间歇式立式包装机的时序分析与速度提高方法
2016-12-05吴云章
吴云章 程 亮 冯 渝
(武汉人天包装自动化技术股份有限公司,湖北 武汉 430205)
间歇式立式包装机的时序分析与速度提高方法
吴云章 程 亮 冯 渝
(武汉人天包装自动化技术股份有限公司,湖北 武汉 430205)
结合目前常见的间歇式全自动立式制袋充填封口机(简称立式包装机),探讨包装机稳定工作与动作时序设置的关系,总结出制约包装机工作速度的3个重要因素:横封动作时间、下料充填时间和走膜时间,提出提高包装机工作速度的具体措施,比如设计响应速度更快的横封驱动机构并在横封上增加导向板,尽量控制包装物料集中下落,将走膜电机改为伺服电机等。通过实际运用证实,在保证包装机工作稳定性的前题下,可将包装速度提高20%以上。
立式包装机;包装速度;时序;动作参数;稳定性
随着包装机械行业的发展,能完成制袋、计量、充填、封口全自动的包装机已经非常普及,行业竞争也越来越激烈[1]。用户对此类包装机的综合性能参数也提出了更高的要求,比如对包装机的稳定性、包装速度、计量精度、物料适应范围、外观、安生性等都非常重视。包装速度直接决定了客户单台设备的生产效率和产能,是用户首要关注的指标。对于流动性较好,包装规格在1 kg以内的粉粒类物料,目前中国间歇式立式包装机的包装速度普遍在30~60包/min,而国外同类产品最高已经达到了100包/min[2]。新出现的连续式多工位包装机,其速度还要成倍增长[3]。因此从包装速度上对比中国包装机还存在较大差距,对于包装速度的影响因素,业内普遍认为与物料特性、计量速度、封口动作快慢、拉膜响应速度有关[4],也有人认为与下料管的长度、包装膜热封性能也有关[5]。这些结论都是从日常经验和各自的角度做出的定性判断,虽有一定道理,但并没有一个全面而可指导性的结论。可能是过去多侧重于对包装机结构和功能上的研究,缺少综合定量分析,因为影响包装速度的各因素是互相制约的。本研究拟通过系统综合分析的方法,从包装机控制和动作时序的角度进行分析,找出影响速度的瓶颈因素,尽可能地提高整机包装速度。
1 立式包装机的工作原理及流程
如图1所示,立式包装机的工作过程:先装夹好卷膜,将片膜穿过一组导辊,引入翻领成型器,通过成型器卷成筒状后包裹在下料管外,在卷膜与成型器之间还安装打码机、光标检测等装置。成型器前端的纵封块开始动作对袋筒中封进行纵向热合,同时两横封块闭合横向热封袋口。然后物料从下料管充填到热合后的包装袋中,牵引装置根据光标检测位置将袋筒沿下料管向下拉动一个袋长,当包装袋停止后打码机完成打印动作,纵封横封再次封合,然后安装在横封块中间的切刀沿切口切断包装袋,完成一个包装过程。从包装机的工作过程可将其分解成以下几个动作:

1. 卷膜 2. 导辊 3. 打码机 4. 光标检测 5. 翻领成型器 6. 下料管 7. 纵封 8. 吹气冷却 9. 横向 10. 切刀 11. 成品袋
图1 立式包装机原理图
Figure 1 Schematic vertical packaging machine
(1) 横封:通过横封加热块的开合动作将前一包装袋上封口与后一包装袋下封品同时热合,横封机构的运动一般由气缸或电机驱动控制,可将横封动作时间分解为3段,见图2。为了方便后续分析,用ta1表示两加热块从打开到完全闭合所用的时间;ta2表示两加热块闭合停留时间;ta3表示两加热块从闭合到完全打开所用的时间。

图2 横封动作时间分解示意图
(2) 纵封:通过纵封加热块的开合运动对包装袋纵向进行热合,纵封动作行程比横封要短,多由小行程气缸控制。其动作也可以分解成闭合、停留、打开3个时间段,与横封类似可用梯型图表示。
(3) 打码:在包装机上打印生产日期、产品批号、二维码等信息。其动作由矩形图表示即可。
(4) 下料:物料从下料管落入包装袋下横封处开始到整袋物料下落结束,称之为物料填充过程,设所用时间为td,见图3。

图3 下料动作时间示意图
(5) 切刀:将封口后的包装袋沿切口处横向切断,其动作多由小行程气缸控制,其动作过程与横封类似,由梯型图表示。
(6) 冷却:横封热封后,封口温度较高,为了加快封口的黏结,需要在打开的瞬间快速进行吹气冷却,其动作由矩形图表示。
(7) 走膜:每一个周期都要将包装膜下拉一个袋长,拉膜机构一般由伺服电机控制,拉膜所用时间用te表示,其动作时间可由矩形图表示,见图4。
2 包装机的时序动作分析
以横坐标表示时间,T为包装机一个包装周期,纵坐标表示包装机各个动作过程,可以画出各个动作时序关系图,见图5。其中t1表示横封正好闭合时刻,t2表示横封开始打开时刻,t3表示走膜开始时刻。根据包装机的工作原理,各动作之间存在以下关系:走膜除了与冷却可重叠外,一般与其他动作不能重叠;横封、纵封、打码三者相互是独立的;下料、切刀、冷却与横封的动作联系紧密,其中下料、切刀的时间要在t1和t2之间,而冷却开始时间为t2为好,结束时间在t3之后即可。
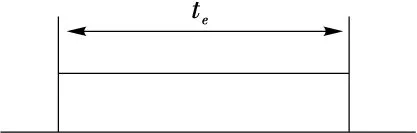
图4 走膜动作时间示意图
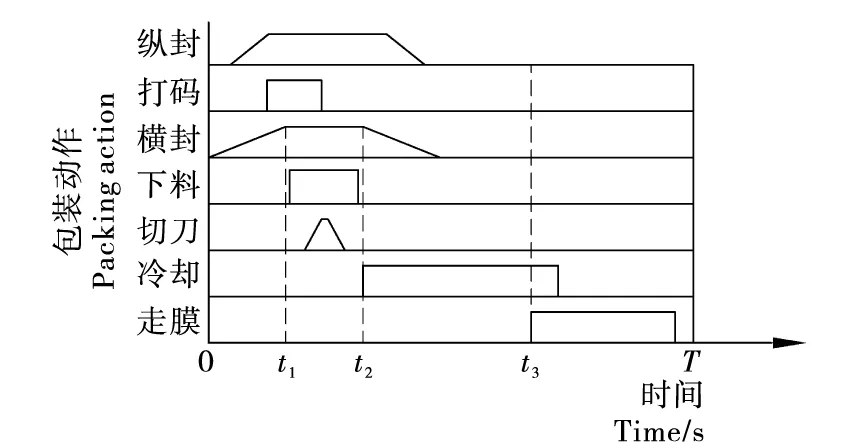
图5 包装机工作时序图
在实际包装机调试过程中,都可以参照时序图进行调节,如果动作时间调试不到位就会造成一些问题。比如若落料开始时间早于t1,表示横封还未闭合,物料已经到达横封处,就会出现横封夹料;若落料结束时间晚于t2,表示横封已经打开时,物料还未完全填充结束,下落中的物料会对还未完全冷却黏合的横封形成冲击力,使横封效果变差,也就是常说的冲包现象。还有包装膜走膜不畅、冗膜可能是走膜动作时间与其他动作重叠造成。包装袋横向切口效果不好有可能是切刀时间设置不对。打码机打出的印记不正常,可能是膜未在静止状态时就已打印。
3 制约包装速度的因素分析
在实际应用中随着包装速度的提高,各动作参数的调节需要越来越精确,当达到一定的包装速度后,想再提高就比较困难了。目前市场上主流的全自动立式包装机最高稳定速度都在60包/min左右。
是什么因素制约了包装机的包装速度呢?从时序图开始分析,目前市面上的打码机打印频率基本在100次/min以上,因此首先排除打码机的限制。纵封与横封动作可以同时进行,纵封行程较短,其封合时间比横封要久,且纵封动作相对独立,在实际包装过程中纵向封口也很少出问题,因此可以排除纵封为瓶颈的可能性。切刀动作几乎是瞬时完成的,因此也可以排除切刀的限制。吹气冷却是一种辅助手段,对时间控制要求并不需要很精确,因此也可以先不考虑。从实际调式经验来看,随着包装速度的提高,通常会出现夹料、破包或者横封封口质量差等情况。因此可以将影响速度因素主要集中在横封、落料和走膜上。
假设机械结构不变的情况下,横封ta1和ta3时间不会改变。ta2理论与包装膜热封所需时间以及物料填充时间相关,通过试验设置一个较高的包装速度,关闭下料,让包装机打空袋,得到空袋封口的效果能满足要求。在相同的设置下,开启下料,打出的成品袋的横封效果会比空袋差,甚至出现夹料或破包现象,因此可以判断封合时间ta2与物料填充时间td关系更大,即要求ta2≥td。
随着包装速度的提高,每个周期T的时间就会变短,假设存在一个最高工作速度,对应时间周期为T',这个理想的工作时序图见图6。在横封闭合时刻物料正好到达,物料充填结束时横封正好打开,横封完全打开瞬间,走膜动作开始,走膜结束后横封开始动作,如此往复。即存在以下关系:
T'=ta1+ta3+td+te。
(1)
通过试验检测,横封ta1和ta3时间一般为0.25 s左右,走膜时间te一般为0.3 s左右,下料填充时间td为0.2 s左右,计算出周期T':
T'=0.25 s+0.25 s+0.30 s+0.20 s=1.00 s。
因此可以得出包装速度为60包/min,这个数值与现有包装机基本是一致的。
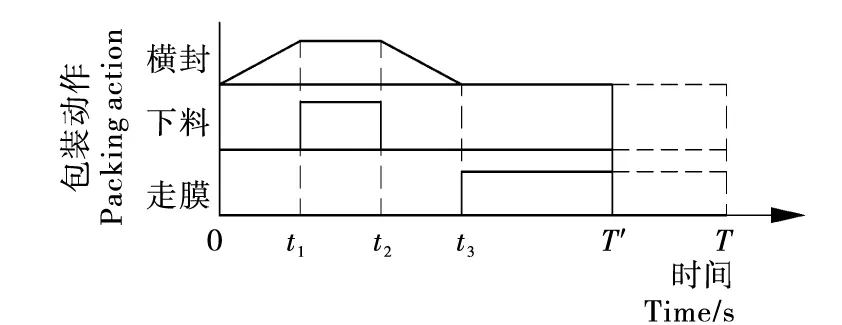
图6 包装机理想工作时序图
4 提高包装机速度的方法
从以上分析可以得出,制约包装机包装速度的因素主要有:① 横封块的闭合与打开时间;② 物料下落充填时间;③ 走膜时间。加快这三者的响应速度,即可提高包装速度。
(1) 横封块的运动如果由气缸驱动,在满足包装要求的情况下尽量减小气缸行程,适当增大气缸进气量和气压,并选择响应速度更快的电磁控制阀。部分厂家还在横封上方加设包装袋整形导向板[6],以避免充填后的成品袋太鼓,在横封没有完全打开之前,成品袋即可通过,因此走膜动作可以提前开始,缩短了横封与走膜之间的衔接时间。通过改进横封ta1和ta3时间可以控制在0.2 s之内。
(2) 计量充填机构设计时要使物料避免过于分散,尽可能集中下落,在横封封口上方加设缓冲闸门是个比较有效的措施[7],不仅可以使物料集中,还可以减小高速下落的物料对横封封口造成的冲击。改进后填充时间可控制在0.15 s之内。
(3) 减小走膜时间的方法:采用响应速度更快的伺服电机进行控制,同时采用灵敏度更高的光标传感器,在满足走袋精度要求的前题下,尽量提高电机最高转速值[8],将走袋时间控制在0.25 s之内。
5 结论
通过改进优化,在掌握包装机的时序动作规律后,对参数进行精确调节后,实际横封、下料、走膜的工作时序图见图7,其大致工作过程为:横封闭合后物料即送达,当物料大部分填充到位后,剩余的物料对横封不会产生太大的冲击时,此时横封可提前打开,当横封打开到一定距离(容许包装袋通过)后,开始走膜动作,当走膜还未完全结束时,下一周期的横封闭合动作也可提前开始,只要保证在横封闭合之前走膜动作已经结束即可。优化后的工作周期T":T"<0.20 s+0.20 s+0.25 s+0.15 s=0.8 s。
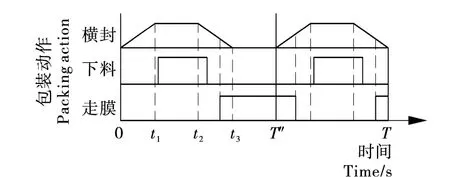
图7 包装机实际工作时序图
优化后包装机最高工作速度可以达到75包/min以上(原包装速度最高为60包/min左右)。经过实际验证,设备运行稳定,封口质量良好,产能较原来的包装机提高20%以上。
但随着各动作时间的进一步压缩,受物理结构的限制,间歇式包装机速度已经接近极限值,目前市面可以见到同类包装机的最高速度为100包/min,速度再提高的空间已经非常有限。而且随着速度进一步升高,稳定性会随之下降,而且对机械及电气元件的性能寿命都会产生影响[9]。
随着包装技术的发展以及工业制造水平的提高,新型连续式、多工位包装机已逐渐应用,其包装速度较间歇式包装机具有更大的优越性,将会取代间歇式包装机成为未来发展的方向[10]。
[1] 徐景珩, 张裕中, 康勇刚. 未来十年中国食品和包装机械发展趋势[M]. 北京: 中国轻工业出版社, 1998: 10-12.
[2] 许林成, 赵志华, 王治, 等. 包装机械原理与设计[M]. 上海: 上海科学技术出版社, 1988: 233-252.
[3] 刘纪者. 颗粒小袋包装机控制系统改进[J]. 广东化工, 2012, 39(13): 119-121.
[4] 张聪. 自动化食品包装机[M]. 广州: 广东科技出版社, 2002: 118-121.
[5] 赵漫漫, 卢立新. 有关PET/AL/PE复合包装薄膜热封工艺参数的研究[J]. 塑料, 2008, 21(1): 87-89.
[6] 陆佳平, 刘天植. 软包装热封工艺参数的确定[J]. 出口商品包装: 软包装, 2005(7): 65-67.
[7] 蒋金法, 鲁怀敏, 严锋. 单驱动多凸轮副机械的时序分析[J]. 沙洲职业学院学报, 2009, 12(4): 5-8.
[8] 荆萃. 连续式包装机纵封牵引、横封驱动控制的新型研究[J]. 天津职业院校联合学报, 2012, 14(5): 80-82.
[9] 张家省, 彭明仔. 全自动封口包装机动作分割器设计[J]. 机械工程师, 2006(8): 69-70.
[10] 丁维扬, 冯首春. 一种提高颗粒包装电子计数充填速度的控制方法[J]. 机电工程技术, 2006(8): 88-89.
Timing analysis and methods to improve the speed of the packaging machine
WUYun-zhangCHENLiangFENGYu
(WuhanRentianPackagingTechnologyCO.,LTD,Wuhan,Hubei430205,China)
It was focused on the automatic vertical bag forming-filling-sealing machine (packaging machine for short) and the exploring the relationship between its stability and action sequence in this study. Therefore, it was concluded that three important factors contributed to restricting the speed of the packaging machine, including the transverse sealing, the filling, and the carrying film action time. Moreover, a specific measure of improving the packaging speed was proposed, i.e., designing faster transverse sealing driving mechanism and adding a guide plate above the transverse sealing, trying to keep the bulk product dropping together, and changing the general motor to servo motor and etc. Through some practical applications, it was proved that in the premise of guaranteeing the stability of the packaging machine, the packaging speed could be increased by more than 20%.Keywords: vertical packaging machine; packaging speed; timing; operation parameter; stability
吴云章(1987-),男,武汉人天包装自动化技术股份有限公司机械工程师,华中科技大学在职研究生。
E-mail:wuyunzhang2008@163.com
2016-06-14
10.13652/j.issn.1003-5788.2016.10.019
