预开卷设备在螺旋缝焊管生产中的应用
2014-12-28王宪栋吴培龙
杨 永,王宪栋,吴培龙
(山东胜利钢管有限公司,山东 淄博 255082)
螺旋缝焊管生产线上,钢卷的开卷和带钢“舌头”的准备工作会占据对头的大部分时间,目前国内生产机组大都采用剪板机切掉板头和板尾,然后进行对头焊接以保证螺旋缝焊管的连续生产[1-3]。但在生产过程中,往往会出现对接焊缝偏差及“月牙弯”等难以消除的问题。为了适应螺旋缝焊管行业的快速发展,山东胜利钢管有限公司从德国全套引入预开卷设备,专门用来开卷并进行钢卷的准备工作,以期缩短对头时间和提高对头焊质量。
1 预开卷设备工作原理
预开卷设备的结构如图1所示,主要由钢卷转动器、钢卷夹持装置、铲刀、带钢角度测量装置和等离子切割装置等部分组成。
钢卷转动器靠液压系统带动两个液压电动机做正向和反向旋转,从而达到钢卷正、反向转动的目的。
钢卷夹持装置安装在钢卷转动器上方,由两个液压油缸带动,上下有两个限位,可以压下与抬起,压下时可以保证钢卷转动平稳,吊运钢卷时抬起,确保钢卷顺利吊走。
铲刀、带钢角度测量装置、夹紧机构以及切割架均固定在可移动夹持架上。可移动夹持架靠油缸作用力可以顺设备方向前后及上下移动;铲刀下部焊接8个辊子,开口部分呈楔形,可以保证钢卷在角度很小的情况下依然能够开卷;带钢角度测量装置由4个固定气缸带动4个测量辊组成,每个测量辊带有编码器,可以测出横向伸出长度,夹紧带钢时,就可以根据实际位置的不同得出测量的偏移量Y,也就是带钢的斜度;夹紧装置在液压油缸的作用下可以夹紧调整好的“舌头”,防止位置变化;等离子切割装置固定在切割架上,2个伺服电机分别控制切割嘴的高低及水平方向的移动,切割架的一端固定,另一端的伸出量靠1个电缸控制。
带钢角度测量原理如图2所示,因为测量辊之间的距离X以及切割器行走距离X1都是固定的数值,所以编码器测量出带钢的偏移量Y,即可得出切割架需要偏离的角度 α[4],tan α=Y/X=Y1/X1,由此确定切割器的行走路线Y1,使得切割后的板头与带钢两侧边成垂直关系。
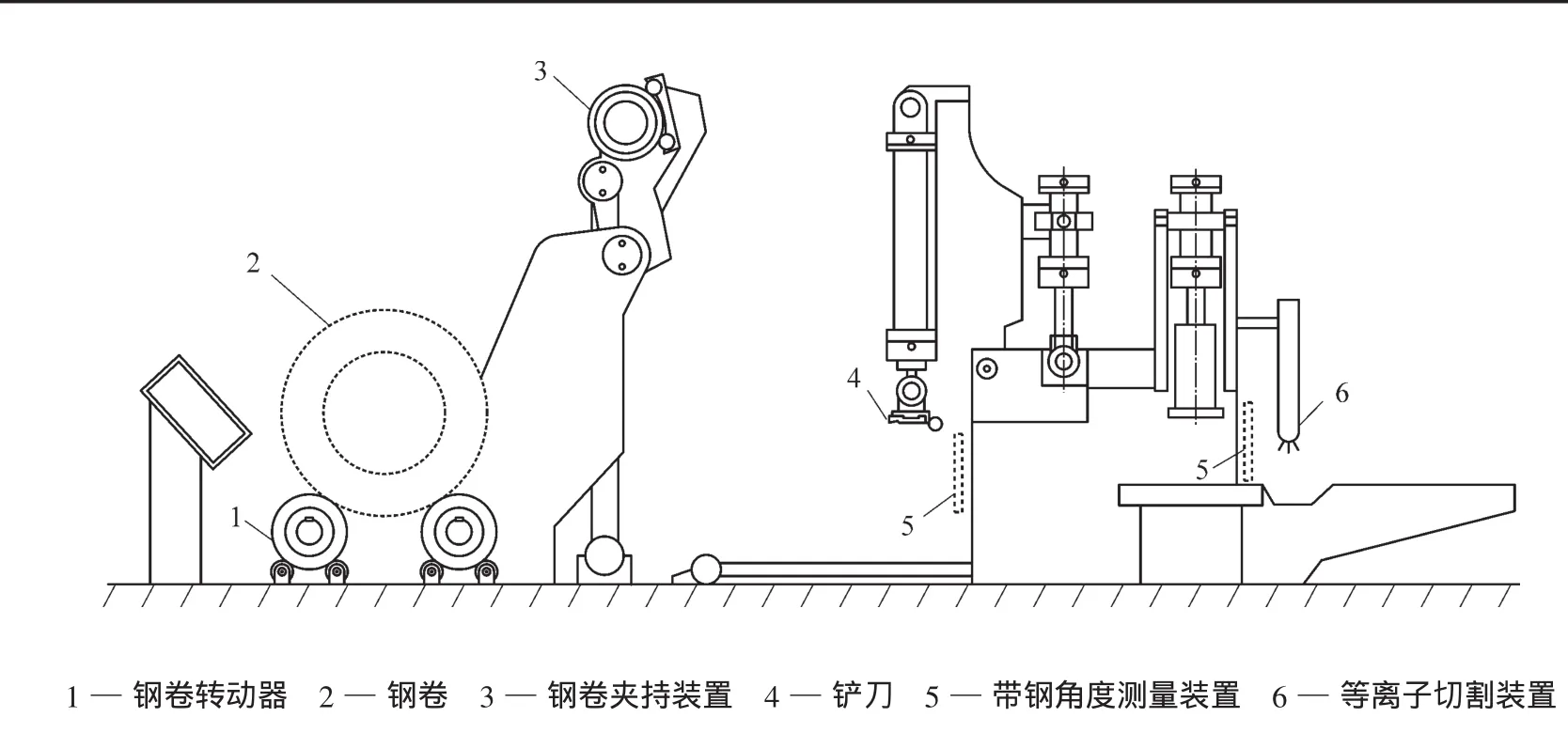
图1 预开卷设备的结构示意
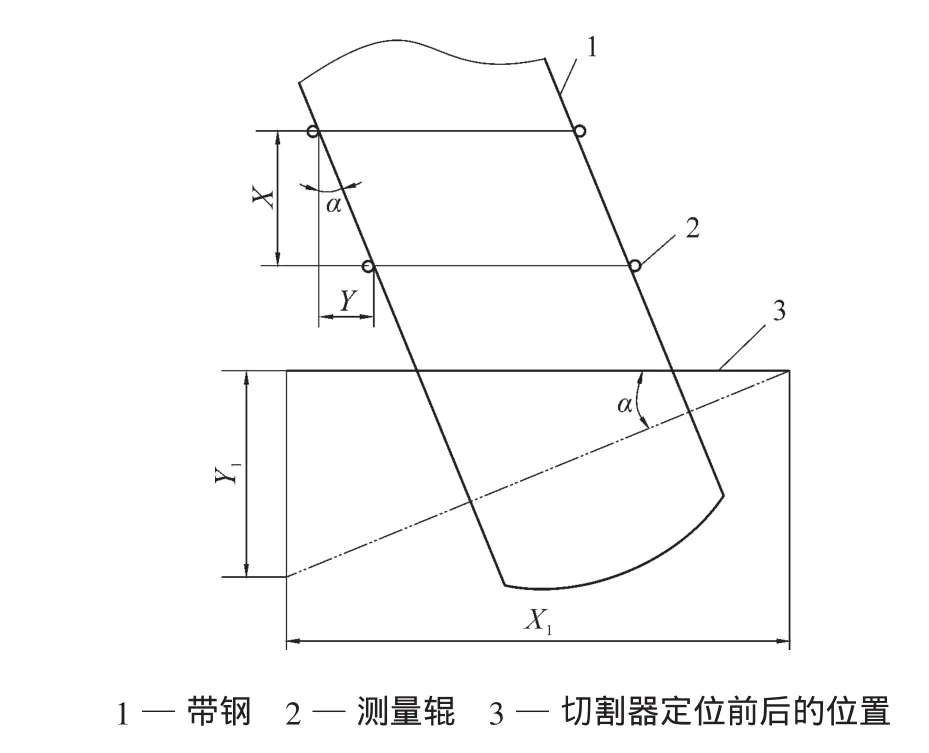
图2 带钢角度测量原理示意
2 工作过程
在生产中,首先将钢卷吊至钢卷转动器上,去掉包装带。钢卷转动器可以带动钢卷前后转动,以此来控制“舌头”伸出的长度。铲刀靠油缸带动,可以上下前后摆动来控制“舌头”的高度,使其顺利进入可移动夹持架。可移动夹持装置可以在前后方向上横移,并且夹紧部分可以将调整好的带钢“舌头”夹紧,防止带钢在切割过程中的位置改变。通过测量装置测出带钢“舌头”水平方向的偏移量,然后调整等离子切割装置的行走路线,使切割后的端面与带钢两边垂直。切割后的钢卷靠钢卷转动器的转动调整合适的“舌头”长度,然后将钢卷吊运至主机区附近的带料区备用。
3 主要问题分析及解决措施
3.1 带钢角度测量
由于钢卷的放置方式、带钢本身自带“月牙弯”及“喇叭口”等因素的影响,有时测量出的带钢“舌头”位置如图3所示,此时测量出的Y1值控制切割架反向移动。
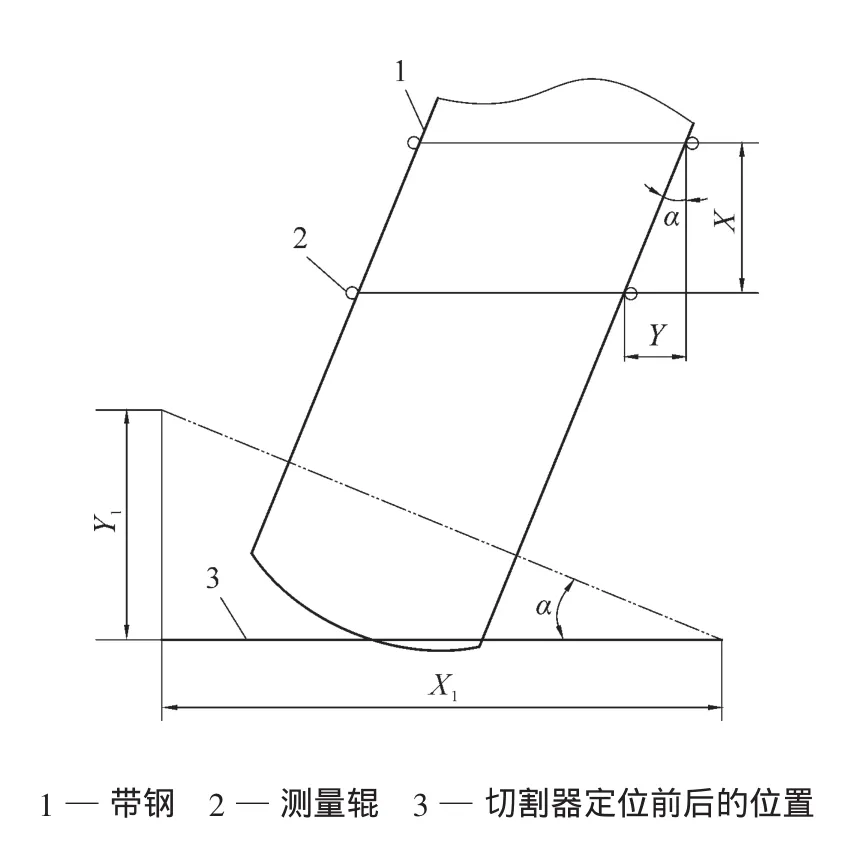
图3 切割架反向移动时带钢角度测量原理示意
为了用一个数值更好地表述这两种不同的带钢状况,在程序中将切割架摆动的两个极限之间的量程数值化,如图4所示,这样计算的切割器最终行程值 M 为:M=100±Y1[5]。
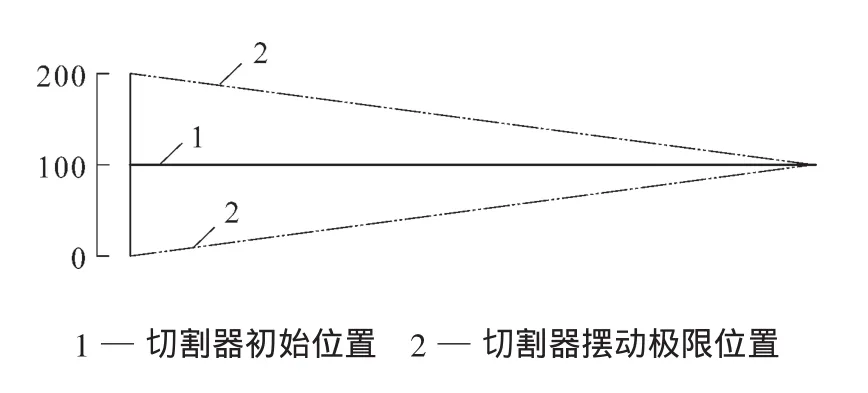
图4 数值化的量程
当带钢恰好与切割器的行程方向垂直时,偏移量Y=0;当出现如图2所示的情况时,切割架向“0”值的方向移动,移动值为负值;而当出现如图3所示的情况时,切割架需要向“200”值的方向移动,移动值为正值[6]。
3.2 散 卷
预开卷后的钢卷在解除外包装后,可能会因为内应力而散开[7],尤其是在带钢较厚、材质较高的情况下,必须采取固定措施,防止散卷甚至伤人事故的发生。为此,专门定做了专用C型吊具。与普通吊具相比,C型吊具增加了2个用链条固定的“钳子”和一套棘爪压下系统[8]。“钳子”用来固定板头伸出的“舌头”,棘爪压下系统用来压住钢卷。用这种特制的吊具将打开的钢卷放在存放钢卷的专用支架上备用。
3.3 等离子切割
在使用等离子切割时存在的主要问题及解决措施是:①保护气体以及切割气体的气压,根据等离子切割使用说明中的比例要求,将3种气体出口气压调节好。②等离子冷却水的使用,在使用过程中要经常观察等离子冷却水的液位。③使用中切割嘴与带钢的高度以及切割速度与电流电压之间的关系,不同的电流电压要求的切割速度和切割嘴与带钢的高度也不同[9-10]。可以根据设备厂家给出的数据,在操作面板上将数据进行修改。
4 预开卷的优点
(1)采用自动测量技术,科学精确地计算出带钢偏移并自动找正,切出垂直于带钢边缘的板头。
(2)采用等离子切割机代替了剪板机,切割精度更高,切割质量更好,切割面更光洁,斜角极小,切口下缘不粘渣。
(3)自动化程度较高,能更好地适应国内螺旋缝焊管发展的需求。
(4)节省了对头时间,提高了生产效率[11-12]。
5 结 论
预开卷技术应用在螺旋缝焊管的钢卷准备阶段,可大大缩短对头时间,同时提高螺旋缝焊管用带钢的对头焊质量,特别适用于大壁厚、大直径、高钢级螺旋缝焊管的大批量生产。
[1]王兰英,刘锡会,孙志刚,等.螺旋焊管生产线新型开卷机的研制[J].焊管,2011,32(8):33-35.
[2] 苏青.开卷机的设计与参数[J].设计与研究,2001(1):12-15.
[3]李鹤林.中国焊管50年[M].西安:陕西科学技术出版社,2002.
[4]成大先.机械设计手册[M].北京:化学工业出版社,2002.
[5]宁汝新.CAD/CAM技术[M].北京:机械工业出版社,2011.
[6]陈举庆,张景胜,李洪仁.开卷机自动对中液压控制系统的设计分析[J].一重技术,2001(3):48-49.
[7]刘鸿文.材料力学[M].北京:高等教育出版社,2011.
[8]陆宁,樊江玲.机械原理[M].北京:清华大学出版社,2012.
[9]王慧慧.浅析数控等离子切割技术的应用[J].机械管理开发,2012(1):109-110.
[10]陈洁,郑鹏.数控等离子切割技术及应用[J].新工艺新技术,2009(2):80-83.
[11]Zhang Guangrui,Yang Yihua,Wen Jianxin.Uncoiler indirect tensile control system research based on the active disturbances rejection controlle[C]//Proceedings 2011 International Conference on Mechatronic Science,Electric Engineering and Computer,2011.
[12]毛周团,尹志远,王少华,等.螺旋埋弧焊管预精焊生产工艺[J].焊管,2010,33(3):52-55.
