压裂返排液重复利用技术在南翼山油田的应用
2015-07-16张成娟武丽萍熊廷松龚玉存朱秀雨
张成娟 武丽萍 赵 健 熊廷松 龚玉存 朱秀雨
(1.青海油田钻采工艺研究院 2.青海油田公司科技信息处 3.青海油田勘探开发研究院 甘肃敦煌 736202;)
随着油气田压裂改造规模和液体用量的增大,压裂液重复利用经济效果愈加明显。在新环保法实施之后,压裂液重复利用还可以减少危险污染源的返排、降低污染环境的风险,对于保护环境和推动压裂液技术发展具有重要意义。
1 可回收压裂液研究
1.1 可回收压裂液稠化剂研究
可回收压裂液增稠剂是在小分子瓜尔胶的基础上改性、接枝的,主要有以下步骤:以异丙醇水溶液作为分散剂,加入小分子瓜尔胶粉,加入氢氧化钠,碱化45min后加入磺酸酯和环氧丙烷,60℃搅拌下反应6h;用醋酸中和后,加入复配有机溶剂,搅拌均匀后滤出的物质用复配有机溶剂再次洗涤过滤。然后60℃烘干,粉碎,得到淡黄色粉末即为可回收压裂液增稠剂。
1.2 可回收压裂液交联技术
可回收利用技术中,增稠剂和助流剂形成的网络结构强度由溶液的pH值及所选择的活性交联离子决定。由于链连接的可逆性,通常不需要用氧化类破胶剂降解,因而该体系可以实现返排液体的回收再利用。当pH值低于8左右时,系统内不发生交联,体系的黏度较低。当pH值上升到8左右时发生交联,体系黏度会很快升高,形成高黏的压裂液。
1.3 耐温、耐剪切性能实验
依据SY/T 5107-2005《水基压裂液性能评价方法》,在100℃、170s-1下,对压裂液配方进行耐温性能实验。
一次配方:0.25%抗盐稠化剂配方;二次配方:0.25%抗盐稠化剂配方中加入交联调节剂(图1、图2)。

图1 可回收压裂液一次流变曲线图

图2 可回收压裂液二次流变曲线图
从图2可知,压裂液在100℃、170s-1条件下,剪切120min,最后黏度保持在50mPa·s以上,该压裂液体系具有良好的耐温抗剪切性能。通过与其一次流变曲线图(图1)对比发现,该体系配方在实验条件下有效成分无损失,可满足回收利用的要求。
1.4 与地层水、原油的配伍性
1.4.1 与地层水的配伍性实验
南翼山地层水pH=5.5。按SY/T 5107-2005中压裂液与地层流体配伍性测定方法,测定压裂液破胶液的破乳作用。结果显示,没有产生乳化和沉淀现象,说明压裂液破胶液同地层水配伍性良好。
1.4.2 与原油的配伍性实验
以南翼山脱水原油代替地层水,以同样方法做不同原油配比的破乳实验(表1)。从实验结果上看,破乳率均大于95%。
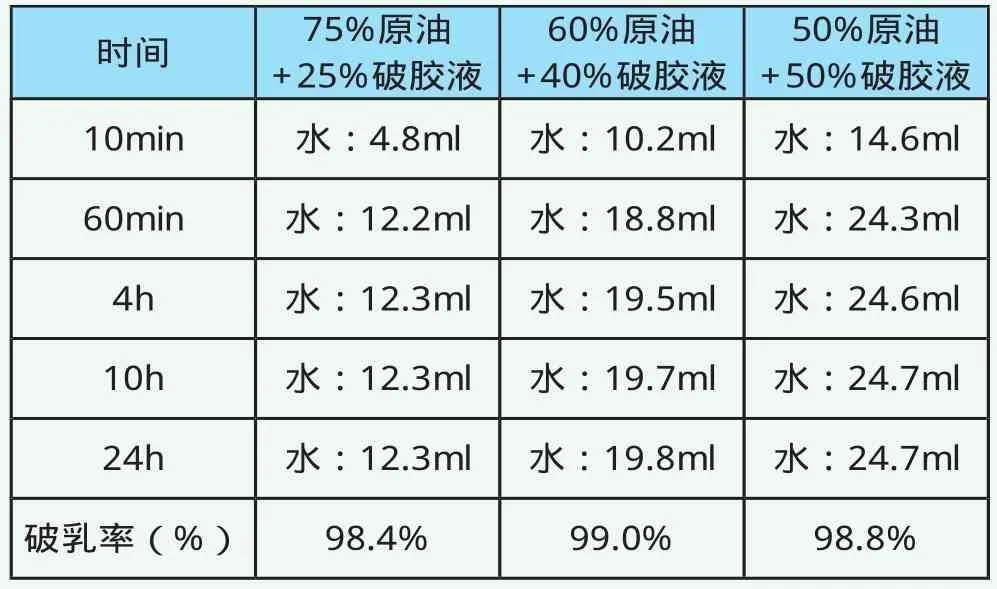
表1 压裂液破胶液与脱水原油配伍性实验(80℃,混合液50ml)
将压裂液破胶液与原油进行充分混合,加入交联促进剂调节至冻胶状态,在170s-1、为80℃下做剪切流变实验。
利用 QCS003C教学实验台进行实验验证,得出由修正理论推导公式得出的速度值及所建立的仿真模型得出的液压缸速度值与实验获得速度值基本一致,验证了所推导的考虑泄漏的液压缸速度表达式及建立模型的准确性,为节流调速回路精度及理论深度提高的进一步研究提供了理论依据。
配方:0.25%抗盐稠化剂+0.2%稠化剂促溶剂+0.9%交联促进剂+1.9%交联剂(图3)。
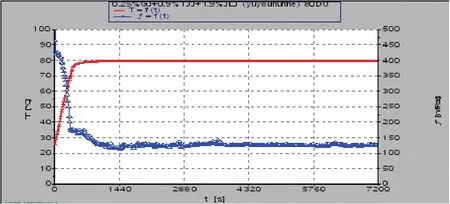
图3 可回收压裂液与原油混合流变曲线
从图3可知,压裂液在80℃、170s-1条件下,剪切120min后黏度保持在50mPa·s以上,该压裂液体系与原油混合后具有良好的耐温抗剪切性能,满足现场回收利用的要求。
1.5 破胶液性能
1.5.1 破胶液黏度测定
通过调节剂和交联促进剂来实现压裂液体系的黏度由基液态<—>胶态<—>基液态的可逆转化。取0.25%可回收压裂液体系测定其破胶液黏度为7.12mPa·s。
1.5.2 体系残渣含量测试
取0.25%可回收压裂液体系,测定其破胶后残渣含量为96.5mg/L,比低浓度胍胶压裂液的残渣含量(0.2%低浓度胍胶残渣含量为226.3mg/L)减少了50%以上,降低了对裂缝导流能力的伤害,满足低伤害压裂液的要求。
1.6 黏弹性能测试
压裂液是一种黏弹性流体,其流变特性对携砂能力、传送方式、裂缝宽度及长度变化都有非常重要的意义。在一定温度下做压裂液的变剪切实验,剪切速率从0到170s-1,观察黏度的变化。结果显示,体系的黏度随剪切速率的增大而降低,说明该体系为假塑性流体。
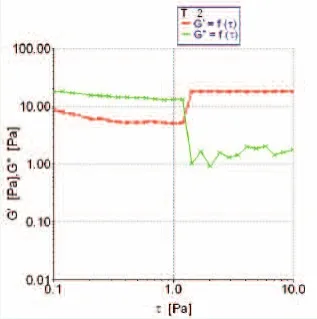
图4 应力扫描实验
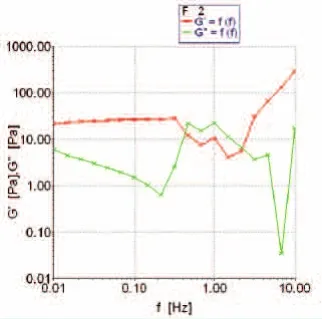
图5 频率扫描实验

图6 黏弹性测试
该体系触变性较好,黏弹性G′=17.5Pa,G″=1.5Pa,G′>G″,说明该液体以弹性为主。
1.7 体系滤失性能评价
压裂液向储层内的渗透性决定了压裂液的压裂效率,通常情况下用滤失系数来衡量压裂液的压裂效率和在裂缝内的滤失量。本实验采用HALS-1型高温高压滤失仪,滤失温度80℃,滤失压差3.5MPa,进行3次对比(表2)。压裂液滤失系数、初滤失量、滤失速度的平均值均符合SY/T 6376-2008《压裂液通用技术条件》要求。

表2 压裂液滤失性测试结果
1.8 体系伤害性能评价
按照标准SY/T 5107-2005中压裂液滤液对岩心基质渗透率损害率测定的方法准备样品,对南翼山岩心进行伤害实验(表3)。
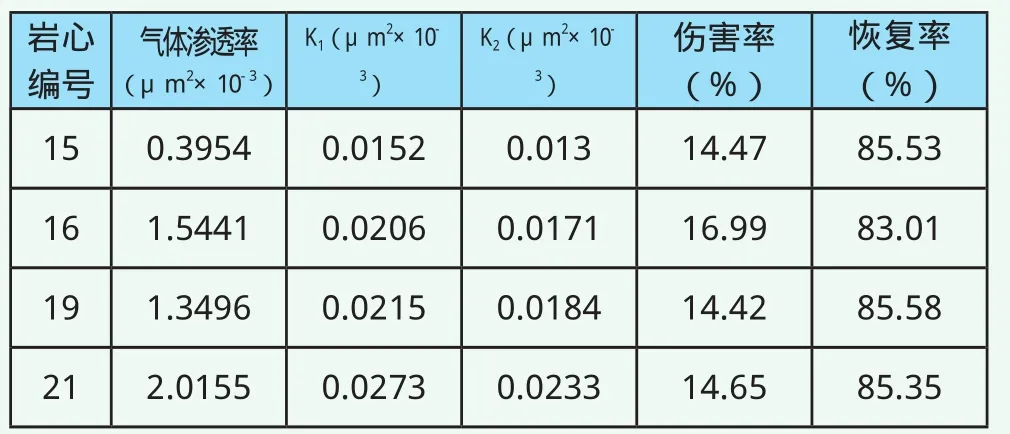
表3 可回收压裂液伤害实验岩心基础数据
根据岩心伤害数据可知,可回收压裂液伤害率都在20%以下,渗透率恢复率80%以上,属于弱伤害。该可回收压裂液提高了胍胶分子的水溶性、链节的伸展度和裂缝导流能力,增加增稠剂链节的活性和活性基团的利用率,降低了悬浮固体物对地层造成的伤害。
1.9 体系摩阻测试
使用YMC-1型压裂摩阻测定仪,通过管路测定在不同剪切速率下清水和不同压裂液的摩阻,得到不同剪切速率下清水摩阻和压裂液摩阻的比值η,即降阻率(图7)。

图7 降阻率与剪切速率关系曲线
实验结果显示,降阻率为48.72%~71.57%,剪切速率为1700s-1时,压裂液降阻率达到了63.5%,能够满足《压裂液通用技术条件》要求。
2 可回收压裂液工艺研究
可回收压裂液现场工艺流程主要包括压裂液回收方案、回收液现场处理工序(除油、除砂、破乳、杀菌等)和回收液的性能评价与配方优化3个方面。
现场试验采用的现场配液的方式。现场配液设备进行同罐循环,采用下口吸液、上口返回的方式。在循环的过程中,促溶剂由混配设备吸入并进行混合循环吸入不同添加剂。
返排液回收至返排液缓冲储存罐中,启动处理装置的提升泵,由提升泵将返排液打入返排液处理流程进行处理;经过管道混合器与破乳剂、消泡剂进行混合,进入旋流分离器,进行砂液分离;分离后的液体进入斜管仓进入泥、液、油三相分离。过滤后的液体经管道混合器加杀菌剂后,收集到罐车中,运至下一井场储液罐中储存。处理后的压裂液经过检测黏度、pH等,确定各项添加剂的量,进行二次配液。
3 可回收压裂液现场应用
选择南翼山3口井进行可回收压裂液处理工艺技术:第一口井采用一次配制压裂液、返排回收液用于第二口井,不足部分采用一次配制压裂液补齐。3口井试验压裂液返排液可回收利用率86.2%(表4)

表4 可回收压裂液3口井施工效果
返排液经返排液回收处理装置处理流程,与破乳剂、降黏剂、消泡剂等化学药剂混合,再经旋流除砂、斜管沉降、除油、过滤等工序的化学-物理过程处理,可实现油砂分离。处理后的返排液在反向交联调节剂的作用下即可以实现二次交联;返排液经施工、破胶、返排及处理后,主要成分的结构未受破坏,满足回收利用的要求。
4 结论
该可回收压裂液体系的开发和研制,在低分子增稠剂的开发、低分子的交联技术、冻胶网络结构破坏与恢复技术、返排液的回收再利用技术等方面,均取得重要进展。同时,该项技术减少了压裂废液的排放量和处理量,节约人力和水资源,具有较好的经济效益,对于保护环境、维护西部生态环境也具有重要意义。
[1]张菅.压裂液重复利用技术研究[D].西安:西安石油大学,2012.
[2]李谦定等.羟丙基胍胶压裂液重复利用技术研究[J].西安:西安石油大学学报,2011(5):60-63.
[3]梁文利,赵林,辛素云.压裂液技术研究新进展[J].断块油气田,2009,16(1):95-117.
[4]郭建春,王世彬,伍林.超高温改性瓜尔胶压裂液性能研究与应用[J].油田化学,2011,28(2):201-205.
[5]刘洪升,王俊英,郎学军等.高温低伤害压裂液性能优化与应用[J].钻井液与完井液,2001,18(6):23-26.
[6]万仁溥,罗英俊.采油技术手册[M].北京:石油工业出版社,1998:312-314.