綦江分厂天然气净化装置运行总结与问题探讨
2014-09-28李婷婷王小强
邱 斌 颜 萍 李婷婷 王小强
(中国石油西南油气田公司重庆天然气净化总厂綦江分厂)
綦江分厂天然气净化装置运行总结与问题探讨
邱 斌 颜 萍 李婷婷 王小强
(中国石油西南油气田公司重庆天然气净化总厂綦江分厂)
依托重庆天然气净化总厂綦江分厂近6年的实际运行经验,分析了净化装置工艺设计的优缺点,探讨了对部分工艺流程或设备进行改造的必要性,提出并实施了具体的改造方案。改造前后的运行结果验证了改造方案的有效性。
天然气净化 脱硫 脱水 硫磺回收
重庆天然气净化总厂綦江分厂于2006年10月开始建设,2007年8月10日投产,处理东溪气田的天然气,主要输往东石线,供綦江、万盛地区使用。天然气设计处理量为20×104m3/d(101.325 kPa,20 ℃),原料气设计压力2.27 MPa,H2S摩尔分数0.71%,CO2摩尔分数0.05%。截至2013年4月30日,全厂安全运行2 087天,累计处理天然气3.7×108m3,输出合格天然气3.7×108m3,生产硫磺1 383.56 t,产品气合格率100%,外排污水合格率100%。装置实际运行情况见图1(去除停产和检修期间月平均值)[1-5]。由于装置处理量较小,硫磺产量较少,与同类处理量大的装置相比,分厂没有硫磺成型及称量包装系统、污水处理系统、氮气系统,生产出的液体硫磺送去液硫池冷却凝固成型后出厂,生产过程中产生的污水进行外运回注处理,而所需N2则直接外购。
1 存在的问题与技改方案
1.1脱硫单元
该装置总体上运行较平稳,从开产至今其处理量呈下降趋势,如图1所示。目前,由于上游开采进入后期,产量递减较快,气压较低,原料气需经过增压站的2台增压机增压后进入装置,处理量为10×104m3/d,原料气中H2S质量浓度为7 g/m3左右,CO2质量浓度为1.4 g/m3左右,溶液循环量为1.8 m3/h,装置处于低负荷运行状态。净化气中H2S质量浓度为10 mg/m3,CO2摩尔分数为0.04%,H2S脱除率达99.86%。
1.1.1装置设计优点
本装置采用40%(w)的有机溶剂甲基二乙醇胺(MDEA)溶液脱除原料气中绝大部分H2S和部分CO2,出塔湿气经净化气分离器分离夹带的液体后送往脱水装置。为应对原料天然气中H2S和CO2含量波动以及处理量的波动,在吸收塔自下而上的第10层、16层、22层塔盘分别设置贫液入口,满足了装置调整操作的需要[1]。这种设计理念突显了装置设计的优点,尤其适合中小规模以及处理负荷波动的净化装置的需要。
1.1.2存在问题与技改方案
通过近6年的实际运行,对装置中存在的问题进行了总结,提出并实施了改造方案。
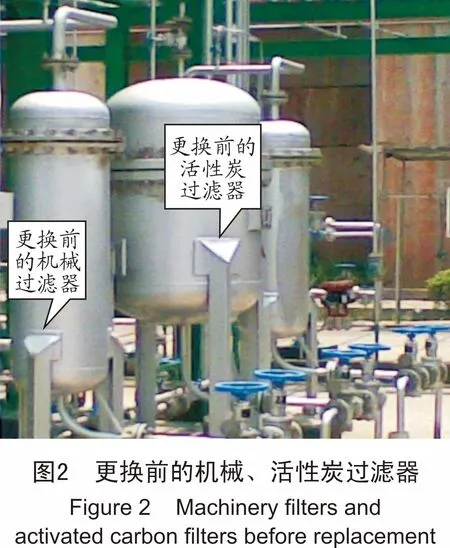
(1) 个别设备选型不合理。原设计的滤筒式机械过滤器、活性炭过滤器均采用容器法兰进行紧固和密封,在平时生产过程中无法对滤网进行清洗、更换,导致过滤器差压较大,过滤效果较差。在2009年、2012年大修时分别将其更换为快开式封头,使得日常维护更为方便,过滤效果明显改善,如图2~图3所示。
(2) 操作安全隐患。对MDEA富液过滤器F-0102A/B进行滤袋更换清洗时,原设计未设置MDEA贫液置换泵,无法利用贫液对过滤器内富液进行置换,增大了操作人员的操作危险性,如图4所示。故于2011年装置大修时,增设MDEA贫液置换泵一台(如图5所示),确保更换、清洗富液过滤器滤袋时的安全性[6]。

(3) 变更补水方式。原设计中,系统补充水采用低位罐补充,操作繁琐,再生系统波动较大,溶液浓度不易控制。2008年将补充水的方式改为由蒸汽直接补入重沸器内,该方法操作简便,系统波动小,溶液浓度容易控制。
1.1.3尚需解决的问题
通过对装置的改造,尽管解决了部分实际问题,保障了装置的正常运行。但脱硫单元目前仍存在以下问题:
(1) 原料气进装置仅设置1级过滤分离,正常情况下,每年大修对其滤芯进行更换。现处理气井开采后期的原料气,可能携带大量污物进入装置造成溶液污染,只能通过加强溶液过滤以降低影响。


(2) 因綦江分厂装置与增压站仅一墙之隔,且管线全部裸露于管架上,增压机出口气体温度以及环境温度对入塔气体温度影响较大。夏季原料气入塔温度高达50 ℃。而贫液冷却器采用管壳式换热器,泵出口至吸收塔入口管线距离较长,加之循环量较小,贫液温度受环境温度影响较大,贫液入塔温度最高达42 ℃,此时产品气中的H2S质量浓度接近20 mg/m3。
1.2脱水单元
该装置采用99.7%(w)的三甘醇(TEG)作为吸收剂,脱除湿净化气中的水分,外输商品气水露点≤-5 ℃(在出厂压力下)。
1.2.1存在问题与技改方案
(1) 设备构件制造粗糙。吸收塔溢流堰制造粗糙,如第1层受液盘处焊缝存在未焊透缝隙,破坏了受液盘的液封作用,影响吸收效果。2008年大修期间,分厂对其进行补焊,改善了吸收效果。
(2) 泵选型优化。原设计所选TEG循环泵为柱塞泵,故障频率较高,维修困难,循环流量稳定性差。2008年大修时,分厂将其更换为齿轮泵,使用至今运行效果良好,大大节省了维修成本。
1.2.2问题探讨
(1) 装置循环量高于0.9 m3/h时,重沸器气相超负荷,导致气提气带液严重,再生效果变差,形成恶性循环,不能应对原料气含水量增大需提高TEG循环量的情况。
(2) 本单元设计时未设计新鲜水管线,且更换后的齿轮泵不能输送新鲜水等黏度低的流体,大修时不能对本装置进行循环清洗,只能分别对高中低压段清洗,清洗不方便。
1.3硫磺回收装置
本装置设计采用直流法常规Claus工艺二级催化反应处理来自脱硫单元的酸气,因设计负荷(60 m3/h)与实际负荷(最大30 m3/h)相差较大,开工生产28 h后因系统堵塞而被迫停止运行。整改后,改为酸气进入主燃烧炉燃烧后经一级冷凝冷却器冷却,再经液硫捕集器捕集后进入灼烧炉燃烧排放。但因装置热量不足、操作不易掌握及硫磺回收装置尾气排放不达标等原因,硫磺回收率仅为60%。2008年整改时,将一级反应器投入使用,此时硫磺回收率提高至85%左右。为了进一步提高硫磺回收率,将二级反应器投入使用。由于实际酸气负荷较小,气气换热器换热面积过大,气气换热器不能满足投运生产条件等原因,2010年大修时将气气换热器更换为电加热器,硫磺回收装置流程如图6所示。
1.3.1存在问题与技改方案
(1) 原设计未考虑到厂区所在区域地下水较多,液硫封未做防水隔离设计,特别是下雨之后,地下水受热蒸发吸热,造成大量热损失。2009年大修时,对液硫封管线进行整改,增加了隔水层,减少了热损失,同时也减轻了管线的腐蚀。
(2) 原设计中所有过程气和液硫蒸汽夹套管线在法兰跨接处均直接使用弯管连接,如图7所示,检修时不易拆装,分厂在历年大修时逐步更换为法兰连接,见图8。
(3) 由于实际工况与设计工况不一致,主燃烧炉产生的热量不足,废热锅炉设计换热面积过大,投运时大烟管仅使用1根,且废热锅炉前烟箱左右两侧钢板均腐蚀穿孔。进反应器的过程气温度主要靠废热锅炉前烟箱顶部出口过程气二管程蝶阀来控制,而二管程蝶阀只能通过手动操作控制,操作灵敏度低,在硫磺回收单元开停产过程中,经常发生蝶阀堵塞现象,对生产操作带来不利的影响。因此,在2011年检修时对废热锅炉进行了更换。



(4) 尾气进灼烧炉静压箱设计时与TEG气提气(入静压箱约90 ℃左右)同侧,二者汇合后温度下降,尾气中的硫将箱内出口堵死。2009年大修时,将尾气灼烧炉入口改在灼烧炉二次配风口处,水平管道改为向捕集器方向倾斜的坡度,有效解决了上述问题。
1.3.2问题探讨
目前,装置处于低负荷运行状态,酸气流量在17 m3/h左右,经尾气灼烧炉灼烧后从烟囱排放的SO2总量≤15 kg/h,符合国家环保要求[2]。但此时仅靠酸气燃烧放热不足以达到生产条件,向主燃烧炉中加入燃料气进行混合燃烧,以确保硫磺回收单元正常生产。目前,装置存在的主要问题如下:
由图5能够看出随着泵浦光功率的增加,绿光的强度出现了显著的增强,但发射光谱峰值的位置并没有改变,且以540nm和549nm两个发射峰荧光强度的增加尤为显著。一般而言, 将红外波段的激光转化为紫外光或可见光,必定有多光子过程参与,在上转换发光没有达到饱和的情况下,通过简化的速率方程,上转换发光的强度和泵浦光强度之间的关系可以用下式来加以描述[9]:
(1) 当酸气量较少时,废热锅炉一管程后过程气温度从1 085 ℃降至约300 ℃,热损失大,目前,所有过程气均通过一管程后直接进入一级反应器。
(2) 过程气从废热锅炉出口进入一级反应器前温度降低至约200 ℃,在进入一级反应器前的过程气管道中有6.5 ℃/m的温降,其主要原因可能是过程气流量偏低,而过程气管径是按酸气量为60 m3/h设计的,散热面积相对较大,故在过程气量偏低时温降较大。
(3) 主燃烧炉配风只有主路控制,尾气在线分析仪未投入使用,进入酸气燃烧炉的空气量通常根据经验调节,不能精确控制入主燃烧炉的空气量,从而不能保证进反应器的过程气中n(H2S)∶n(SO2)精确到2∶1,从而影响硫磺回收率[3]。
(4) 一二级反应器床层上、中、下层温度基本一致,温差不大,主要原因是反应床层面积相对于现在的负荷而言富裕量较大,导致反应器上、中、下床层温度无明显变化。
(5) 因分厂无制氮系统,酸气燃烧炉看窗风使用仪表风,装置停产时若不通入仪表风可能会因硫磺冷凝堵塞看窗,通入则会造成系统内O2过剩。
1.4公用工程
循环冷却水主要用于脱硫脱水装置,本装置为敞开式循环冷却水系统,循环回水靠余压进入冷却塔,在冷却塔中通过接触和蒸发散热的方式带走水中热量,达到对循环水进行冷却降温的目的。
投产初期循环水池浊度一直较高,尤其是夏季,只能通过大量补排水的方式控制循环水浊度,新鲜水消耗量较大。2009年大修时增设了一台旁滤器(纤维球过滤器),使10%(w)的循环水进入过滤器过滤,此后循环水浊度维持在标准范围内。
1.4.2空气系统
该系统设计为两台螺杆式空压机,并设置两套风冷型冷干机对仪表风进行冷却干燥,但其干燥效果较差,尤其是冬天,气温下降,水露点偏高,容易锈蚀仪表。2009年大修时,在每套仪表风系统的风冷型冷干机后,各增加1套LA43型吸附式干燥器,确保了仪表风的质量。两套吸附式干燥器与空气压缩机配套同时使用,运行平稳,检修次数少。净化空气储罐可满足工厂停电后15 min的仪表供风量。
2 装置总体评价
(1) 装置布置紧凑,中间为主体装置,辅助生产设施和公用工程围绕工艺装置区周围布置,厂区绿化布置合理。
(2) 工厂采用集散控制系统(DCS)对全厂生产装置进行集中控制和管理,仪表先进,可有效确保工厂安全平稳操作,保证产品质量、降低能耗、减少员工的劳动强度,提高了工厂经济效益。
(3) 全厂设置了1套电视监控系统,对重要生产部位进行24 h全方位监控。
(4) 设置单独的DCS系统、ESD控制系统、F&G火灾报警系统,并对重要控制回路采用双重控制(即1套用于控制,1套用于联锁监控),有效防止故障的发生,确保设备和员工人身安全。
(5) 本工程除脱水单元循环泵(齿轮泵)及配套变频器从国外引进外,其余设备及材料均在国内采购,有效地节省了工程投资。
(6) 硫磺回收单元过程气再热采用电加热器,平稳运行两年多,其能源供应方便,结构紧凑,温度自动控制,操作方便,无污染,并采用了闭路循环供热,热量损失小,节能效果显著。电加热器投运后,硫磺回收率提高了6%,增加了硫磺产量,大大减少了尾气中SO2排放量,带来了较好的环保效益。
(7) 脱硫单元活性炭过滤器采用快开滤芯式过滤,吸附过滤效果好,操作方便。
(8) 分厂无制氮系统,所需N2均需对外采购,由于此条件限制,MDEA、TEG溶液配制罐及储罐均未采用N2保护,罐内溶液容易发生氧化变质,储罐腐蚀严重。
(9) 排污管线设计时采用碳钢材质,易腐蚀,且腐蚀碎片将落入管线,造成部分管线堵塞。
3 结 语
綦江分厂在原东溪化工车间厂址上重新修建,有着深远的历史意义,虽然其处理量较小,但对于已进入开采后期、产量递减的气井而言,其天然气净化厂的处理量也在逐步下降,綦江分厂在工程设计、运行管理、生产技术中的经验可为类似小型天然气处理装置提供技术参考。
[1] 朱利凯. 天然气处理与加工[M]. 北京: 石油工业出版社,1997.
[2] 中国环境科学研究院环境标准研究所. GB 20426-2006 煤炭工业污染物排放标准[S]. 北京:中国标准出版社,2006.
[3] 诸林. 天然气加工工程[M]. 北京:石油工业出版社,1996.
[4] 王剑,喻泽汉,罗斌,等. 阿姆河第一天然气处理厂投产运行评价[J]. 石油与天然气化工, 2011,40(6):18-21.
[5] 廖铁,闵杰,苏梦瑶,等. 万州天然气净化装置运行评价[J]. 石油与天然气化工,2012, 41(3):276-280.
[6] 姜云. 对天然气净化厂H2S安全防护问题的思考[J]. 石油与天然气化工, 2005, 34(1):70-71.
RunningexperienceandproblemsofnaturalgaspurificationunitinQijiangbranchofChongqingNaturalGasPurificationPlantGeneral
QiuBin,YanPing,LiTingting,WangXiaoqiang
(QijiangBranchofChongqingNaturalGasPurificationPlantGeneral,PetroChinaSouthwestOil&GasfieldCompany,Chongqing401433,China)
Relying on the nearly six years operational experience of Qijiang branch of Chongqing Natural Gas Purification Plant General, the advantages and disadvantages of process design of the purification device were analyzed, the necessity of process and equipment transformation was discussed, and the specific transformation program was proposed. The operation results have verified the validity of modification scheme.
natural gas purification, desulfurization, dehydration, sulfur recovery
TE644
:BDOI: 10.3969/j.issn.1007-3426.2014.01.005
2013-08-01;
2013-09-05;编辑:温冬云
邱斌(1979-),男,2000年7月毕业于石油大学(华东),现任职于中国石油西南油气田公司重庆天然气净化总厂綦江分厂,主要从事天然气处理装置生产管理工作。地址:(401220)重庆市长寿区桃花大道44号重庆净化总厂物资采购部。电话:023-40492083。E-mail:qiub@petrochina.com.cn
