冷轧重卷机组卷形不齐质量问题分析*
2015-01-02肖志余李丽容刘兵刘小宁
肖志余,李丽容,刘兵,刘小宁
(1武汉软件工程职业学院,湖北武汉 430205;2中南财经政法大学武汉学院,湖北武汉 430079)
试验研究
冷轧重卷机组卷形不齐质量问题分析*
肖志余1,李丽容2,刘兵1,刘小宁1
(1武汉软件工程职业学院,湖北武汉 430205;2中南财经政法大学武汉学院,湖北武汉 430079)
统计表明,冷轧重卷机组带钢卷形不齐问题合金板和家电板比例最高,其次为普板和富士康板,镀锌板最低;剪边后卷形不齐比例升高;发生带钢卷形不齐的宽度、厚度敏感区分别是1 201~1 250 mm和0.7~0.8 mm。分析认为,导致带钢卷形不齐的主要因素是生产机组纠偏效果不良,圆盘剪切边带钢产生蛇形浪以及机组辊系稳定性差。采取改造机组纠偏装置,在圆盘剪前加装纠偏辊,改造机组辊系稳定性等措施后,卷形不齐问题在一定程度上得到了改善。
冷轧带钢;重卷机组;卷形不齐
1 前言
重卷机组作为冷轧带钢在包装入库前的最后一道生产工序,主要功能是改善带钢板型、带钢的力学性能并对带钢表面进行涂油;同时,根据用户需求调整成品卷单重;对带钢宽度、厚度、表面擦痕、板形进行检查并除去不合格部分;修整来料卷塔形、松卷、边部弯曲等问题[1]。若冷轧带钢重卷后卷形不齐,将会影响钢卷的包装、运输、销售等,并造成带钢后续加工成形困难。本研究对冷轧带钢重卷机组卷形不齐的质量问题进行分析,基于重卷机组生产工艺流程查找其产生原因,针对可能出现卷形不齐的生产环节,提出相应的改进方案。
2 卷形不齐质量问题分析
冷轧重卷机组卷形不齐主要表现为内塔形、层间塔形、外塔形、松卷、塌卷等5种类型。根据其发生位置,内塔形表现为钢卷内圈发生向外溢出;层间塔形表现为整个钢卷侧面不平齐;外塔形表现为钢卷外圈发生向外溢出;松卷表现为钢卷内圈3圈以上松塌;塌卷表现为整个钢卷塌扁[2]。
对某冷轧厂重卷机组生产线进行了调查,跟踪记录了2013年6月809卷钢分卷重卷后的卷形情况,分卷重卷之后的钢卷共1 329卷,其中468卷发生卷形不齐,占总钢卷数的35.21%。根据记录数据对卷形不齐与钢种、厚度、宽度、剪边等的关系进行了统计分析。
2.1 与带钢钢种及剪边的关系
重卷后卷取不齐与带钢钢种及是否剪边的关系如表1所示。由表1可知,合金板和家电板重卷后不齐比例最高,占其钢种总卷数的100%;其次为普板和富士康板,分别占其钢种总卷数的63.28%和59.85%;镀锌板重卷后不齐比例最低,为11.05%。冷轧重卷机组卷形不齐问题在各钢种中均有产生。
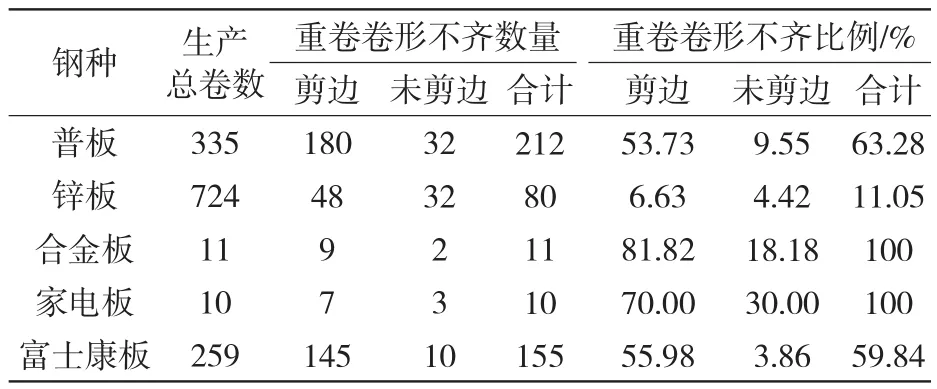
表1 某冷轧厂重卷机组2013年6月卷形不齐统计
由表1还可以看出,普板、锌板、合金板、家电板、富士康板,剪边后重卷不齐比例均高于未剪边的情况。这与重卷过程中剪边造成带钢板型不良有一定联系。
2.2 与带钢厚度的关系
重卷后卷形不齐沿带钢厚度分布情况如表2所示:带钢厚度在0.7~0.8 mm区间的钢卷重卷之后卷形不齐比例最高,占到统计不齐钢卷总数(468卷)的48.93%;其次是厚度在0.5~0.6 mm区间的钢卷,占15.38%;其余厚度区间,带钢越厚,所占比例越低。统计结果表明,0.7~0.8 mm的厚度区间,是发生带钢卷形不齐的厚度敏感区。
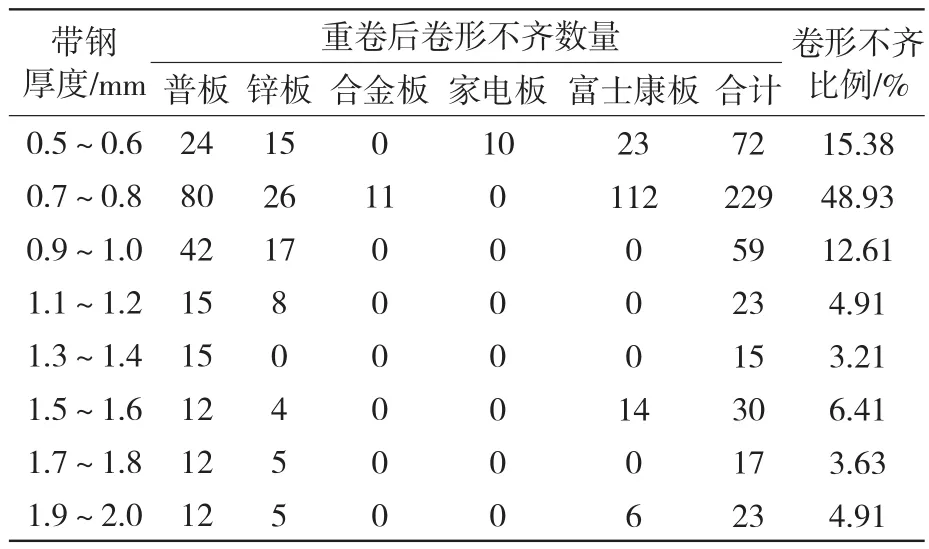
表2 重卷后卷形不齐沿带钢厚度分布统计
2.3 与带钢宽度的关系
重卷后卷形不齐沿带钢宽度分布情况如表3所示:带钢宽度在1 201~1 250 mm区间的钢卷重卷后卷形不齐比例最高,占到统计卷取不齐钢卷总数(468卷)的26.07%;其次是宽度在1 251~1 300 mm区间内的钢卷,占17.95%;其余宽度区间,带钢越窄,重卷后卷形不齐所占比例越低。统计结果表明,1 201~1 250 mm的宽度区间,是发生带钢卷形不齐的宽度敏感区。

表3 重卷后卷形不齐沿带钢宽度分布统计
通过以上统计分析得出,冷轧重卷机组卷形不齐在生产线上的各钢种中均有产生;剪边后重卷不齐比例明显高于未剪边的情况;带钢出现卷形不齐的敏感规格为厚度0.7~0.8 mm,宽度1 201~1 250 mm。
3 卷形不齐影响因素分析
某冷轧厂重卷机组生产工艺流程为:上料→开卷→矫平带头/切尾→切头/切尾→圆盘剪剪边→去毛刺→表面检查→涂油→分卷→卷取→卸卷→包装→称重,进入库存。
3.1 冷轧重卷机组纠偏效果不良
该冷轧重卷机组生产线上设有刚性机械纠偏装置和自动纠偏装置。其中刚性纠偏装置主要在钢卷穿带过程中起纠偏作用,分别是设置在圆盘剪前、表面检查室后及卷取机前的侧导辊。穿带时,由于带头还未建立张力,仍处于自由状态,且带头经过入口剪剪切,板型不良,所以容易跑偏。当带钢偏离机组中心线时,刚性机械纠偏装置起作用,调整带头使其对准机组中心线,但纠偏精度不高[3]。
自动纠偏装置是设置在开卷机出口的CPC和设置在卷取机入口的EPC,在张力建立结束后,生产线高速运行过程中起纠偏作用[4]。而本机组设备布置,开卷机到圆盘剪中心距离为7.5 m,超出了CPC有效纠偏距离7 m的范围,造成开卷机CPC系统纠偏达不到设计效果。
该重卷机组刚性和自动纠偏装置纠偏效果不良,导致带钢在生产线上跑偏,是造成重卷后卷形不齐的主要影响因素。
3.2 圆盘剪切边带钢产生蛇形浪
由于该冷轧重卷机组纠偏效果不良,带钢在生产线上容易跑偏,当张力建立结束,生产线高速运行时,开卷机入口CPC和出口EPC将进行带钢的对中调节。CPC和EPC的纠偏是靠横向移动开卷机或卷取机实现的,当机组运行时,带钢在CPC和EPC的共同纠偏作用下会不断发生往复横向移动,原料板型不好时横向移动的幅度更大,从而导致圆盘剪切边后带钢呈蛇形,在卷取后表现为卷形不齐[5]。
3.3 冷轧重卷机组辊系稳定性差
带钢重卷过程中,由于机组设备加工精度、装配精度等原因造成机组辊系发生振动,特别是入口转向辊有跳动现象,转向辊支架有轻微左右摆动现象。振动剧烈时转向辊发生轻微窜辊,导致带钢在圆盘剪前及生产线上出现左右摆动,入卷取机重卷后发生卷形不齐。
4 改进措施
根据产生卷形不齐的影响因素,针对机组上相应生产环节,提出以下整改方案。经生产线测试,已经取得一定效果,从一定程度上改善了重卷机组卷形不齐问题。
1)改造纠偏装置。对冷轧重卷机组进行改造,将CPC光幕向圆盘剪处移动,加强CPC纠偏效果,防止带钢跑偏,改善卷形不齐。
2)防止圆盘剪切边导致带钢蛇形浪。在带钢进入圆盘剪前加装纠偏辊,以确保带钢平稳进入圆盘剪,不发生偏斜;同时对圆盘剪开口度进行定期测量和校正,防止切边后钢带蛇形,改善带钢卷形不齐。
3)改进机组辊系稳定性。针对冷轧重卷机组辊系稳定性差的问题,将生产线辊道加装框架,并增大涡轮蜗杆的直径,保证带钢在辊道上平稳运行;并将转向辊轴承座及支架进行焊接固定,保证机组辊系稳定性,防止带钢在圆盘剪前及生产线上的摆动,预防卷形不齐的产生。
5 结论
5.1 冷轧重卷机组卷形不齐在生产线上的各钢种均有产生;剪边后重卷不齐明显高于未剪边的情况;带钢出现重卷后卷形不齐的敏感规格为厚度0.7~0.8 mm,宽度1 201~1 250 mm。
5.2 机组纠偏效果不良、圆盘剪切边带钢产生蛇形浪以及机组辊系稳定性差是影响带钢重卷后卷形不齐的主要因素。
5.3 针对带钢重卷后卷形不齐的主要影响因素对生产线设备进行改造,经测试,已取得一定效果并符合生产实际,从一定程度上改善卷形不齐问题。
[1]曹平.冷轧带钢平整线控制系统设计与应用[D].沈阳:东北大学,2007:1-6.
[2]王鸿春,陈龙夫.热轧带钢卷取卷形的控制[J].冶金自动化,2007(增刊):337-340.
[3]张戟.重卷机组对中装置纠偏特点分析及改进措施[J].本钢技术,2003(3):27-29.
[4]刘红娜.重卷机组对中装置纠偏效果分析[C]//中国金属学会.2003中国钢铁年会论文集,北京:2003:423.
[5]彭冲.重卷机组生产技术的优化[J].轧钢,2013(5):31-34.
Study on the Shape Defects of Steel Coils on Cold Rolling Recoiling Line
XIAO Zhiyu1,LI Lirong2,LIU Bing1,LIU Xiaoning1
(1 Wuhan Vocational College of Software and Engineering,Wuhan 430205,China; 2 Zhongnan University of Economics and Law Wuhan College,Wuhan 430079,China)
The statistics show that,the shape defects of steel coils on cold rolling recoiling line,alloy plate and sheet for home electrical appliances accounted for the highest proportion,followed by the general board and Foxconn plate,the proportion of galvanized plate is the lowest.The proportion of shape defects is higher after the cut edge.The sensitive area of the shape defects: width is 1 201-1 250 mm and thickness is 0.7-0.8 mm.Analysis suggests that,the main reason of the shape defects is poor production unit rectifying effect;disk shearing edge strip serpentine waves;poor stability of roll system.Through the study of the transformation of production line equipment the shape defects of steel coils can be reduced.
cold rolling;recoiling line;shape defects of steel coil
TG333.7+2
A
1004-4620(2015)03-0032-02
*武汉市教育局教学研究项目(2013157)。
2015-02-27
肖志余,女,1982年生,2011年毕业于武汉科技大学材料学专业,硕士。现为武汉软件工程职业技术学院讲师,从事轧制过程计算机控制及模具设计方向研究及教学工作。