不同活性剂铝合金A-TIG焊焊缝偏移实验及分析
2014-02-28樊清华
樊清华,樊 丁,黄 勇
(1.安徽工程大学建筑工程学院,安徽芜湖 241000;2.兰州理工大学有色金属材料加工教育部重点实验室,甘肃兰州 730050)
由于铝合金本身具有良好的物理属性,如小密度、耐腐蚀、高比强等优点,在很多行业的工业生产中应用广泛.对于铝合金来说最常见的连接方法是钨极氩弧焊——即TIG焊(Tungsten Inert Gas Welding),是一种用钨作为电极的非熔化极氩气保护焊,有焊接接头质量高、焊接位置不受限制等优点.由于TIG焊所用焊极为钨极,钨极本身承载电流能力有限,进行焊接时导致焊接熔深比较浅、焊缝熔覆率比较低,因此焊接生产率低下,在工业生产中限制了钨极氩弧焊的应用.
近年来,活性焊接法——即A-TIG(Activating flux TIG welding)焊引起了世界范围内研究者的高度重视[1-4].所谓A-TIG焊接法就是焊接前焊接材料表面涂敷一层很薄的活性剂,焊接时,由于活性剂的作用引起焊接电弧发生收缩或熔池内融化金属流态发生改变[1-3],从而显著提高焊接熔深.活性A-TIG焊克服传统TIG焊缺点,显著提高了生产效率.目前,针对铝合金A-TIG焊的研究很少[4-6].
本文利用直流正接焊缝偏移实验,进行不同活性剂作用下的铝合金A-TIG焊.直流正接焊接铝合金时,不能有效去除铝合金表面的氧化膜,活性剂不能有效进入熔池,因此活性剂只能影响焊接电弧,从而分析焊接电弧的变化对铝合金A-TIG焊焊缝熔深的影响.同时,由于正接TIG焊是交流TIG焊的组成部分,因此本研究对于交流A-TIG焊焊缝熔深改变机理研究有重要的理论指导意义.采用焊缝偏移试验,一侧有活性剂一侧无活性剂,分析活性剂和电弧所组成的导电通道电阻对A-TIG焊熔深的影响.
1 实验方法
实验材料:铝合金为LF21.试件尺寸为:长200 mm,宽80 mm,厚6 mm.实验用表面活性剂分别为:NaF、CaF2、TiO2、SiO2、V2O5以及兰州理工大学研制的活性剂AF305.焊接规范:焊接速度125 mm·min-1,氩气流量12 L·min-1,钨极直径3.2 mm,钨极尖端角度45°,电弧长度3 mm,焊接电流140 A直流正接.实验方法:焊缝偏移实验.实验前,在试件表面中心线一侧均匀地涂敷上活性剂,保证活性剂内侧边缘线与试件中心线齐平,并且两条线之间留有不同的间隙X,焊接时要求焊枪的电极尖端精确地沿着试件表面中心线行走,如图1所示.图1中W1、W2分别表示无表面活性剂侧和有表面活性剂侧焊缝边缘线到试件表面中心线的距离.

图1 焊缝偏移实验活性剂涂敷方式
2 实验结果
不同间隙X下焊接时,不同的表面活性剂对焊接电压和焊接熔深比(有活性剂与无活性剂时焊接熔深的比值)的影响如图2、图3所示.从图2、图3可以看出,除了在表面活性剂NaF作用下焊接电压和焊接熔深比随着间隙的增加而增加外,在其他的表面活性剂作用下,焊接电压和焊缝熔深比随着间隙的增加而减小.


图3 不同活性剂和不同间隙对焊接熔深的影响
尤其对表面活性剂SiO2,在无SiO2作用时,焊缝熔深为3.5 mm(板厚8 mm).在有SiO2作用且间隙X=0时,焊接电压增加的最多,且焊缝熔深的增加最大,为8 mm.间隙X=2 mm、4 mm时,焊缝熔深逐渐减小,分别为4.4 mm和3.1 mm.焊缝溶深截面如图4所示.

图4 SiO2作用时不同间隙下铝合金焊缝熔深截面
在不同间隙即X=0、X=2 mm和X=4 mm时进行A-TIG焊,如图5所示.不同表面活性剂产生的焊缝偏移率P:

其中:W1,W2分别表示无表面活性剂侧和有表面活性剂侧焊缝边缘线到试件表面中心线的距离(mm).
从图5可以看出,除了在表面活性剂CaF2和NaF作用下,焊缝偏移率为P负值,且焊缝偏移率P随着间隙X的增加逐渐增加外,在其他表面活性剂作用时,焊缝的偏移率P都为正值,且焊缝的偏移率P随着间隙X的增加都是逐渐减小的.
X=0间隙下,在表面活性剂SiO2作用下,焊缝的偏移率p最大,此时W1=5.2 mm,W2=1.5 mm,其焊缝表面如图6所示,并且焊缝明显偏离有活性剂区.这种偏移是由于在焊接过程中,电弧到达有表面活性剂区时,焊接电弧明显向无活性剂涂层的方向偏移造成的,电弧偏移如图7所示.

图5 不同活性剂和不同间隙对焊缝偏移率的影响

图6 X=0在活性剂SiO2作用下焊缝偏移表面
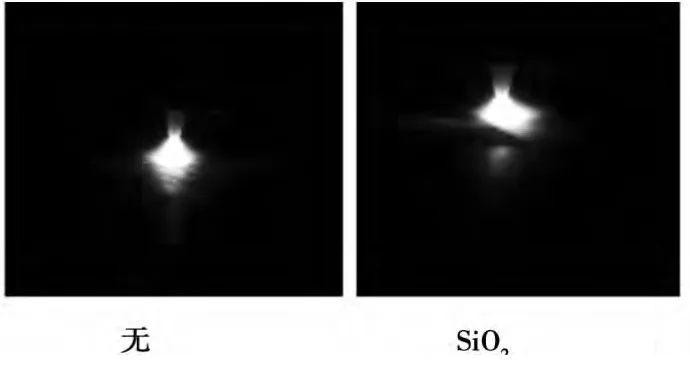
图7 间隙X=0在活性剂SiO2作用下焊接电弧偏移
3 实验结果分析
从图2、图3可以看出,在不同表面活性剂作用下,焊接电压的变化趋势与焊缝熔深比的变化趋势是一致的.焊接时,TIG焊温度场分布稳定,焊接熔池发生不同程度的相变[7],不同的表面活性剂在焊接电弧的高温作用下,都会发生不同程度的电离.由于不同表面活性剂的高温电离度不一样,由Sa Ha公式:

式中,x表示电离度,P表示压力,T表示弧柱温度,Ui表示电离电位.可以得知,在电离电位Ui和压力P不变的情况下,不同程度的电离度的变化将会引起电弧温度发生不同程度的变化;还由于铝合金表面分为涂有表面活性剂区和无表面活性剂区,不同活性剂的散热系数和铝合金散热系数不尽相同,所引起电弧温度的变化也是不同的,由此产生的焊缝熔深的变化也是不同的.因此进行铝合金A-TIG焊时,焊接电弧热输入的变化是焊接熔深变化的一个重要影响因素.
在进行高温焊接时,铝合金的电阻率很小,由图5可知,在不同活性剂作用下,焊缝偏移率P有负值,说明焊接电弧和表面活性剂两部分共同形成的导电通道电阻构成了焊接时整个的导电通道电阻.由于铝合金的电阻率和熔沸点一般都低于实验所用活性剂的电阻率和熔沸点,如果导电通道电阻只是由表面活性剂本身所形成,则在本实验中就不会出现在活性剂涂敷区焊缝偏离无活性剂一侧的现象了.
在焊缝偏移率实验中,对于试件表面涂敷活性剂时,活性剂在焊接电弧高温和电场作用下会发生熔化→蒸发→解离→电离等一系列的物理变化,这种不同物理性能的改变会直接影响焊接电弧以及焊接熔池.
在进行焊缝偏移A-TIG焊时,表面活性剂不同程度地进入到焊接电弧和焊接熔池内部,从而使得焊接电弧和焊接熔池的化学成分改变.由于活性剂电离进入焊接电弧,使试件表面的活性剂和焊接电弧所形成的导电通道的电阻也得到不同程度的改变,且活性剂进入到焊接电弧时,会改变电弧周围的磁场,使磁力线分布不均匀,导致电弧四周受力不均匀,使电弧偏向一侧,发生了偏移.
焊接电弧是一种气体导体,焊接时焊接电流会通过导电通道电阻最小时所形成的回路,由于无活性剂侧和有活性剂侧的导电通道电阻是不同的,进行A-TIG焊时焊接电弧偏向导电通道电阻较小的一侧,所以在活性剂涂敷区在不同间隙X下焊缝都发生了不同程度的偏移.
焊缝偏移率P的大小反应了在直流正接焊缝偏移A-TIG焊时,不同表面活性剂对焊接导电通道电阻大小的影响.由于在不同活性剂作用下的焊缝偏移率P不同,因此不同活性剂所形成的电阻通道电阻的变化对A-TIG焊熔深变化的影响也不同.其中在表面活性剂SiO2的作用下,在间隙X=0时焊缝偏移率P最大,说明导电通道电阻对表面活性剂SiO2增加熔深有很重要的影响.
4 结论
用焊缝偏移实验,对铝合金进行直流正接A-TIG焊时,导电通道电阻的变化和热输入变化对焊接熔深的变化有重要影响.在不同活性剂作用下,表面活性剂所引起的焊接电压的变化趋势和焊接熔深的变化趋势是一致的.不同表面活性剂在不同间隙X下进行A-TIG焊时,在表面活性剂CaF2和NaF作用下,随着间隙X的增加焊缝偏移率P也是逐渐增加;而在TiO2和SiO2等表面活性剂作用时,随着间隙X的增加焊缝偏移率P都是逐渐减小的.在表面活性剂SiO2作用下,焊缝熔深的变化除了热输入的影响外,导电通道电阻变化对焊缝熔深的变化起到很重要的作用.
[1] Pierce S W,Burgardt P,Olson D L.Thermocapillaryand arc phenomena in stainless steel welding[J].Welding Research Supplement,1999(2):45-52.
[2] Lucas W.Activating Flux-Increasing the Performance and Productivity of the TIG and Plasma Processes[J].Welding and Metal Fabrication,1996(1):11-17.
[3] C R Heiple,J R Roper,R T Stanger.Surface active element effects on the shape of GTA,laser and electron beam welds[J].Welding Research Supplement,1983(3):72-77.
[4] 黄勇,樊丁,樊清华.表面活性剂对铝合金直流正接A-TIG焊熔深的影响[J].焊接学报,2004,10(5):60-62.
[5] 黄勇,樊丁,樊清华.活性剂增加铝合金交流A-TIG焊熔深机理研究[J].机械工程学报,2006,42(5):45-49.
[6] 黄勇,樊丁.SiO2增加铝合金交流A-TIG焊熔深的机理[J].焊接学报,2008,29(1),45-49.
[7] 张书权,王仲珏,代礼,等.0Cr18Ni9不锈钢焊接温度场的数值仿真[J].安徽工程大学学报:自然科学版,2011,26(3):20-23.
