基于新一代PID控制技术的混砂车自动控制系统设计
2015-12-03张良振中石化石油工程机械有限公司第四机械厂销售公司湖北荆州434024
张良振 (中石化石油工程机械有限公司第四机械厂销售公司,湖北 荆州434024)
混砂车主要用于加砂压裂作业中,即将液体(清水、基液等)、支撑剂(石英砂或陶粒)和添加剂(固体或液体)按一定比例均匀混合,向施工中的压裂车(组)以一定压力泵送不同砂比、不同黏度的压裂液进行压裂作业,适用于大、中型油井的压裂、酸化施工作业[1~3]。采用新一代PID控制技术设计的混砂车自动控制系统,其控制性能和精度得到大幅度提高。下面,笔者对该自动控制系统设计进行阐述。
1 系统性能设计
1)网络设备在线检测 自动检测车辆在线状态,保证了网络故障在第一时间被排除。
2)电压供电自适应性能 系统可在14~32VDC范围内正常工作,避免供电异常对控制系统的冲击。
3)抗干扰 配置的工业电缆均采用进口知名品牌,其中通讯电缆采用多重屏蔽方式。
4)耐低温 系统采用的电缆均可满足-40℃低温条件下的施工需要,控制室配置自动加热器或空调。
5)抗震特性 计算机均为工业机架设计,控制箱采用弹簧减震安装方式。
6)密封特性 系统所采用的外部电气盒、插接头均满足IP65(防尘防水侵入等级)防护要求。
2 数据接口设计
混砂车控制室与外部连接采用快速插头(数据接口),方便设备检修。
1)车台数据接口 接头板上安装有3个70芯插头,用于连接混砂车上所有的信号和控制电缆,包括流量、压力、车台发动机、底盘车等。
2)井口数据接口 接头板上安装有8个6芯插头,4进4出。包括井口的2个压力信号、1个密度计信号、1个排量信号。混砂车能将这些信号显示在操作台上,并且能将这些信号以模拟或数字形式输出到仪表车。
3)网络通讯接口 接头板上安装有2个不锈钢6芯插头,用于组建以太网,也可以用于单独连接远控箱。混砂车上所有的数据都可以在网络中传输显示。
3 独控系统设计
混砂车自动控制系统由3套独立控制系统完成作业控制要求,并能够实现独立控制之间的转换。
1)手动控制系统 系统是依靠操作面板上安装的手动电气开关和控制旋扭来操作各液压和气动执行元件,实现各部件动作,以满足作业要求。
2)仪表台自动控制系统 系统由主机和显示仪表组成,作业时通过操作安装在控制面板上的15in Panelview Plus显示屏,按照施工作业方案输入自动控制指令或在监控计算机软件系统中预制自动控制程序后,混砂车能够按照指令实现砂比、排量、液面、添加剂比例的自动控制以及相应的施工参数显示。同时控制系统具备在施工中遇突发情况时操作人员能即时中断自动控制并切换为手动控制功能,手动控制方式能满足实现混砂车全部控制功能。手动和自动控制之间能实现无扰切换。仪表台自动控制系统可脱离网络,独立实现计算机的手动和自动控制,实现作业要求。
3)网络远程自动控制系统 网络远程自动控制系统[3]是通过有线网络通讯的方式实现对混砂车的远程自动控制,通讯距离50m以上。该系统可安装在仪表车或便携式控制箱上,可实现仪表台自动控制系统的全部功能。施工中,混砂车可将施工数据即时传送到仪表车系统中,并可由仪表车中的设备进行实时监视和控制,并将整个过程完整地记录下来。施工结束后,数据经计算机处理可以以文字、报表、曲线等形式打印成施工作业文件进行存档。操作控制系统能将混砂车的作业参数实时在网络中传输,通过以太网接口,可用任意安装有Servaview For Frac的PC机采集数据。
4 电控系统设计
对电气控制系统的设计,从用户的角度出发,以设备的性能、使用、安全、结构和布局等为出发点,充分考虑到油田的特殊环境和工况。
1)液面控制系统 系统由流量计、超声波液位计、计算机、吸入泵驱动板和手动控制组成(见图1)。工作时,通过液位计将实时检测到的液面信号反馈给计算机,计算机将该数据与作业设定数据进行比较,输出控制信号给吸入泵驱动电路板,从而调节吸入泵转速,维持液面高度的稳定,实现液面自动控制。
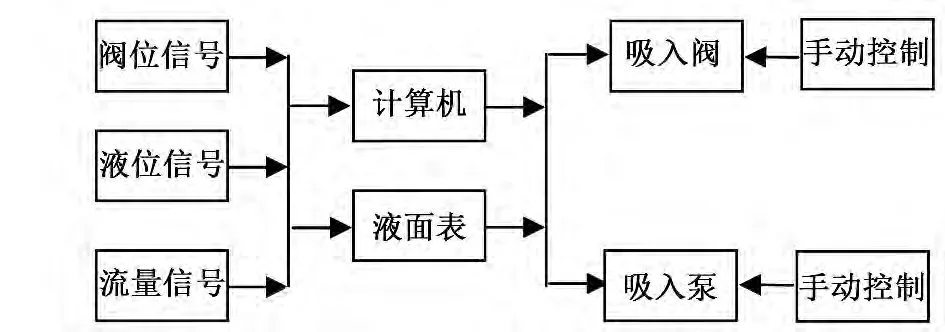
图1 液面控制系统结构
2)排出控制系统 系统由流量计、排出压力传感器、计算机、排出泵驱动电路板和手动控制组成(见图2)。该系统主要通过混合液排出压力反馈信号与设定排出压力值的比较,计算机实时调节排出泵转速,保证混砂车混合液满足排出压力要求,以确保排出管线充盈度,提高压裂车工作效率。
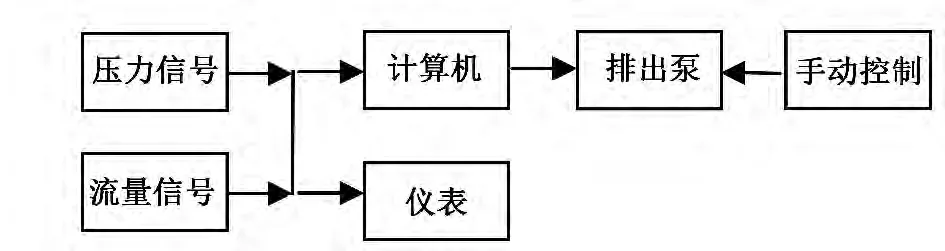
图2 排出控制系统结构
3)绞龙(混砂自动)控制系统 系统由排量传感器、计算机、排出泵驱动电路板和手动控制组成(见图3)。绞龙控制系统是实现作业中良好砂比的重要前提。该系统设计为砂比控制模式。系统可实现混砂车全作业过程的自动控制,一旦将施工程序事先编好并输入计算机,在工作期间不用操作人员协助,混砂车依据程序执行压裂、加砂施工程序。无论作业过程中液体流速和配比如何变化,程序会自动调节绞龙转速,实现砂比精确控制。系统可对双绞龙进行独立控制,双绞龙可设置同速、不同速、变速比控制。作业时,如果某一绞龙手动控制,另一绞龙仍可依据作业设置自动达到控制要求。
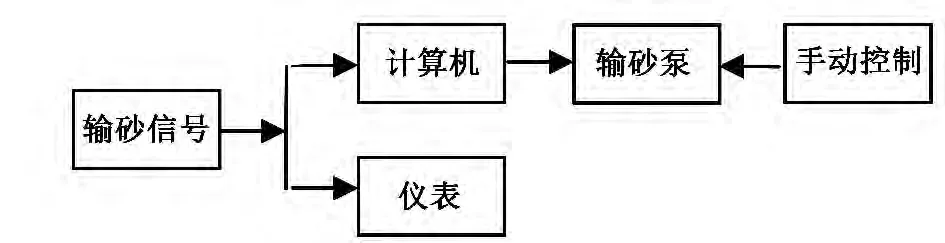
图3 绞龙(混砂自动)控制系统结构
4)添加剂控制系统 系统由排量传感器、计算机、液添泵驱动电路板和手动控制组成(见图4)。工作时,无论吸入流量如何变化,计算机均可按照设定配比控制添加剂泵转速,从而实现添加剂过程的自动控制。系统可对多台添加剂泵单独设置工作,也可由计算机依据作业过程中的需要选择液添泵工作。系统设置有手/自动切换开关,操作人员亦可在无反馈的情况下实现开环控制。
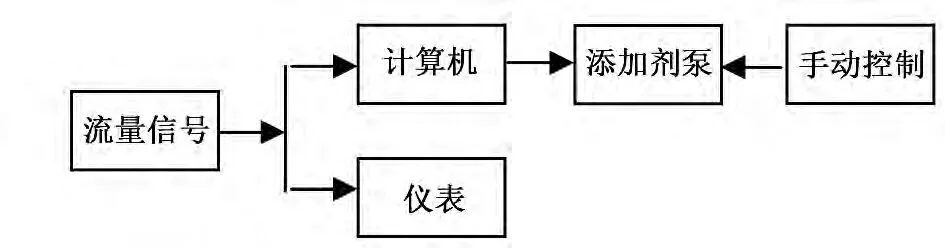
图4 添加剂控制系统结构
5)搅拌器控制系统 系统由计算机、搅拌泵驱动电路板和手动控制组成。该系统主要通过在计算机中设定搅拌速比,将搅拌器控制在合适的转速,以确保混合液的混拌质量。
6)空调系统 系统由制冷系统和制热系统组成(见图5)。制冷系统依靠空压机和蒸发器完成;制热系统依靠发动机热水循环。2套系统由控制室内的风机完成,同时可调节风量和风向。
7)管汇控制系统 系统包括阀门手动控制、阀门联动控制、双吸双排控制、左右过桥控制、紧急控制。其中阀门联动控制时计算机必须工作。
8)液压指示系统 系统可显示如下功能:吸入主油压、吸入补油压;排出主油压、排出补油压;输砂泵主油压、输砂泵补油压;搅拌器油压和综合泵油压。
9)传感器系统 系统包括设备上所有的信号采集点,主要包括流量信号、压力信号、位置信号、温度信号和密度信号等。
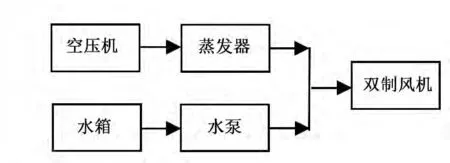
图5 空调系统结构
5 结语
自动控制器选用ROCKWELL(罗克韦尔)控制器,可靠性能高,维护简单。全自动控制作业,大大降低了工人的劳动强度,提供了工作效率,也使作业质量得以保障。控制系统安装在控制室内,内装自加热系统或空调系统,工作环境舒适。以太网控制可对防砂作业中的各个环节实现全面的网络控制和所有数据的实时汇总与分析,彻底解决传统控制单元(包括机械控制、电气控制、单机自动化控制等)无法适应防砂作业中特殊、复杂工艺及综合性能操作响应等要求的弊病;同时具有避免操作人员误操作、达到手动操作不可能达到的参数准确性、实时性、保证作业人员安全等诸多优点,充分满足防砂作业中的各种施工要求。
[1]吴汉川,高文金 .混砂车自动控制系统的研究 [J].石油机械,2003,31(增刊):63~65.
[2]范新强,楼国祥,郑穗嫔,等 .基于PLC控制混砂车液位自动控制系统研究 [J].石油矿场机械,2011,40(3):88~89.
[3]王娜,王天华 .基于FCS和Intranet的混砂车网络控制系统 [J].自动化技术与应用,2005,24(8):56~59.