛细管壁的收缩应力作用下,较大孔隙收缩程度较高,导致部分孔隙收缩成为较小孔隙所致。
3讨论
干燥过程中物料间的基本传热方式主要有对流、传导和辐射等3种方式。目前,烟草行业内应用最广泛的滚筒干燥采用了传导—对流复合干燥的方式,通过热风和烟丝间的对流传热及滚筒壁和烟丝问传导传热,实现烟丝的干燥。本研究中所涉及的红外干燥其干燥机理是以电磁波辐射对含湿物料进行加热,由于具有加热效应的辐射电磁波长主要位于0.76~20.00μm内的红外线区段,因此也称红外辐射传热干燥。与对流、传导传热干燥不同的是,红外辐射传热干燥具有非接触加热、热惯性小、对不规则颗粒物料加热均匀性好等优点(王相友等,2007),而且由于红外线对物料具有穿透性,因此区别于对流和传导方式对物料的表面加热过程,红外辐射传热同时可实现对物料表层和表层以下一定深度的均匀加热。在红外輻射加热过程中,红外线辐射到物料上当其频率与组成物料的分子固有频率相同时,分子就会产生共振吸收,同时因为分子运动加速,分子的内能增加,导致物料内部温度上升,内外温度差为5~10℃。物料温度内高外低存在的温度梯度与水含率梯度共同作用,导致物料的内部水分不断扩散,从而达到干燥的目的(王相友和林喜娜,2009)。
干燥过程是一个同时涉及传质传热的单元操作,烟丝在干燥过程中水含率和温度时刻发生着变化,外部环境的传热一部分用于烟丝水分蒸发所需要的热量,另一部分用于烟丝表面温度的提升(段鸥等,2014)。本研究对不同干燥条件的烤烟叶丝水含率变化和温度变化特征进行分析,结果发现,红外辐射传热和热风对流传热均对传质过程起到强化作用,烟丝表面温度随水含率的变化分3个阶段(赵静芬等,2011),其中温度均有一缓慢变化的阶段,可能由于此时烟丝吸收到的热量和烟丝内部水分蒸发消耗的热量近似达到平衡,造成烟丝的水含率下降较快,但是红外—对流干燥方式下这个阶段相对平缓,可能是由于红外—对流干燥速率较快的原因。
作为多孔固体介质,叶丝在干燥过程中其温湿度变化所产生的应力作用通常导致其内部物理结构发生一系列变化,并直观地体现在孔隙结构的变化上(Aguilera et al.,2015)。本研究对叶丝在红外—对流干燥方式下微观结构的变化进行分析,结果发现升高红外辐射温度、热风温度叶丝的内孔容积均会减小,内孔容积的变化是因为烟丝在干燥过程中孔隙水分蒸发形成弯曲液面,液面张力的作用使得孔内形成毛细管收缩应力,致使多孔介质产生较大的收缩应变(Mayor and Sereno,2004)。干燥过程中烤烟叶丝孔容比例变化较明显的范围集中在孔径0.50~20.00和0.05~0.50μm。
本研究对比分析两种干燥方式下叶丝的弹性、填充值和烟丝尺寸分布,结果发现红外—对流干燥方式下烟丝的填充值较高,但是弹性较低,破碎度较大。这是由于红外辐射具有一定的穿透性,水分在烟丝内部汽化,可以使叶丝内部孔隙张开,所以内孔容积增大,在宏观上表现为叶丝的填充值增加。而由于内部孔隙的增加,使得叶丝的韧性减弱,叶丝容易破碎,检测弹性值时施加一定的压力后叶丝容易造碎,导致弹性值比传统干燥小。关于红外—对流干燥对烟丝化学成分的影响还有待深入研究。
4结论
红外一对流滚筒干燥过程中红外辐射传热和热风对流传热均对传质过程起到强化作用,在一定范围内,提高红外辐射温度、降低热风温度均有利于维持叶丝的填充值,同时叶丝的孔容也会呈现规律性变化;与传统滚筒干燥相比,红外—对流滚筒干燥方式下的干燥速率也相对较快,可在烟草实际干燥加工中推广应用。