基于PLC的组合工件自动分拣系统研究与设计
2015-02-18张顺星张玉洁
张顺星,张玉洁
(陕西工业职业技术学院,陕西 咸阳 712000)
基于PLC的组合工件自动分拣系统研究与设计
张顺星,张玉洁
(陕西工业职业技术学院,陕西 咸阳 712000)
摘要:传统的物料分拣设备采用在料槽上方分别安装传感器,并当相应的传感器动作时通过PLC驱动气缸进行推料的控制模式,这种模式只能分拣单一颜色或材质的工件,存在较大的局限性。针对上述问题,提出了使用西门子CPU224XP型PLC作为控制器,结合传感器、气动技术、旋转编码器和变频器构成组合工件自动分拣系统的设计方案,系统可以对较为复杂的组合工件进行分拣。经实践运行测试,该系统工作效率高、运行可靠,有较强的实用性和较大的应用推广价值。
关键词:PLC;变频器;旋转编码器;气动技术;自动分拣
物料分拣设备通常采用可编程控制器(PLC)进行控制,能连续、大批量地分拣货物,分拣误差率低且劳动强度大大降低,可显著提高劳动生产率[1]。传统的物料分拣设备采用在料槽上方安装传感器,当相应的物料运行到传感器下方时,传感器动作,从而通过PLC驱动气缸进行推料的控制模式,该模式只能分拣单一颜色或材质的工件,存在较大的局限性[2]。本文提出使用西门子S7-200 PLC作为控制器,结合传感器、气动技术、旋转编码器和变频器的组合工件自动分拣系统的设计方案,可以对较为复杂的组合工件进行分拣,如分拣白色芯料的金属工件和白色芯料的塑料工件等, 重点论述自动分拣系统的组成、气动控制回路和PLC控制系统等。
1系统构成及控制工艺要求
1.1系统构成
组合工件自动分拣系统的主要功能是对已加工和装配完成的工件进行分拣,将相同颜色及材质的工件存放在对应的料槽中。其主要结构包括电动机驱动与传送机构、工件检测机构、气动分拣机构和PLC控制模块等[3]。组合工件自动分拣系统的结构组成如图1所示。
1) 电动机驱动与传送机构主要由变频器、三相异步电动机、传送带、传动辊及旋转编码器等组成,其作用是将待分拣的工件通过传送带输送到指定位置,并进行位置检测。

参考文献
[1] 李业明.大功率机车弹性联轴器及圆弧端齿联结技术研究[D].成都:西南交通大学,2009.
[2] 彭巍,于兴芝,苏静.联轴器两轴同轴度修正[J].装备制造技术,2007(12):112,128.

责任编辑马彤

图1 组合工件自动分拣系统结构示意图
2) 工件检测机构主要由光电传感器、电感式传感器和光纤传感器组成,其中光电传感器用于检测是否有工件,电感式传感器用于检测工件外部材质,光纤传感器用于检测芯料颜色。3) 气动分拣机构主要由推料气缸1、推料气缸2和推料气缸3等3个气缸,1B、2B和3B等3个磁性开关,以及控制气缸的3个电磁阀和相关气路附件等组成,其作用是利用气缸将分拣出的工件推入相关的料槽。
4) PLC控制模块主要由西门子CPU224XP主机、操作按钮及指示灯等组成,其作用是整个系统的控制核心。
1.2系统的控制工艺要求
自动分拣系统的传送带上分2个区,即检测区和分拣区。当待分拣组合工件放到传送带上时,传送带开始运行,同时旋转编码器开始记录工件运行位置,只有在工件运行到光纤传感器SC1与电感传感器SC3位置时,2个传感器信号才有效,进行芯料颜色与外部工件材质检测。工件芯料为白色,外部为金属材质时,工件运行到料槽1位置时传送带停止运行,推料气缸1动作,将组合工件推入料槽1;同理,芯料为白色,外部为塑料材质时,组合工件将被推入料槽2;芯料为黑色时,组合工件将被推入料槽3。旋转编码器将工件的位置信息转换为高速脉冲信号送入PLC数字量输入端口,要使用高速计数器(HSC)功能进行位置检测。
为了提高系统的分拣效率,可使用西门子MM440变频器驱动传送带电动机,在检测区工件以10 Hz低速运行,完成识别后,再以40 Hz高速在分拣区运行并进行分拣。
2系统硬件设计
2.1气动控制回路设计
自动分拣系统的分拣机构由3个直线气缸作为推料动作的执行元件,分别被3个单作用二位五通电磁换向阀控制,当电磁阀得电时,气缸伸出。气缸伸出或缩回的速度,由单向节流阀控制,为排气节流形式。磁性开关用于检测气缸活塞位置,当检测到气缸到位后给PLC发出1个到位信号[4-5]。组合工件自动分拣系统气动控制回路如图2所示。

图2 组合工件自动分拣系统气动控制回路原理图
2.2PLC控制系统硬件设计
系统选用CPU224XP型PLC作为控制器,该主机单元有14点数字输入及10点数字输出,同时还包括2路模拟量输入和1路模拟量输出。模拟量输出接线时使用端子V和M分别接在MM440变频器的模拟量输入AIN1+和AIN1-端,输出0~10 V电压信号,对应变频器输出频率0~50 Hz,实现变频器高低速运行。组合工件自动分拣系统I/O分配见表1。
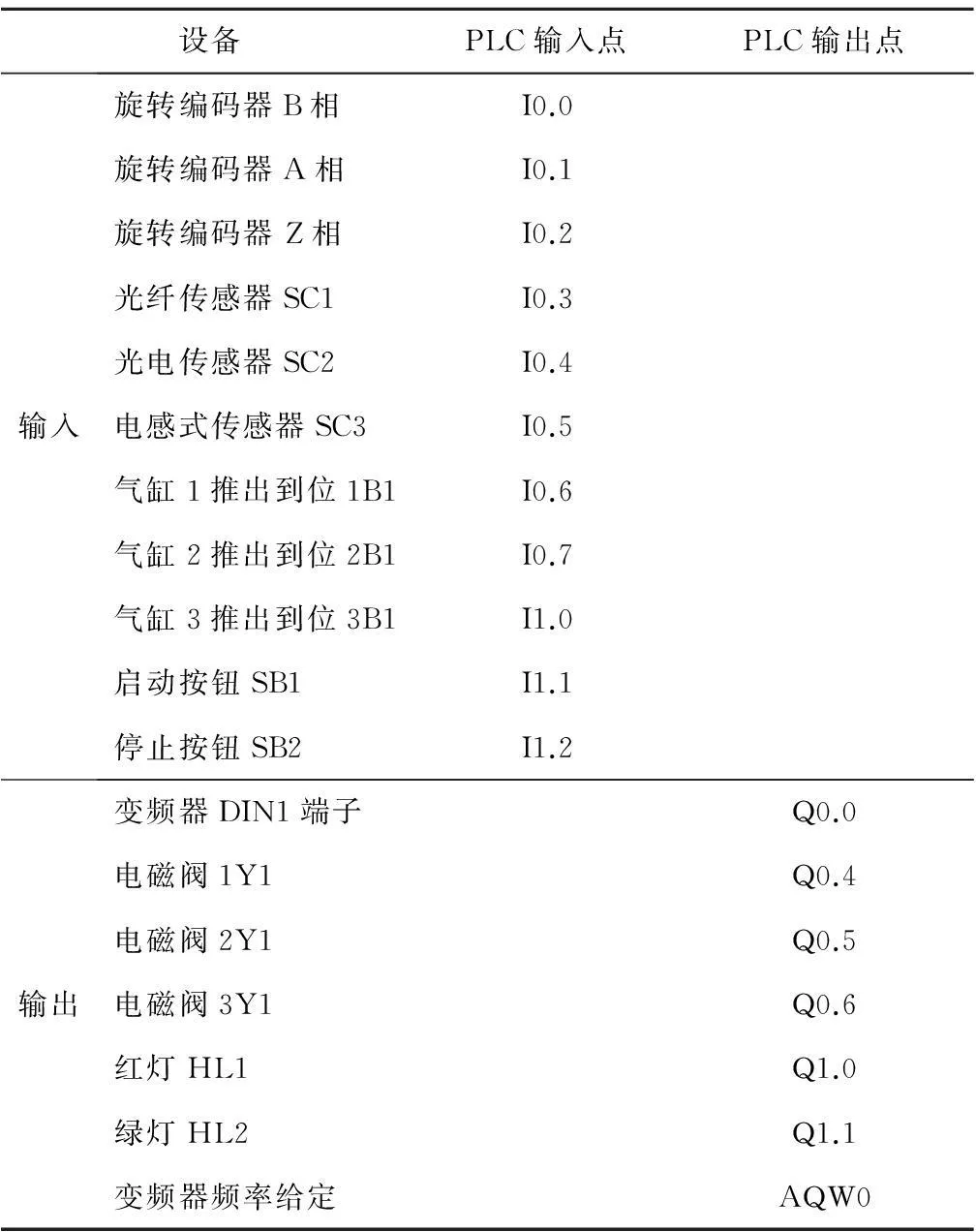
表1 组合工件自动分拣系统PLC的I/O分配表
在使用变频器时,命令源选择为由端子排输入,频率给定方式设定为模拟量输入,斜坡下降时间设置为0.1 s,所以主要参数设置为:P0700=2,P1000=2,P1121=0.1。
3系统软件设计
3.1流程图设计
根据组合工件自动分拣系统的控制工艺要求,设计主程序,其流程图如图3所示。

图3 组合工件自动分拣系统流程图
3.2PLC高速计数器检测工件位置
系统采用E6B2-CWZ6C型欧姆龙旋转编码器,分辨率为1 000 p/r,供电电压规格为直流24 V,与电动机同轴相连,产生A/B相正交的两路高速脉冲信号,接入西门子CPU224XP的高速计数器输入端[6]。CPU224XP型PLC有HSC0~HSC5共6路高速计数器输入端口,支持12种工作模式,最高可支持200 kHz的高速脉冲信号输入。使用“指令向导”方式,可大大简化高速计速器编程过程。在“工具”菜单中选择“指令向导”,配置为:指令HSC;配置HSC0;模式9,生成如图4所示子程序。

图4 高速计数器子程序
使用双整数型比较指令,比较高速计数器HSC0的当前值,即可确定传送带上工件位置。
4结语
本系统应用了PLC技术、气动技术和变频器技术,实现了可进行组合工件高效自动分拣的控制系统,解决了较为复杂的成型产品的自动化分拣问题。经实践运行测试,该系统工作效率高、运行可靠,有着很强的实用性,在机械加工、电子装配及物品流通等自动化生产线中具有较大的应用价值。
[1] 付伟.PLC在材料自动分拣系统中的应用[J].制造业自动化,2012,34(3):136-138.
[2] 李建国.基于PLC的气动分拣装置控制系统设计[J].液压与气动,2011(6):83-85.
[3] 吕景泉.自动化生产线安装与调试[M].2版.北京:中国铁道出版社,2012.
[4] 李庭贵.气动机械手搬运物料精确定位控制系统设计[J].液压与气动,2012(1):54-56.
[5] 王文红,秦艳,郭琳.四自由度机械手PLC控制[J].新技术新工艺,2013(5):95-98.
[6] 张顺星,梁小宜.基于旋转编码器及MCGS的电机测速系统设计与实现[J].自动化与仪器仪表,2014(11):161-163.
责任编辑彭光宇
The Research and Design of Automatic Sorting System for Combination Workpiece based on PLC
ZHANG Shunxing,ZHANG Yujie
(Shaanxi Polytechnic Institute,Xianyang 712000,China)
Abstract:Traditional material sorting equipment takes the mode of using sensor installing above the trough to drive the cylinder with PLC, which could only sort a single color or the material of existed large limitations. To solve the above problem, provide the design of a combination of workpiece automatic sorting system,which can sort more complex ones by using Siemens CPU224XP type PLC as the controller and sensor. The system also includes pneumatic technology, rotary encoder and frequency converter. It has been proved by practice that the system has high efficiency, reliable operation, strong practicability and great application value.
Key words:PLC,inverter, rotary encoder,pneumatic technology,automatic sorting system
收稿日期:2015-02-10 2015-01-16
作者简介:郑练(1981-),女,工程师,硕士,主要从事机械设计制造及自动化等方面的研究。 张顺星(1980-),男,讲师,硕士,主要从事电气自动化控制及生产线等方面的研究。
中图分类号:TP 23
文献标志码:A