镁合金铸轧机关节流道的设计
2014-06-06孙斌煜
王 立,孙斌煜,高 林,李 斌
(太原科技大学重型机械教育部工程研究中心,山西太原 030024)
镁在实用金属中是最轻的金属。因其具有比强度高、消震性好、较高的电磁屏蔽性和优良的机械加工性能而被广泛用于军事、民用领域,是一种极具潜力的工程材料。
双辊铸轧工艺[1]是一种短流程、近终形凝固加工技术。它是以液态金属为原料,以旋转方向相反的两个铸辊为结晶器,用液态金属直接生产薄带材的新工艺。该技术不但能使带坯显微组织细化,还可直接获得接近最终板带尺寸的带材,大大缩短了加工工序,显著降低带材的生产成本。
双辊铸轧机经历了下注式、倾斜式和水平式的设备革新,而倾斜式和水平式被广泛使用。产品材料也从钢带、铝带逐渐发展到镁合金带材。
1 问题的提出
目前双辊铸轧机在镁带的轧制上还存在着诸多问题,熔液输送问题[2]就是其中之一,如输送中熔液散热太快、输送管的材料的选择等。针对以上问题,通过对铁、铝铸轧机的对比研究,设计出一种镁合金铸轧机专用流道,解决了熔液输送和密封的问题。
2 难点分析
相对于铁、铝板带的铸轧,镁合金的铸轧难度较大,表1列出了铁、铝、镁三种材料的物理化学性质。

表1 铁、铝、镁物理化学性质对比
由表1可以看出,镁具有较大的热导率和较小的比热容,这就是熔液散热快的主要原因,镁合金的化学不稳定性为镁合金的熔炼、输送增加了难度。
在铸轧生产中,金属液经流道由铸嘴提供给铸轧辊,生产前需要调整铸嘴和轧辊的相对位置[3]。铁、铝铸轧机采用的是开放式流槽,调节比较方便,而镁合金铸轧机采用的是封闭流道,需要一种柔性结构的流道。最近还出现了一种可调式铸轧机,角度可围绕铸轧中心从水平到15°之间任意调节。针对这种铸轧机,应保证液面平稳,避免坩埚随铸轧机一起倾斜,而且要求铸嘴调整灵活。
因此,对镁合金熔液输送管的要求有如下几点:
1)柔性,能适应铸嘴的微调和轧机的倾斜。
2)化学稳定性,包括内壁镁合金的腐蚀和外壁空气的氧化。
3)耐高温,最高温度800℃.
4)保温性能好,必要时需要加热。
5)密封性好,防止漏液造成事故。
6)不含有害杂质元素,主要为Cu和Ni.
3 问题的解决
现有的柔性管材都不能满足要求,因此本文设计出一种关节流道来代替柔性流道,如图1.铸轧机的坩埚和铸轧中心无相对位移,仅有铸轧机围绕铸轧中心的倾动。因此可采用四连杆机构,将坩埚和铸轧中心作为四连杆机构的机架,将流道分为三段,分别作为两个连架杆和一个连杆,各段之间用关节球联接。其中3#流道与铸嘴6为刚性联接。关节最大折角为35°,流道材料采用无镍耐热不锈钢2Cr13[4],各段流道安装加热器,整个系统接头的密封方式采用锥密封。三段流道和铸嘴组成四连杆机构,可在铸轧中心和坩埚位置不变的前提下适应铸轧机的任意角度,在铸轧过程中实现对铸轧机角度的调节。

图1 流道示意图(水平方向)
4 数据计算
4.1 已知条件
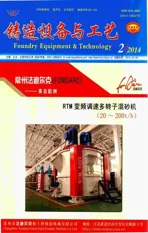
图2为流道简图,其中坩埚铰点O1与铸轧中心O2水平距离 O1O2=1 250 mm,3#流道5及铸嘴6长度 BO2=480 mm,1#流道3 O1A=400 mm,2#流道4 AB=400 mm,任意两流道所夹锐角α、β、γ不大于35°.
图2 流道简图(倾斜15°方向)
4.2 建立数学模型
假设 O1点坐标(0,0),O2点坐标(1250,0)A 点坐标(xA,yA),B 点坐标(xB,yB),以铸轧机倾斜角度为自变量(0°~15°),建立方程组如下:

其中(xA,yA),(xB,yB)即为 A 铰点和 B 铰点的运动轨迹,进而可求出各段流道夹角。
用MATLAB编写程序计算、绘图,如图3。

图3 铸轧机倾斜角度与流道夹角关系图
从图3可以看出,在铸轧机围绕铸轧中心倾动过程中,三段流道之间的夹角均未超过35°,属关节允许夹角范围内。同时1#流道3与坩埚1的铰点O1没有相对位移,保证了坩埚液面的稳定。
5 结论
关节流道解决了流道在弯曲时的密封、强度等问题,坩埚和铸嘴相互独立,使铸嘴调节更为方便,实现了镁合金熔液的柔性输送。目前镁合金板带的生产仍以压铸为主[5],铸轧机在镁合金板带的生产中需要解决的问题还很多,但随着板带铸轧理论的发展和铸轧机的技术革新,双辊铸轧工艺必将在板材的生产上取代传统压铸工艺,生产出高质量、低成本的镁合金板材,为镁合金的普及奠定基础。
[1]孙斌煜.板带铸轧理论和技术[M].北京:冶金工业出版社,2002:17-18.
[2]吴迪.AZ61镁合金双辊铸轧工艺研究[D].沈阳:东北大学,2008.
[3]秋海滨,张明.铸嘴倾角可调的偏心异径双辊铸轧机[J].重型机械,2008(6):5-8.
[4]宋广飞,许树勤.2Cr13与Q235耐镁合金液腐蚀对比研究[J].新技术新工艺,2007(4):85-86.
[5]张莹,耿茂鹏.镁合金的双辊板带连续铸轧技术[J].铸造技术,2005,26(1):79-81.