碳酸饮料企业应用热回收型冷水机组的节能经济分析
2016-12-05陈树文郭怡婷
陈树文 郭怡婷
(湖南城建职业技术学院,湖南 湘潭 411101)
碳酸饮料企业应用热回收型冷水机组的节能经济分析
陈树文 郭怡婷
(湖南城建职业技术学院,湖南 湘潭 411101)
文章介绍中国碳酸饮料企业制取生产工艺用热水的现状,结合传统的制冷机组冷凝热回收方法,提出采用回收制冷机组的冷凝热预热制取蒸气用水、制取工艺用低温热水以减少锅炉耗能的新方法,为碳酸饮料企业节能降耗提供了可以参考和借鉴的新方法。
碳酸饮料;冷凝热回收;节能降耗
近20年来,中国食品工业平均增速达到15%以上,已成为国民经济第二大支柱产业,2013年全国食品工业总产值为10.4万亿元[1]。在食品生产过程中需要消耗大量的能源,这些能源的消耗主要包括耗电、耗汽。经测算,中国食品生产企业的总能源消耗分别为年总耗电2 500亿kW·h、年消耗2.8亿t煤(能耗折合标煤2.33亿t)。而其中大部分行业食品生产汽耗占其综合能耗的80%以上[1]。在资源日益紧张的情况下,节约能源、降低能耗显得尤为重要。目前已有许多业内人士意识到节能的重要性并提出了一些可行的节能措施,如傅攸安[2]提出一段法啤酒厂节能措施,王奎[3]提出通过创新工作流程和方法节能,徐家莉[4]提出通过改善生产工艺与采用高效设备实现奶粉厂的节能,徐勤华[5]提出的采用小温差、大风量与蒸发冷凝的食品加工车间低温空调机组的节能设计方案,陈翔[6]提出的采用新型导热油炉节能等。但必须指出,食品生产过程中能源的节约仍然大有可为。
食品工厂的蒸气主要用于提供在食品生产过程中的工艺用热,如饮料厂融糖及CIP消毒需要85 ℃的热水、暖瓶工序需要采用热水加热空气然后利用热空气将经过低温灌装后的饮料加热至常温等。这些工艺用热水的制取方式如图1所示,通过将5~7 ℃(计算温度[7])自来水经过水处理以后直接送入蒸气锅炉制取蒸气,再将蒸气送入板式换热器制取工艺用热水。在该制取蒸气的过程中,需要消耗大量的能源。
同时,在碳酸饮料生产企业,饮料的碳酸化等生产过程是在4 ℃以下[8]进行的,因此,需要工艺制冷;为改善工作环境及生产工艺的需要,在其办公区及生产车间,通常会安装中央空调系统,如可口可乐上海工厂[9]等,也需要制冷机组制取冷水。根据制冷原理,制冷机组在制冷时会产生大量的冷凝热,其冷凝热通常是通过冷却塔或者冷凝风扇排放到大气中,带来了大量的能源浪费,同时加剧城市的热岛效应。

图1 传统的制取蒸气与工艺热水方法示意图
如能将制冷过程中产生的冷凝热回收用来制取低温热水,则可以减少蒸气的生产量;或可以用制取的低温热水代替低温自来水送入蒸气锅炉制取蒸气则可以减少蒸气锅炉的燃料消耗,达到节约能源的目的。回收冷凝热制取蒸气与工艺热水方法示意图见图2。

图2 回收冷凝热制取蒸气与工艺热水方法示意图
1 热回收原理
如上图3所示,制冷机组中的冷凝器排热包括两部分,从点3至点4制冷剂由高温汽体冷却成温度较低的汽体,其失去的热量为显热;从点4至点5’制冷剂由高温高压的汽体被冷却成高温高压的液体,其失去的热量为潜热。显热与潜热之和为全热。一般的冷凝热热回收装置包括显热回收装置与全热回收装置。显热回收即仅回收从点3至点4之间的冷凝器排热;其回收的热量与蒸发温度、冷凝温度、过热度、过冷度有关,一般其显热回收量为全部冷凝热的15%左右,但由于显热回收时制冷剂汽体的温度较高,故可以制取较高的热水温度,如采用R134a冷媒时热水温度最高可达55~60 ℃左右。而全热回收则可以100%回收从点3至点5’之间的全部显热与潜热部分,但由于制冷机组的冷凝温度较低(38 ℃左右),制取的热水温度相对较低,采用R134a冷媒时最高可达50 ℃左右。由于一般饮料厂需要大量的工艺用热,故采用全热回收更为合适。

图3 热回收方式在压焓图上的表示
2 带热回收型冷水机组的系统设计
2.1 热回收冷凝器模式分析
2.1.1 双冷凝器串联型 如图4所示,在制冷机组的压缩机与冷凝器之间串联一个热回收冷凝器,用于回收从压缩机出来的高温高压制冷剂气体中的显热和潜热,降低温度以后再进入制冷机组的冷却水冷凝器。热回收冷凝器回收部分或全部热量用于加热工艺用热水,其余的冷凝热则传递给冷却水通过冷却塔传递至大气中。这种型式的热回收系统可以通过合理设计热回收器的换热面积并在热回收系统中实现全部显热回收或部分热回收(全部显热或部分潜热)或全热回收(全部显热和全部潜热),并加装控制系统,通过调节进入热回收冷凝器和标准冷凝器中的水量及进出水温差[10-11],以实现在高热水温度下的高热回收率。一般热水温度可达55~60 ℃。这种类型的热回收冷凝器的设计通常用在用户现场的改造上。
2.1.2 双冷凝器并联型 如图5所示,从压缩机出来的高温高压的制冷剂气体经过热回收冷凝器或者冷却水冷凝器,热回收冷凝器将热量传递给工艺用热水,而冷却水冷凝器则将热量通过冷却塔传递至大气中。这种形式一般热回收的效率较高,但是由于热回收冷凝器既回收了高温高压制冷剂的显热也回收了潜热,其回收的热水温度不会太高。但是由于涉及到两个冷凝器工作时最终冷凝温度的控制,两个冷凝器不能同时使用。

图4 双冷凝器串联型
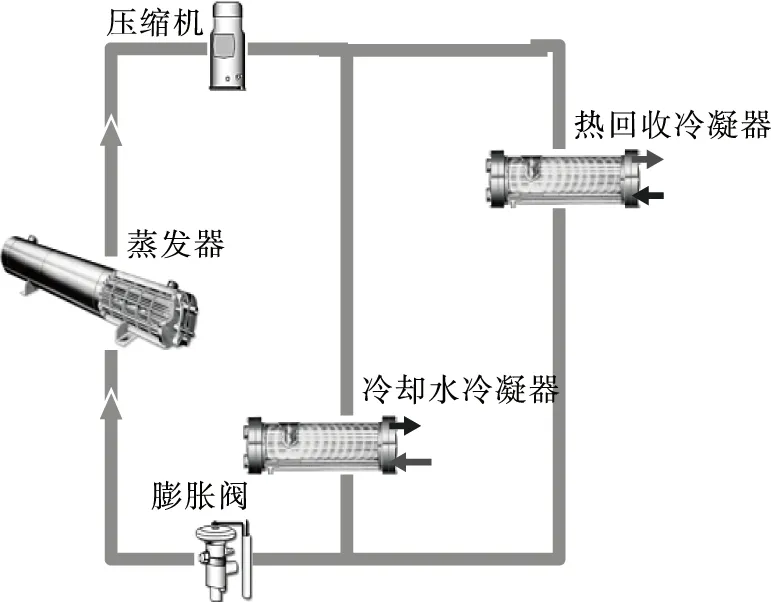
图5 双冷凝器并联型
2.1.3 复合冷凝器型 如图6所示,这种冷凝器实为热回收冷凝器与冷却水冷凝器的串联综合体,热回收冷凝器的设计根据是回收显热还是回收全热而进行设计热回收冷凝器换热面积的大小。此种设计可以减少机组的体积,节约制造成本、运行控制简单而被设备制造厂家广泛使用。
2.2 热回收系统设计
如前所述,采用分体串联型双冷凝器和复合冷凝器都可以实现全热回收。对于改造项目,可以采用在原制冷机组上加装热回收冷凝器串联的方式,热回收冷凝器的换热面积按照回收全部显热和潜热进行计算。
考虑到季节变化时,进水温度变化较大,并且制冷机组的制冷量随季节的变化而变化;而工艺所需的热水温度基本一致、热水量变化不大的特点,为保证系统的稳定运行,故考虑在系统中安装了一个蓄热水箱,通过将蓄热水箱中的水在热回收冷凝器内循环加热以实现逐步提高水箱内的热水温度至设计温度。同时整个系统上加装了自动控制系统,以实现在保证通过自动调整水流量、进出水温差以实现高热水出水温度下的高热回收效率。
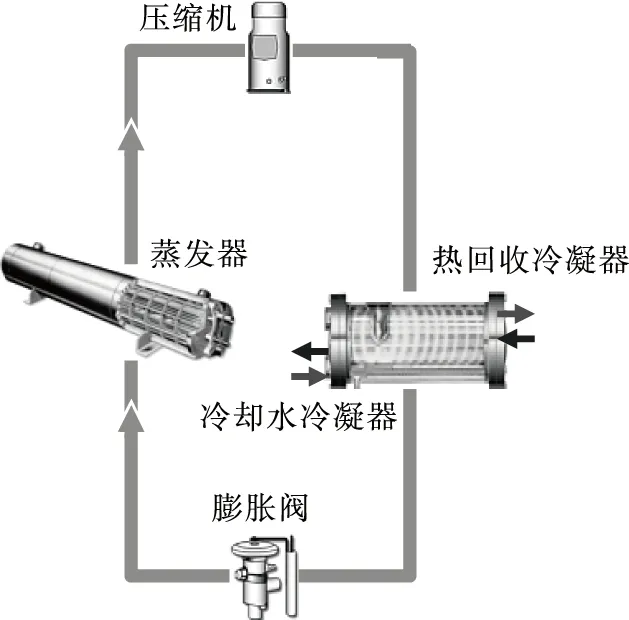
图6 复合冷凝器型
整个热回收系统的原理示意图见图7。

图7 带循环水箱的冷凝热回收系统原理图
2.3 热回收系统控制策略
以控制机组稳定运行、提高热回收效率、保证热水系统的水温为前提,制定如下的运行模式[12-13]:
(1) 运行初期,热回收冷凝器热水的出口温度低于系统设定冷凝温度时,热水循环泵满载循环运行、冷却水泵不运行;水箱内水温逐渐升高至机组冷凝温度。此时热回收冷凝器回收全部显热和潜热。
(2) 当热回收冷凝器热水的出口温度达到系统设定冷凝温度时,热水循环泵低频运行、冷却水泵低频运行,此时回收部分显热和部分潜热,逐步提高水箱内水温。两个水泵的运行频率的调节以制冷机组的冷凝温度为控制依据。当冷凝温度超过设定值时,降低热水循环泵的运行频率,提高冷却水泵的运行频率。反之亦然。
(3) 当热回收冷凝器的热水出口温度达到设计温度时,停止热水循环泵运行,冷却水泵满载运行。
(4) 当水箱内热水量减少时,开启水箱内补水开关,水箱内热水温度降低,开启并调节相关水泵,回收制冷机组的冷凝热以提高水温。
通过该冷凝热回收装置回收制冷主机的冷凝热,可以将水温从5~7 ℃提高至50~55 ℃。在将蓄热水箱内热水送至各用水点时,通过调整蒸气辅助加热装置,即可满足各用水点的热水温度要求。
3 运行经济性分析
以上海可口可乐碳酸饮料厂为例计算。该项目的主要制冷、制热设备配置见表1[9]。
3.1 制冷机组冷凝热回收量
该项目3台制冷机组常年运行,其冷凝热可以回收利用。根据制热量的需要,可考虑在其中一台制冷量为4 570 kW的离心式制冷机组上加装全热回收装置,同时按照原理图5所示加装相应的水泵、水箱与控制系统。
表1 上海可口可乐碳酸饮料厂制冷与制热设备一览表†
Table 1 Refrigeration and heating equipment list of shanghai Coca - Cola carbonated beverage plant

机组类型机组型号制冷量/kW数量/台离心式制冷机组1300TR4570(R134a冷媒)2螺杆式制冷机组300TR1055(R134a冷媒)1蒸气锅炉4t/h,1.25MPa33632
† 1.25 MPa的蒸气的焓值为2 784.7 kJ/kg[14]17,5 ℃水的焓值为21.02 kJ/kg[14]20。故4 t/h锅炉所需要的供热量为4 000×(2 784.7-21.02)=11 054 720 kJ=3 073 kW。
则这台离心式冷水机组的冷凝热回收量计算:
假设制冷机组的运行能效比COP为5.5 kW/kW,全热回收。
则制冷机组耗电量Q电=制冷量Q1/能效比COP=4 570/5.5=831 kW
则冷凝热Q冷凝=制冷量Q1+机组耗电量Q电=4 570+831=5 401 kW=1.944×107kJ/h
按照千克标准煤发热量为29 308 kJ计算,制取上述热量需要消耗标准煤663 kg/h。如按照该制冷机组中的热回收装置每天工作8 h计算,每天可以节约标准煤5.307 t。如按照每年运行200 d计算,则每年可以节约标准煤1 007.4 t,其节约的能源是非常可观的。
3.2 采用冷凝热回收装置的等价收益
采用该回收系统的等价收益见表2。
由表2可知,在这台制冷机组上加装热回收系统以后,对比采用燃气锅炉加热工艺用水,每年可以节约运行费用275.9万元。考虑到项目改造时由于在机组上必须增加热回收冷凝器、水箱与循环水泵、自动控制系统及相关管道及阀门,实际改造费用约为180万元。计算只需0.65年即可收回初投资。其投资效益是非常可观的。

表2 采用其他能源获得等量热量的运行费用†
† 热回收系统运行时间按200 d计算,每天运行时间按8 h计算。
4 结论
(1) 既有工艺制冷同时又有工艺用热的碳酸饮料生产厂等食品工厂,在制冷机组上安装冷凝热回收装置,其回收的热量是非常可观的,节能效果明显。
(2) 由于冷凝热回收装置回收得到的热水温度较低,必须采取其他的再热措施将回收得到的热水加热至工艺所需的温度。这些再热装置,可以采用蒸气再热器或高温热泵[15]等。
(3) 必须说明的是,在回收冷凝热时,如需要制取的热水温度过高,将导致制冷主机的冷凝温度过高;冷凝温度过高,将导致耗电功率增加,机组的能效比下降,同时使冷凝器内的压力过高,影响机组的稳定运行。因此,合理设置冷凝温度是保证稳定运行,同时又不影响机组能耗的关键。
(4) 热回收系统运行时,可靠的自动控制系统可以按照指定的优化运行策略实现机组在高回收效率的前提下保证高热水温度。本项目在今后的运行中须根据实际运行情况优化调整热水温度与冷凝温度的设定值,实现最佳节能效果。
[1] 秦人伟. 食品工业节能减排潜力大[N]. 中国食品报, 2014-11-05 (004).
[2] 傅攸安. 啤酒厂节能新措施: 麦汁冷却一段法[J]. 食品与机械, 1990(1): 25-29.
[3] 王奎. 大中型食品饮料企业的动力设备节能管理分析[J]. 科技论坛, 2013(1): 163-164.
[4] 徐家莉. 奶粉厂节能措施与设计[J]. 食品与机械, 1998(1): 23-24.
[5] 徐勤华, 程昆, 玄丽. 食品加工车间低温空调机组的节能设计方案[J]. 山东商业职业技术学院学报, 2011, 11(3): 94-96.
[6] 陈翔. 天然气导热油炉新型综合节能方案[J]. 现代制造技术与装备, 2015(1): 49-50.
[7] 中华人民共和国住房和城乡建设部. GB 50015—2003 建筑给水排水设计规范[S]. 2009年版. 北京:中国计划出版社, 2010.
[8] 高愿军. 软饮料工艺学[M]. 北京: 中国轻工业出版社, 2002: 116.
[9] 张霞. 可口可乐上海全球样品实验室及工厂建设项目暖通空调设计[J]. 科技企业家, 2012, 32(3): 44-46.
[10] 肖皓斌. 水冷螺杆机组热回收的设计与应用[J]. 制冷与空调, 2010, 10(6): 63-65.
[11] 朱德斌, 胡益雄, 唐伟伟. 冷凝热回收热水系统的应用研究[J]. 建筑热能通风空调, 2013, 32(5): 50-52.
[12] 周皎, 李厚勇, 厚彩琴, 等. 用于冷凝热回收的热水循环系统可行性研究[J]. 甘肃科学学报, 2015, 27(1): 117-120.
[13] 王伟, 马最良. 空调冷凝热回收热水供应系统计算机模拟分析[J]. 哈尔滨工业大学学报, 2005, 37(2): 252-254.
[14] 陆耀庆. 实用供热空调设计手册[M]. 2版. 北京: 中国建筑工业出版社, 2007.
[15] 周文旭, 徐红. 空气源热泵与空调热回收联合供热水系统设计体会[J]. 工程建设与设计, 2013(2): 142-145.
Energy saving and economical analysis of heat recovery chillers for beverage factory
CHENShu-wenGUOYi-ting
(HunanUrbanConstructionCollege,Xiangtan,Hunan411101,China)
Introduces the present situation of preparation of hot water for production process of carbonated drinks plant in China. Referring the traditional scheme of condensation heat recovery in refrigerating unit, the heat recovered from the condensation can preheat the water for steam boil and producing low temperature hot water, then the energy consumption of boilers will be reduced. This new scheme can save large amount of energy of carbonated drinks plant for reference.
carbonated drinks plant; condensation heat recovery; saving energy and reducing consumption of fuel
陈树文(1968—),男,湖南城建职业技术学院高级工程师。E-mail:1454422178@qq.com
2016-08-30
10.13652/j.issn.1003-5788.2016.10.023
