模拟仿真在压铸模具中的具体应用
2019-04-01于兆梅袁小凡
于兆梅,袁小凡
(河南西峡汽车水泵股份有限公司,河南西峡474500)
压铸模具制作成本高、试模费用高,一套泵体压铸模具少则十万,多则几十万。对压铸模具而言,如果浇注系统设计合理,那么铸件充型顺序就会比较合理,卷气少,铸件气孔缺陷就少,相应的,铸件成品率就高。相反,如果浇铸系统工艺差,那么充型过程就会比较紊乱,充型过程卷气严重,铸件气孔缺陷就多,相应的成品率就低。但目前,国内不少企业仍靠经验、试验开发模具,开发成本高、风险大。利用压铸模拟分析软件,开模前对压铸件充型过程模拟分析,及时发现问题并解决优化,实现绿色铸造,节约时间,节约成本。现在,更多的企业越来越清楚地认识到,要想提高铸件的成品率,降低开发成本,缩短开发周期,就应该把铸造模拟技术作为模具设计开发阶段必不可少的分析工具。本文介绍了利用MAGMA高压模拟软件,对某汽车水泵泵体新产品,进行压铸充型过程模拟分析,解决现有铸件问题的方法和步骤。
1 泵体压铸件基本信息及要求
(1)材质:DIN1706(AlSi9Cu3);
(2)外形尺寸:90mm×120mm×94mm,平均壁厚约4.3mm,铸件重量0.47kg;
(3)密封槽的气孔要求:气孔不得大于0.75mm,且任意两孔间距必须大于5mm,铸件Xray探伤等级不低于3级;
(4)泵体试漏气压200kPa,泄漏率不超过3.5cc/min。
2 存在问题
(1)铸件剖切后,泵体堵盖孔和轴承孔交接处存在大的缩松缺陷,探伤结果4级以下,不合格。
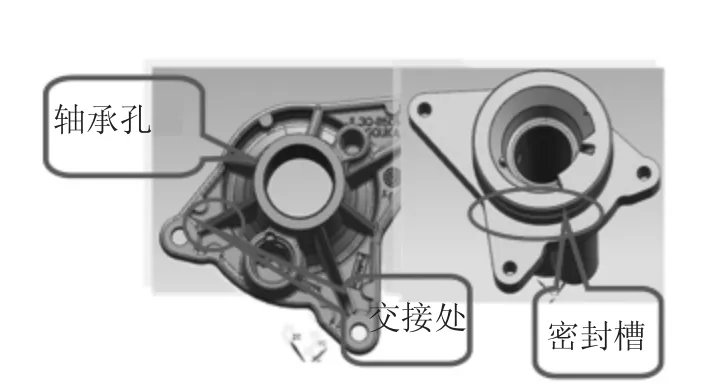
图1 产品三维

图2 实物剖切

图3 充型过程
(2)加工后,轴承孔及密封槽有弥散型气孔,其中密封槽气孔直径1.0mm~1.2mm,轴承室气孔直径0.5mm~0.8mm,均在进料口远端。
3 模拟分析
从图3的充型图,可看出铝液进入铸件后,过早分流,不往前面的轴承室充填;从图4的充型图可看出,轴承室填充晚,大面部分铝液已封闭,将气滞留在轴承室部位,造成加工气孔的出现。
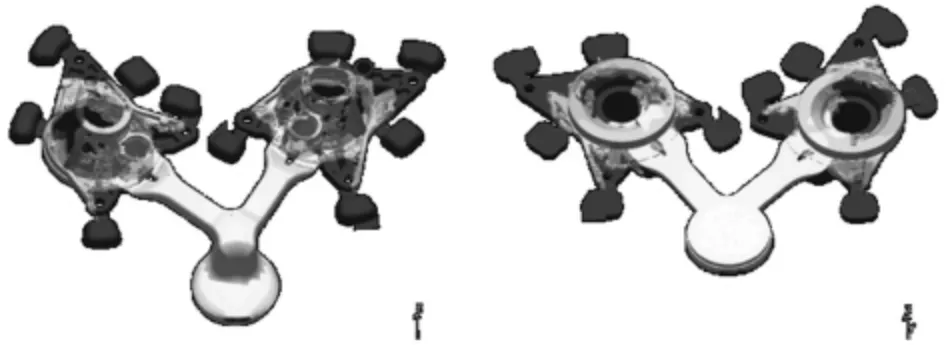
图4 充型过程
从图5和图6可看出,轴孔与堵盖孔交接处存在大的热结,轴孔部位冷却晚,导致铸件缩松。

图5 铸件热节

图6 凝固液相
4 改进措施
4.1 优化铸件形状,将泵体堵盖孔底部填平
堵盖孔底部存在异形凹槽,由于内浇口设在堵盖孔的位置,在充型过程中,该处的凸台会造成铝液强烈冲击及飞溅,阻碍铝液充填轴承室部位,并产生卷气。

图7 堵盖局部图
将泵体堵盖一腔底部填平,一腔不变,对应模具如图8所示。
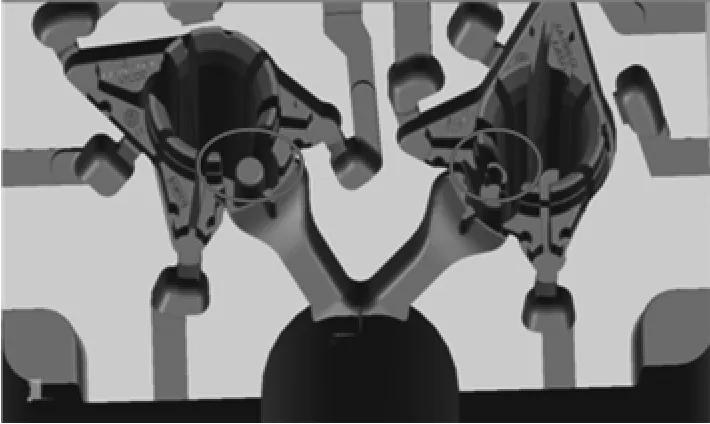
图8 模具图
分析模拟充型过程(如图9):从充型顺序可明显看出,左边填平的泵体轴承室部位充型早,这样有效降低了该部位的气体含量,减少气孔发生。

图9 充型图
4.2 改变铸件布置,优化浇道形状及内浇口
浇道形状由分支进浇改为平行进浇,以使两腔同步充型,原内浇口尺寸:厚度为3.2mm,宽度为42.5mm,两内浇口总面积为294mm2。当冲头速度为3m/s时,对应的内浇口速度28.9m/s,速度偏低,充型时铝液不能有效雾化,会使铸件上形成较大气孔。改进后内浇口尺寸:厚度为2.8mm宽度为36.6mm,内浇口总面积为224mm2。当冲头速度为3m/s时,对应的内浇口速度为37.8m/s,此速度在合理工艺范围内。
模拟充型过程对比:图11、图12两图片为铸件充型44%时的结果对比,可看出右边的浇道改进后,背面圆台及轴承孔充型较早。

图10 带浇道铸件

图11 正面充型对比图
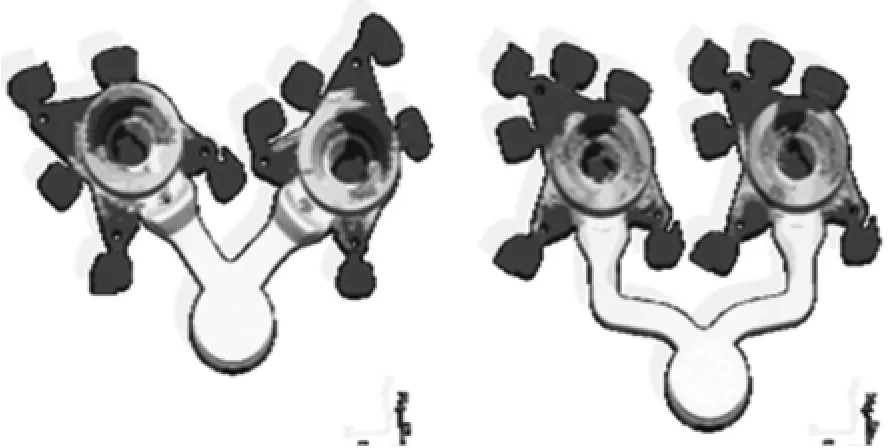
图12 背面充型对比图
充型完毕时铸件气压对比分析:浇道改进后铸件气压由原来的3000mbar左右降低到2300mbar,明显低于改进前铸件气压,因此降低了这两部位的气孔缺陷。
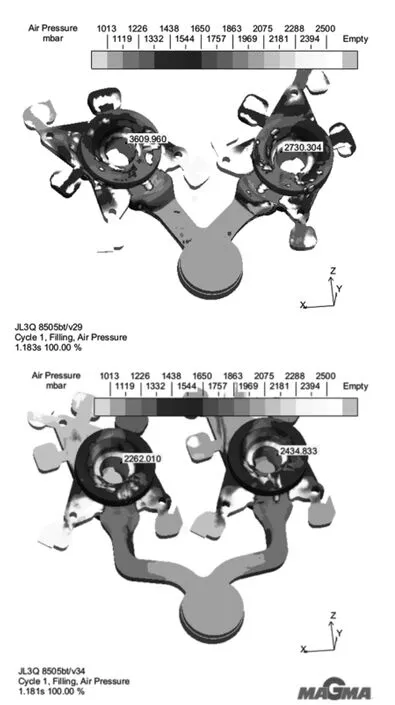
图13 铸件气压对比图
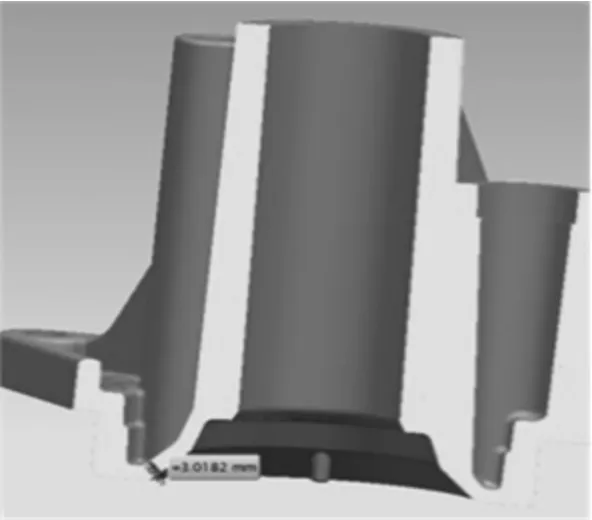
图14 铸件剖切图
4.3 增加泵体一周减重槽壁厚
从图14的铸件剖切图看,泵体一周减重槽部位的铸件壁厚存在厚-薄-厚,这样的壁厚结构,不利于增压压力的传递,使厚大的轴承室部位增压传递不到位,造成缩松严重,所以尝试将中间薄壁由3mm增加到4mm。
充型过程对比(如图15):可看出右边的铸件壁厚增加到4mm时,轴承室及背面圆台比左边壁厚3mm的充型早。
气压比较(如图16):右边的铸件壁厚增加到4mm时,轴承室及背面圆台比左边壁厚3mm的铸件相应部位气压低。
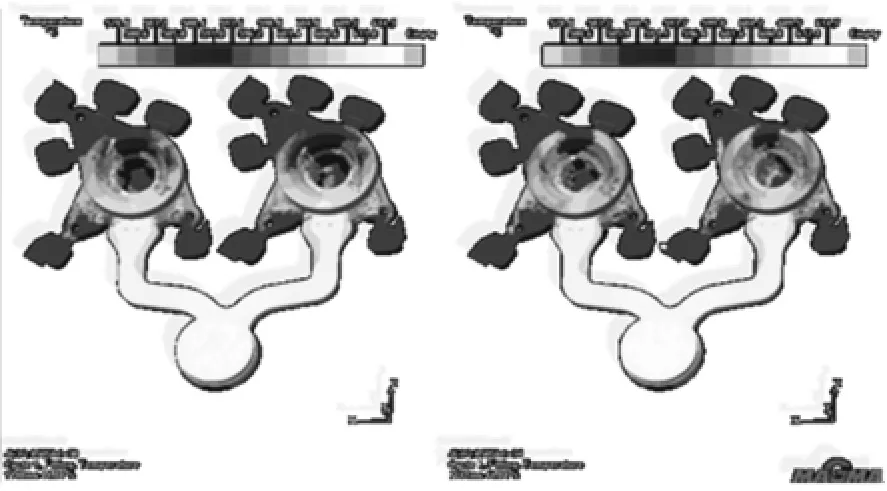
图15 充型对比图
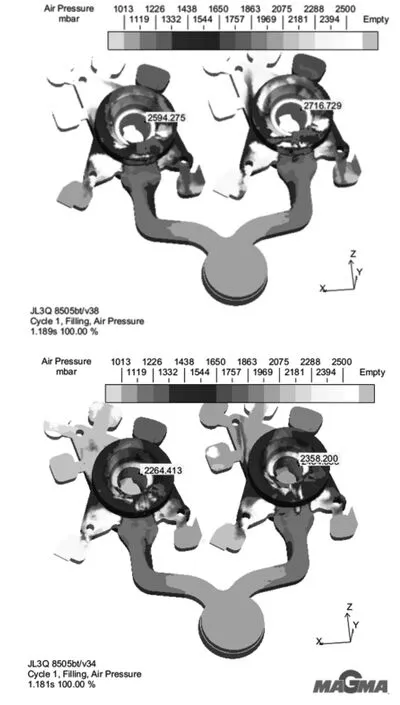
图16 铸件气压对比图

图17 铸件切片
5 结论
通过三种改进措施,由MAMGA模拟分析,对比分析模拟结果,确定最终优化方案,该方案泵体轴承室及背面圆台充型较早,气压较低,结果合理。后采用该方案制作出的模具,铸件缩松等级在3级以内,加工后成品率95%以上(如图17),使得该项目顺利通过了主机厂的审核。
