振动对铝合金消失模铸造的影响
2014-06-06李增民李立新
李 旋,李增民,李立新
(河北科技大学材料科学与工程学院,河北石家庄 050018)
在消失模铸造过程中,采用三维振动台紧实,并将该机械振动应用到金属液的凝固过程中,在AZ91D镁合金消失模铸造凝固过程中应用机械振动,对细化组织有显著作用[1-2]。凝固过程中对金属液施加一段时间振动,借助液相和固相间的相对运动破碎枝晶,显著增加液相内结晶核心,使铸件最终凝固组织细化和力学性能提高,是一种操作简便、成本低廉、无环境污染的物理变质方法[3-4]。同样的方法应用在铝合金消失模铸造生产过程中也能有明显的细化组织的作用。
振动能够对铝合金的a相组织进行细化,同时振动还可以大大提高金属液的充型能力。机械振动细化a晶粒的原因主要是,振动使金属液的各部分之间产生相对滑移,各部分之间的速度差产生了“黏性剪切”,使得浮游在液体中的a树枝晶和共晶体被剪切折断、破碎而形成新晶核,振动抑制了a树枝晶和共晶组织的自由长大,和无振动相比,整个组织得到了细化[5-6]。在铝合金消失模铸造的凝固过程中施加机械振动还能够减少气孔缺陷,振动凝固有利于气体的聚集、长大以及析出,从而减少气孔[7-9]。这是由于振动能够增加铝合金熔液中的氢气的扩散速率,从而可以有利于氢气的析出以及气泡的聚集长大。
本文具体研究了不同振动参数对铝合金消失模铸造过程充型能力的影响;不同振动参数对铸件力学性能的影响,本次试验主要研究的是振动对抗拉强度的影响。
1 铝合金消失模铸造振动凝固试验
实验采用的是铝-硅系铸造铝合金ZAlSi9Mg,合金代号ZL-104,ZL-104的成分组成如表1所示。该合金的强度高于ZL101、ZL102等合金,铸造性能也比较的好,没有热裂倾向,气密性比较高,耐蚀性较好,并且线收缩率比较小,但是该合金形成针孔的可能性较大,熔炼工艺比较复杂,切削性能以及焊接性能一般。
将铝合金按操作规范在电炉中进行熔炼,待温度达到730℃时开始变质处理,实验采用的是三元变质剂(kCl15%,NaCl40%,NaF45%),变质 3 min后进行精炼处理,六氯乙烷作为精炼剂,其加入量为合金的0.75%,在熔体底部缓慢地搅拌2 min,之后静置,待金属液的温度稳定在750℃时打开真空阀抽真空,合砂箱后进行振动浇注,
试验采用0.020 g/cm3的可发性聚苯乙烯EPS作为模样的原材料,用专门的消失模涂料将制得的模样刷涂两遍,待模样完全烘干后放入砂箱中,用线切割机制备试验模样,模样的尺寸是26 mm×26 mm×150 mm,直浇道的尺寸是40 mm×40 mm×220 mm,横浇道的尺寸是30 mm×30 mm×100 mm,三维试样模型结构如图1所示。砂箱用干燥的石英砂振动紧实,并用塑料薄膜覆盖。制得的试样经研磨,抛光后进行显微组织观察,室温棒材拉伸试样根据标准可以加工成φ10 mm的标准拉伸试样,如图2所示,将标准试样在拉伸试验机上进行拉伸试验,取每组多次测量的平均值作为测量值。

表1 ZL104的成分组成表 (质量分数,%)

图1 三维试样模型

图2 标准拉伸试样
具体操作步骤如下:
1)制做模样并粘接试样、浇注系统采用同一规格的热胶,刷涂料3遍,将制作完毕的模型在50℃的烘箱内烘干12 h.
2)实验过程中,使用同一干燥的石英砂,将真空度控制在-0.04 MPa,采用树脂砂造型浇口杯,铝合金在5kW的电阻炉中加热熔化,在720℃~740℃内进行变质、精炼,之后静置15 min后,在750℃时进行浇注。
3)振动试验:在浇注之前就开始进行振动,起振时先选择小的频率,待振动稳定后再采用预定的频率值,改变振动参数得到不同的试样。
4)将成型的φ10 mm的标准铸造试棒,在万能试验机上测试室温力学性能,拉伸速率为2 mm/min,每组测试的多根试棒取抗拉强度的平均值,最后所得的结果进行比较,从而获得最佳的振动工艺参数,最后观察金相组织研究振动对组织的影响。
1.1 不同振动参数对铸件性能的影响
1.1.1 常规试样的获得
在进行振动凝固试验之前需要做一组对比试验,在不加振动的情况下,采用常规铝合金消失模铸造方法制备5个试棒,测出这5个试棒的抗拉强度后求得平均值得不振动的ZL104铸件的抗拉强度是77.5 MPa.
1.1.2 振动试样的获得
试验对ZL104合金在凝固过程中统一采用垂直振动方式。

表2 试验方案
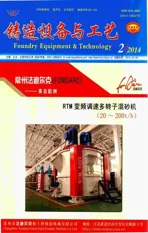
为了研究振动参数对试样性能的影响,采取如表2所示试验方案。每组固定振幅,通过改变振动频率来研究振动频率对铸件抗拉强度的影响,每个参数组合做5个试样,取其平均值。最终得到的试验结果见表3.
1.1.3 试验结果分析
从表3可以看出,当振幅固定时,振动频率在0 HZ~50 HZ范围内变化时,随着频率的增大抗拉强度增大,50 HZ以后抗拉强度值增长的缓慢。
试验结果证明:随着振动频率的增加,铸件的力学性能逐渐提高,但是不会一直提高,最终达到一个相对稳定的水平,该对比试验的结果表明当其它振动参数不变时,振动频率选择在50 HZ时铝合金铸件的抗拉强度值最高,抗拉强度值由77.5 MPa提高到125.5 MPa,铸件的力学性能得到了很好地提高。
表3 ZL104的抗拉强度值列表
1.2 振动频率对金相组织的影响
拉伸试验后经过研磨、抛光、腐蚀、清洗等一系列的工作后观察试样的金相组织得到图3的试验结果。
由图3可以看出随着振动频率的增大,组织中晶粒的尺寸有了明显的变化,在0 HZ~50 HZ的图片可以看出,组织中晶粒的尺寸逐渐减小,70 HZ~120 HZ的图片可以看出,组织中晶粒的尺寸又开始粗化。结果表明,当振动频率是50 HZ时,铝合金消失模铸件的组织最好,晶粒尺寸最小。

图3 不同频率下的组织

表4 ZL104的充型长度表

图4 浇注后的试样
1.3 机械振动对充型能力的影响
研究振动对充型能力的影响时,可以通过观察振动前后浇注的试样的长度来比较,振动方向统一采用的是垂直振动,浇注温度是750℃,振动频率选择的是50 HZ,真空度是-0.03 MPa,通过改变振幅观察浇注后试样的长度。
在研究机械振动对充型能力的影响时,首先做一组参考对比试验,在不振动的情况下测得浇注后试样的长度,在这组试验中共有5个试样,最后浇注后试样的长度是5个试棒浇注完毕后试样的平均长度,本次试验得到的不振动试样的平均长度是68 mm.最终测得试验数据见表4,铝合金ZL104消失模铸造结束后试样的尺寸外形图如图4所示。
通过表3可以看出,振动幅度对充型能力有影响,在其他振动参数一定的情况下,随着振动的振幅的逐渐增加,浇注后试样的长度也在逐渐增加,但是并不会无限制的增加,如果振幅太大,超过4.5 mm后试样的长度会缩短,说明振幅过大铝合金消失模铸件的充型能力会下降,造成这种现象的原因是:由于振幅过大,金属液在凝固过程中不能再按照顺序凝固的方式进行,过大的振幅甚至会导致金属液的紊流,最终大大影响了铸件的质量。
2 结论
实验结果表明,采用机械振动的方法可以细化铝合金消失模铸件晶粒组织;提高铸件抗拉强度;提高铸造充型能力。
在振幅一定的条件下,随着振动频率的增大试样的力学性能增加,晶粒细化,但有一个最佳频率值。
[1]李继强,樊自田,王元庆,等.振动和合金化对消失模铸造AZ91D组织及性能的影响[J].中国有色合金学报,2007,17(7):1047-1052.
[2]田学峰,樊自田,黄乃瑜.机械振动对消失模铸造镁合金组织及力学性能的影响[J].中国有色合金学报,2006,16(11):1838-1844.
[3]KOCATEPE,BURDETT C F.Effect of low frequency vibration on macro and microstructures of LM6 alloys[J].Journal of Materials Science,2000,35:3327-3335.
[4]潘迪,樊自田,赵忠,等.机械振动对ZL101消失模铸造组织及性能的影响.特种铸造及有色合金,2009,29(3):290-292.
[5]侯文生.振动对Al-Si合金凝固结晶的影响[J].铸造设备研究,2001(1):16-18.
[6]宋立波,曹迎文,李秋书,等.机械振动对铸造镁合金组织和力学性能的影响[J].铸造设备与工艺,2011(3):33-34.
[7]LIU X B,YOSHIAKI,SUSUMU T.Grain refinement of AZ91 alloy by introducing ultrasonic vibration during solidification of low frequency vibrations[J].Materials Letters,2008,62:2872-287.
[8]YOSHIKI M,TAKUYA T,KENJI M.Microstructural refinement process of pure magnesium by electromagnetic vibrations[J].Materials Science and Engineering,2005,A413-414:205-210.
[9]吴国华.消失模铸造铝合金针孔研究[M].武汉:华中科技大学,2000.