关于联轴器安装找正的工艺研究
2015-02-18彭光宇张志文
郑 练,李 超,彭光宇,高 原,张志文
(1.中国兵器工业新技术推广研究所,北京 100089;2.哈尔滨第一机械集团有限公司,黑龙江 哈尔滨 150056)
关于联轴器安装找正的工艺研究
郑练1,李超1,彭光宇1,高原1,张志文2
(1.中国兵器工业新技术推广研究所,北京 100089;2.哈尔滨第一机械集团有限公司,黑龙江 哈尔滨 150056)
摘要:为了保证联轴器的正常运转,以达到预定的工作性能和使用寿命,减少噪声,并满足设备高速、高精度的要求,在安装联轴器时,应对其进行找正。以鼓形齿联轴器为例,提出了一些便于联轴器安装找正、拆卸的改进细节,即在联轴器出厂前设置拆卸台面,刻划对齐标识,以及联轴器加工面不喷涂油漆。针对联轴器的安装找正问题,分别从联轴器的径向精度和轴向精度找正进行了阐述。通过调整电动机的底座,使4个相位点的百分表读数值接近,以满足设计安装要求的允许偏差值,从而实现联轴器的安装找正。
关键词:联轴器;径向精度;轴向精度
联轴器是联接两轴(主动轴和从动轴)使之共同旋转以传递转矩的机械零件,在传递运动和动力过程中共同旋转而不脱开。此外,联轴器还具有补偿两轴相对位移、缓冲和减振以及安全防护等功能[1]。
1联轴器安装找正的必要性
在实际应用中,往往对原动机部分(例如电动机等)的选型,中间的联轴器的选型,以及后部的执行部分(例如减速箱等)的强度和精度都较为重视,但是对于联轴器的安装调整却往往忽视,这就使得联轴器的工作性能及寿命受到影响;因此,对于联轴器的安装找正也应高度重视。
为了保证联轴器的正常运转,以达到预定的工作性能和使用寿命,减少噪声,并满足设备高速、高精度的要求,在安装联轴器时,应对其进行找正。找正的目的是使由联轴器相联接的主动轴和从动轴的中心线在同一直线上,即使联轴器的主动端和从动端中心线在同一直线上。找正的精度关系到设备能否正常运转,这对高速运转的设备尤其重要。
两轴绝对准确的对中,即两轴的中心线完全在同一直线上是难以达到的,所以要求连续运转的设备始终保持绝对准确的对中就更加困难。各零部件的不均匀受热膨胀、轴的挠曲形变、轴承的不均匀磨损、设备产生的位移及基础的不均匀下沉等,都是造成不易保持两轴绝对对中的因素,因此,在设备安装时规定两轴中心有一个允许偏差值。从装配角度讲,只要能保证联轴器安全可靠地传递转矩,两轴中心允许的偏差值越大,安装越容易;但是从安装质量角度讲,两轴中心线偏差越小,对中越精确,设备的运转情况越好,使用寿命也越长[2]。所以,应该尽最大努力提高找正精度,使安装找正精度值优于允许偏差值。
2联轴器出厂前的改进细节
本文以鼓形齿联轴器为例,提出一些便于联轴器安装找正、拆卸的改进细节。这些细节是在标准型联轴器的基础上提出的,联轴器安装找正改进细节示意图如图1所示。
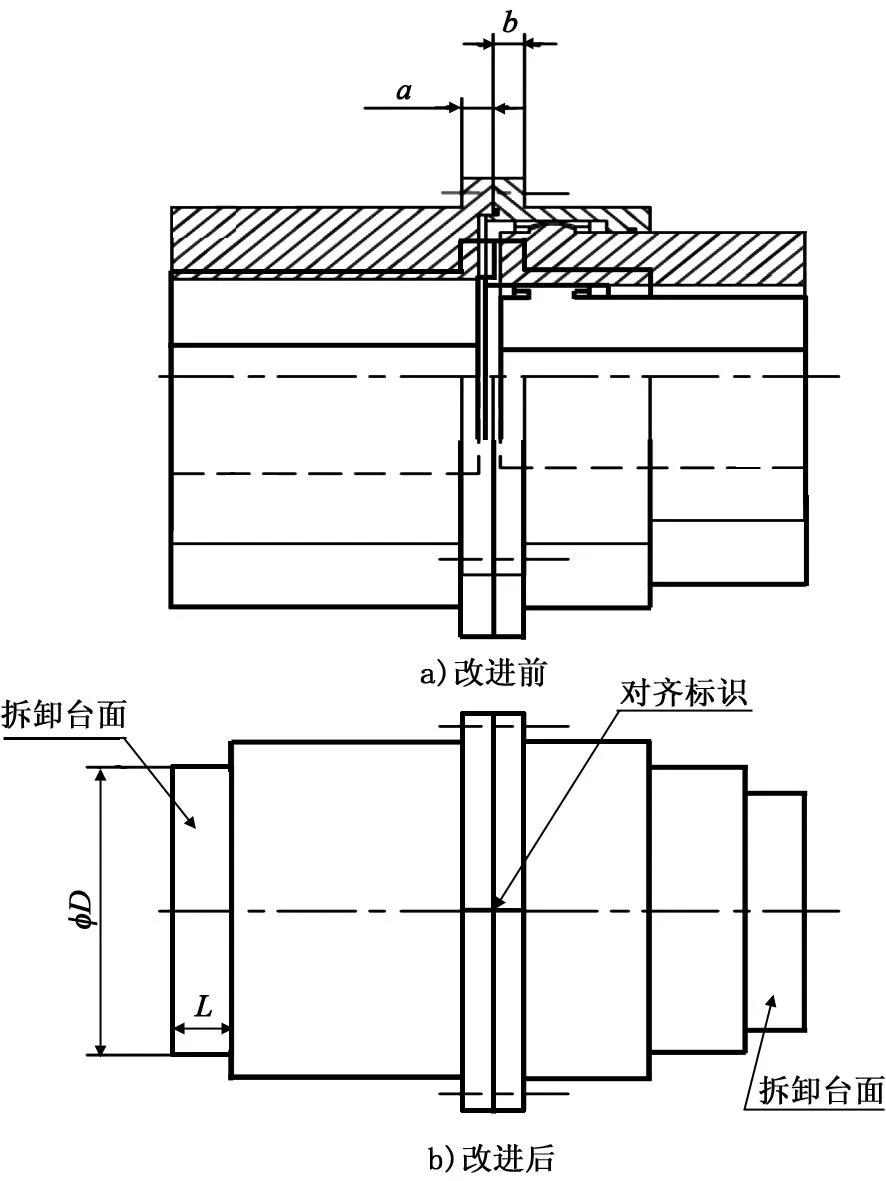
图1 联轴器安装找正改进细节示意图
2.1设置拆卸台面
当更换电动机、减速箱和其他轴类中的轴承、齿轮,或更换其他零件时,经常会遇到需要拆卸联轴器的情况,而联轴器与轴肩定位后,拉拔联轴器的拆卸空间会很狭小,此时有的维修人员会通过拉拔尺寸a和尺寸b处的2个法兰面,分别拆卸主动端和从动端的联轴器,这种方法易使a、b处的法兰面产生变形。由于a、b处的法兰面均为找正的基准面,上述方法会给重新安装找正联轴器造成困难,致使铰制孔螺栓不易或无法联接,甚至有可能会破坏联轴器。如在联轴器的两端分别加工出台面,便于拆卸联轴器,且在拆卸过程中不会使联轴器变形,或破坏联轴器。
2.2刻划对齐标识
制作厂家在加工组装联轴器的过程中,将联轴器的主动端和从动端联接把合后,在法兰圆柱面的轴线方向刻划对齐标识(见图1b),这样在联轴器拆开后,再次安装时,便于穿入把合联接的铰制孔螺栓。
2.3不喷涂油漆
联轴器在出厂前及使用过程中,不喷涂油漆,仅涂防锈油防锈,保持原始加工表面状态,目的是防止漆膜影响找正精度。
3联轴器安装找正的方法
3.1径向精度找正
径向精度找正方法(见图2)。将百分表磁力座吸附在从动端联轴器上,百分表触头与主动端联轴器的端部直径面相接触,接触力按照百分表规定,旋转从动端轴,主动端静止,也就是说从动端轴带动着半个联轴器,连同百分表磁力座、百分表整周旋转(旋转360°)。检查记录在整个旋转过程中百分表的读数,若以最高端标记为0°,分别记录相位为0°、90°、180°和270°的读数。通过调整电动机的底座,使4个相位点的读数值接近,以满足设计安装要求的允许偏差值,从而实现联轴器径向的安装找正。若4个相位点的读数值完全一致,则说明联轴器的径向对中精度好。
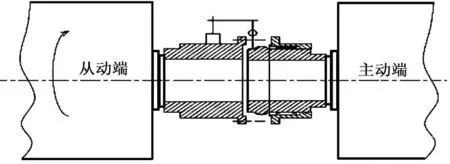
图2 正确的径向精度找正方法
3.2轴向精度找正
轴向精度找正方法如图3所示。联轴器的主动端、从动端,连同百分表磁力座、百分表,同时旋转360°。检查记录在整个旋转过程中百分表的读数,若以最高端标记为0°,分别记录相位为0°、90°、180°和270°的读数。如果4个相位点的读数完全一致,则说明联轴器轴向对中精度好; 如果4个相位点的读数不一致,则需通过调整电动机的底座,使4个相位点的读数接近,此时4个相位点的读数的最大差值,即可满足设计安装要求的允许偏差值,即联轴器的轴向精度满足要求。
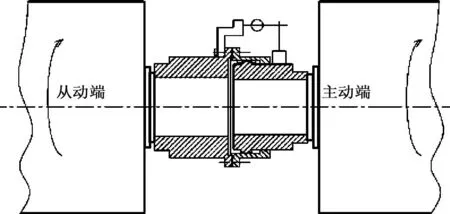
图3 轴向精度找正方法
4结语
综上所述,为满足联轴器的安装找正精度要求,本文从联轴器出厂前的改进细节,以及现场安装时的径向精度和轴向精度等方面进行了阐述。只有联轴器的径向精度和轴向精度同时达标,才能说明联轴器的安装找正精度达标。
Research on Process of Installment and Alignment of Coupling
ZHENG Lian1, LI Chao1, PENG Guangyu1, GAO Yuan1, ZHANG Zhiwen2
(1.Advanced Technology Generalization Institute of CNGC, Beijing 100089, China;
2.Harbin First Machinery Group Co., Ltd., Harbin 150056, China)
Abstract:For ensuring smooth operation of coupling to get scheduled working property and use life, reduce noise and meet the requirements of high speed and high precision of equipments, coupling should be aligned when installing it. Take crown gear coupling as an example, present some improvement details for facilitating installing alignment and disassembly, setting disassembly panel before leaving factory, scoring aligning ID, and no painting of processing face of coupling. For the problem of installing alignment, describe it from points of radial and axial alignment precision of coupling. Through adjusting pedestal of electromotor, make data of dial indicator be close to, and satisfy the deviation value of design and installation so as to realize installing align of coupling.
Key words:coupling, radial precision, axial precision
中图分类号:TH 133.4
文献标志码:A