提高铣刀铣削42CrMo 寿命的试验研究
2013-12-23黄绍华贺凤宝胡建忠
黄绍华,贺凤宝,张 伟,胡建忠
(大连工业大学 机械工程与自动化学院,辽宁 大连 116034)
42CrMo 是一种超高强度钢,韧性塑性高,具有良好的淬透性,导热性差,属于难加工材料。调质处理后的42CrMo 能抗多次冲击能力和较高的疲劳极限,硬度较高,在38-42HRC 之间,且不容易断屑,较长的切屑在加工过程中易导致排屑困难。铣削可以加工零件的端平面,侧面,曲面等[1-2]。铣削分为立铣和卧铣,加工效率高,是机械加工行业常用的切削方式之一。随着制造业的飞速发展,对切削行业提出了更高的要求,尤其是对刀具本身的应用。
本文所要改进的铣刀,是针对南京某公司铣削汽车连杆所用铣刀。该公司刚开始用的铣刀参数如表1 所示。此铣刀只能加工64 件连杆,不能满足零件加工要求,根据客户的要求,我们对铣刀的参数进行改进,以提高铣刀的寿命。
观察客户使用的刀具,发现铣刀圆周刀刃出现崩刃,使得铣刀不能继续使用,降低了刀具的寿命。为了提高铣刀的寿命,应找出铣刀出现崩刃的原因。刀具出现崩刃的原因有很多,通常考虑的是切削刃的强度不够,而影响切削刃强度的几何参数是刀具楔角,楔角的大小又是由刀具切削刃的前角和后角决定。所以我们改变刀具的前角和后角,通过实验观察角度对刀具寿命的影响。另外,刀具的材料也直接影响切削刃的强度[3-4]。我们进行以下改进试验,以提高铣刀的寿命。

表1 改进前铣刀参数
1 试验条件
1.1 被加工工件
汽车连杆高度为76.4mm 的上下两个端面为被加工表面,如图1 粗黑线所示平面,工件材质为42CrMo。

图1 汽车连杆
1.2 试验设备
美国STAR PTG6 数控磨床,用来制造试验用的铣刀。
大连吉瑞刀具技术股份有限公司研制的刀具参数几何测量仪DJCLY92B,放大倍数是0 ~200 倍,用来检测刀具的几何参数和刀具切削刃的崩刃情况,如图2 所示。
数控立式铣床,用来进行铣削试验,如图3 所示。
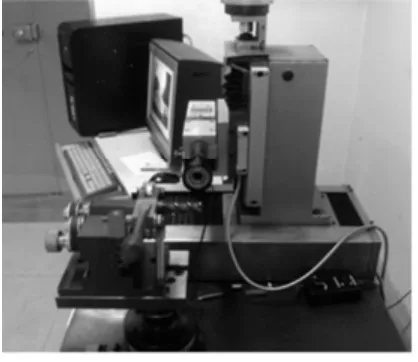
图2 刀具几何测量仪

图3 数控立式铣床
1.3 试验刀具
刀具切削刃的前角和后角,以及材料,会直接影响刀具的切削性能。为了提高刀具的切削性能,降低崩刀的情况,我们做了4 支不同的铣刀ABCD,刀具参数如表2 所示。刀具采用TiAlN 涂层,如图4 所示。刀具材料X 的化学成分和力学性能如表3 所示,刀具材料Y 的化学成分和性能如表4 所示
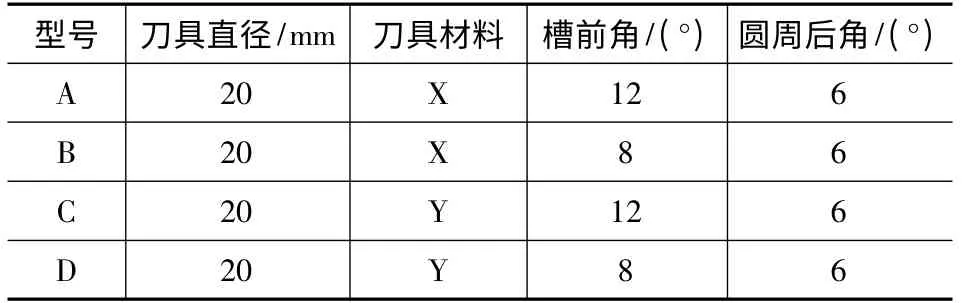
表2 铣刀几何参数
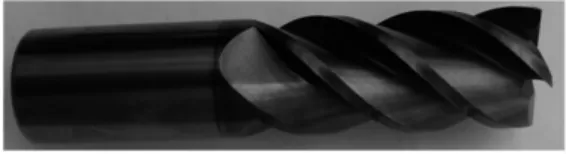
图4 试验铣刀

表3 X 化学成分和性能

表4 Y 化学成分和性能
1.4 加工参数
立式铣床的转速2500r/min,进给量0.2mm/r,冷却方式采用浇注式。
2 试验结果及分析
分别用上述4 把铣刀,在铣床上,铣削连杆端面。当铣刀圆周刃上出现崩刃时,则停止加工。用刀具参数几何测量仪检查刀具崩刃的情况。如图5所示,以最大崩刃处为测量对象,测得崩刃的最大深度为H——在垂直于原始切削刃方向测量;测得崩刃的最大宽度为W——在平行于原始切削刃的方向测量。刀具参数几何测量仪的放大倍数调整到50倍,测得4 支刀的崩刃情况,如图6 所示。
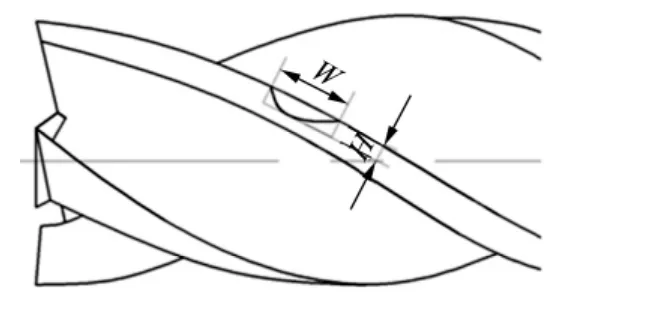
图5 崩刃检测示意图

图6 4 支刀的崩刃放大图
测量仪测量的结果如下表5 所示。
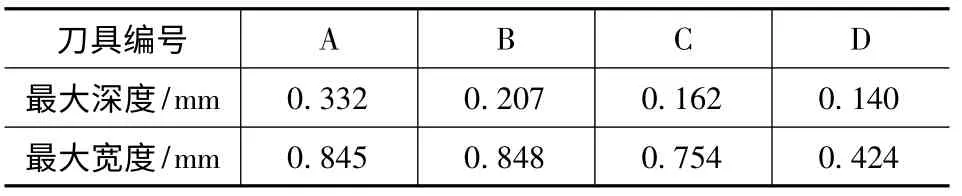
表5 崩刃测量值
由表5 可知,随着刀的不断改进,崩刃处的最大深度值和最大宽度值在不断减小。观察铣刀的圆周刃,出现崩刃的数量也在相应减少。说明崩刃的情况得到了改善,铣刀铣削42CrMo 的铣削性能得到了提高。

表6 铣刀加工数量
表6 为不同改进刀具加工工件数量。从表6 可以看出,随着刀具后角和前角的减小,以及刀具材料的改变,铣刀的加工件数在不断增加,从改进前的64件增加到改进后213 件,铣刀的寿命提高了233%,达到了企业要完成的任务要求。
后角减小时,由于楔角相应增大,从而提高了切削刃的强度。同时楔角增大,刀具的散热体积也变大,热量容易扩散,使得切削温度降低,利于减轻刀具的磨损,刀具的耐用度得到改善。A 刀与公司所用的原刀相比,后角减小了2°,加工件数提高了19 件。刀具的后角也不宜过小,减小后角会增加切削力,使切削刃的热量增加,降低刃口的韧性,会加速刀具的磨损。后角过小,切削与后刀面容易发生干涉,产生严重摩擦,不利于切削,所以后角有一个合理值,即合理后角。B 刀比A 刀加工件数提高了26 件,B 刀是在减小后角的基础上,减小了刀的前角。减小前角,也是为了增大楔角,增加切削刃的强度。前角减小,切屑沿着前刀面的弯折角度变大,切屑变形大,容易折断,改善了断屑效果[3-4]。
A 刀(83 件)和B 刀(109 件),虽然比原刀的加工件数(64 件)有所提高,但仍达不到公司所要求的件数(200 件)。为此,C 刀与D 刀我们换了铣刀的材料。用来制造刀具的材料,一定要有高的硬度,高耐磨性,必要的抗弯强度[5-6]。A,B 刀所用的刀具材料是国产料硬质合金X,属于钨钴类材料,硬度高,耐磨性良好,化学成分和力学性能如表3 所示。但考虑到被加工材质42CrMo 是难加工材料,对刀具性能有更高的要求,因此我们选取韩国特固克Y 料。Y含钴量比X 高,含钴量提高塑性相对增大,刀不容易出现崩刃,Y 化学成分和性能如表4 所示。
改变刀具的后角和前角,铣刀的寿命小幅度提高,改变铣刀的材料,其寿命有了较大的改善。在改变刀具的几何参数对寿命的提高不大时,可以考虑改变刀具的材料,往往能获得不错的效果。
3 结论
(1)由A 刀和C 刀的比较可得,圆周后角6°,槽前角12°,刀具的材料由X 改为Y,铣刀的寿命提高了94%;由B 刀和D 刀的比较可得,在圆周后角6°,槽前角8°时,刀具的材料从X 改为Y,铣刀的寿命提高了95%。由此可见,刀具材料对刀具耐用度影响很大。
(2)由A 刀和B 刀的比较可得,铣刀圆周后角从8°减小到6°,刀具寿命提高了30%;后角减小2°后,槽前角从12°减小到8°,铣刀寿命又提高了31%。因此选择合理的前角和后角,对切削起很大作用。
(3)楔角增大,刀具的散热体积变大,切削温度降低,减轻了刀具的磨损,提高了刀具的耐用度。
[1]张晋,彭彦平,张伟. 刀具断屑槽对切削状态的影响[J].煤矿机械,2011,32(1):129-130.
[2]姜秀华. 硬质合金铣刀铣削性能研究[J]. 硬质合金,2012,29(1):38-41.
[3]许立,席岩. 硬质合金群钻钻削ZGMn13 高锰钢干切削实验研究[J]. 工具技术,2009,43(11):26-28.
[4]龙震海,王西彬,刘志兵. 高速铣削难加工材料时硬质合金刀具前刀面磨损机理及切削性能研究[J]. 摩擦学学报,2005,25(1):83-87.
[5]胡思节,胡鑫,蒋小兵. 正交试验设计的硬钢群钻几何参数优化分析[J]. 现代制造工程,201(7):60-63.
[6]曾正明. 机械工程材料手册[M]. 北京:机械工业出版社,2003.
