冠形扇齿叠加式扫描感应淬火工艺
2013-08-28磐吉奥湖南工业有限公司长沙410119范惠章
磐吉奥(湖南)工业有限公司 (长沙 410119) 范惠章
汽车变速器驻车系统冠形扇齿是采用感应淬火的方法对精密冲压后的零件齿部表面进行强化处理。传统的感应淬火方式是单件同时淬火,存在生产效率低,零件变形量大,废品率高,个别齿端硬度不均等问题。本文通过对嵌入式单件同时感应淬火失效模式的分析,并结合连续感应淬火理论,提出了“冠形扇齿叠加式扫描感应淬火”工艺。
1.嵌入式单件感应淬火工艺
冠形扇齿的基体材料为45钢,加工工艺为:45钢卷料精密冲压成形,然后齿面高频感应淬火,再低温回火后激光焊接而成。嵌入式单件感应淬火的工艺为:人工单件装卸工件,感应器不动,工件深入感应器内,齿片上下两侧面感应加热;工艺参数为直流电压170V,直流电流160A,加热时间为3s,喷射水冷却,冷却时间3s。
2.嵌入式单件感应淬火失效模式分析
单件同时感应淬火生产效率低,主要是因为零件单件装夹占用了大量的机内装卸时间及机内冷却时间,解决机内等待时间是问题的关键。初步认为造成热处理后尺寸变形量大且尺寸、硬度不均匀,主要是因为工艺方案及感应器设计不合理造成。零件要求齿端面硬化,但工艺方案采取在齿的两侧面加热,零件受热区域大,热处理变形量大;零件深入非仿齿形感应器且伸入深度受机床重复精度影响而致零件之间加热面积不一致、加热温度不均匀;最终导致热处理变形、硬度不均匀;此外用自来水喷射冷却方式也会导致变形量大。
3.冠形扇齿叠加式扫描感应淬火工艺
精冲零件无论外形轮廓还是中心孔,尺寸精度非常高,结合轴的连续感应淬火工艺考虑,设想使用专用夹具将单个工件叠加起来并两端锁紧,使之成为一个类似“异形轴”装夹在淬火机床工位,工位在机床控制下上下移动,感应器固定不动,对工件淬火面进行扫描淬火,这样将会大大减少机内装卸、冷却时间。经计算,每个工件厚度为4mm,600mm的顶尖间距可夹装1~150件扇齿片,每组扫描淬火时间约为5min,那么,每件的淬火时间将由10s降低到2s(成组工件两端的工件作为工艺工件,不作为合格产品,可循环使用)。
图1是工件感应加热示意,感应器在工件周围产生一个方向垂直于工件的感应磁场,在感应磁场的作用下,工件表面产生感应电动势,进一步产生如图1所示方向的感应电流,但对于相邻两工件接触的点,如图1的A点或B点,其感应电动势是相等的,所以感应加热时,理论上在A点或B点不会产生上下方向的感应电流,不会产生打火现象。
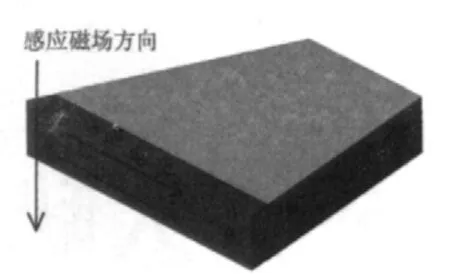
图1
4.冠形扇齿叠加式扫描感应淬火工艺试验
(1)试验目的 ①验证叠加后加热过程是否存在放电打火现象。②验证表面硬度和淬硬层深度。③验证尺寸变形量。
(2)试验样件、设备及零件装夹方式 样件100pcs:试验编码为6F、7G、8H三组,分别为20、30、50片;生产设备:IGBT固态式高频电源,箱式回火炉。
(3)试验工艺 将齿片齐叠成串并固定,用齿形仿形感应器连续扫描加热,喷射冷却。参数如表1所示。
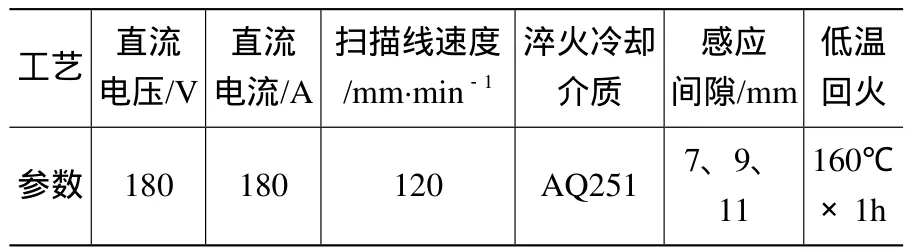
表1 工艺参数表
(4)试验结果 表面硬度抽样数9件,每组3件,检测结果如表2所示。
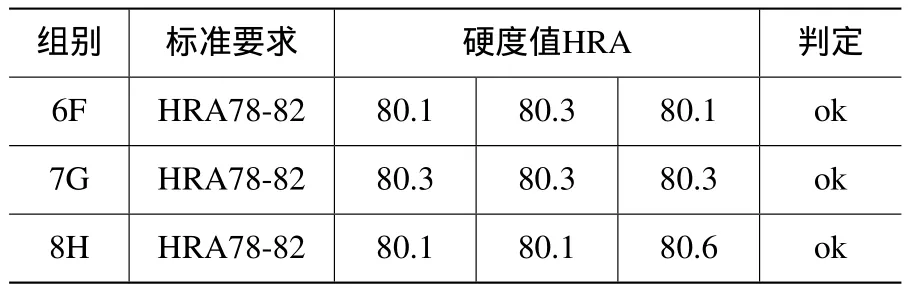
表2 检测结果
淬硬层深度抽样数3件,每组1件。检测至DS450HV1位置的实际淬硬层深度分别为3.11mm、1.4mm、0.55mm,淬硬层深度合格,实测层深曲线见图2、图3、图4。
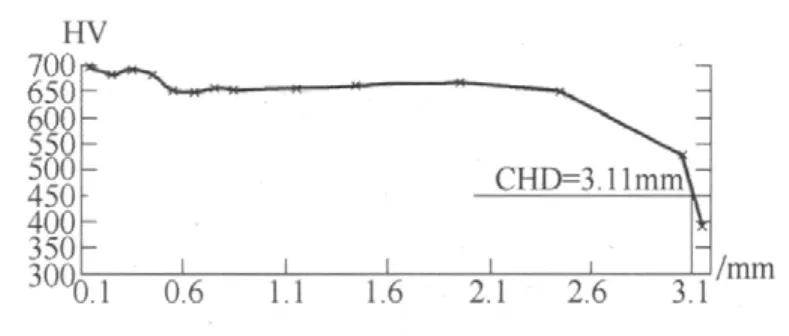
图2 6F组淬硬层深曲线
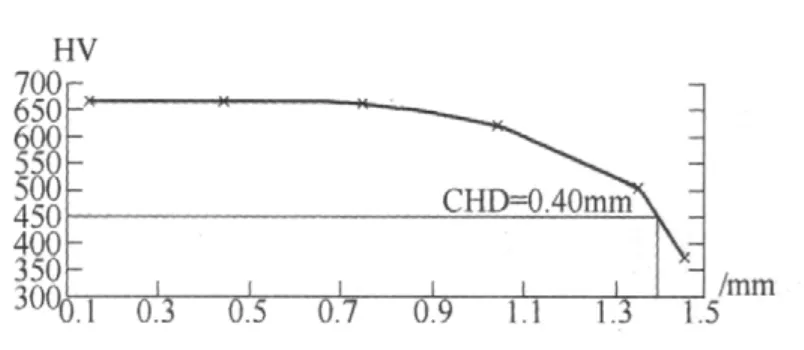
图3 7G组淬硬层深曲线
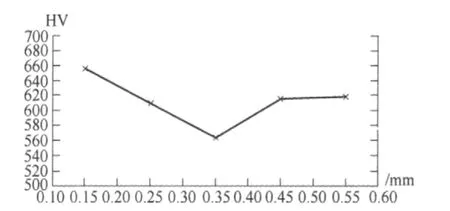
图4 8H组淬硬层深曲线
变形量:抽样数18件,每组各6件,检测数据如表3所示。
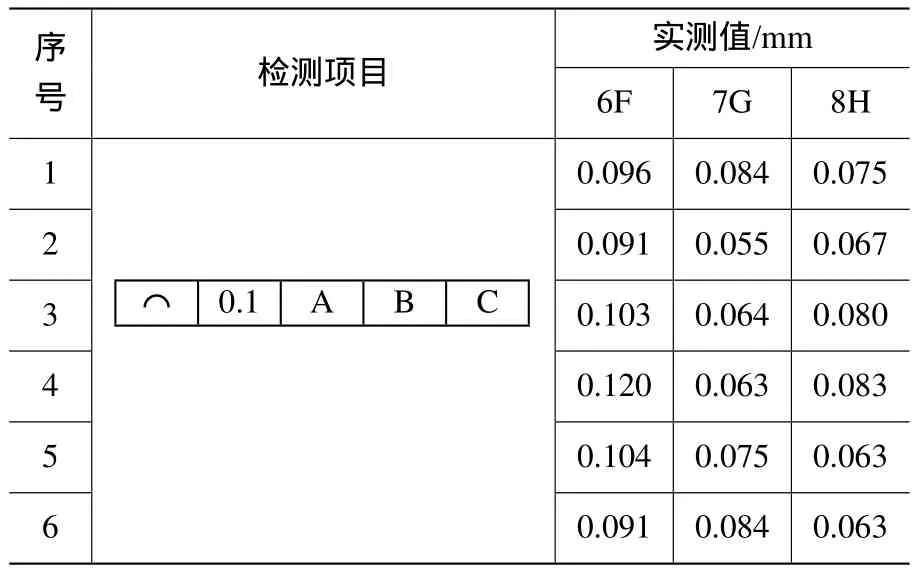
表3 检测数据
5.工艺试验结果分析
(1)齿片在加热过程中均没有出现放电打火的现象。对淬火后的齿片100%外观检查,也没有发现在局部位置有打火烧损的痕迹。
(2)三组样件的表面硬度实测范围为80.1~80.6HRA,完全满足78~82HRA的标准要求,且硬度分布均匀,波动性小。
(3)三组样件的淬硬层深度均能满足DS450HV>0.5mm的标准要求。但8H组淬硬层深度只略深于标准0.5mm的要求,偏于控制的下差,易产生不合格品。6F组层深略偏大,易造成尺寸变形量偏大而尺寸不稳定现象;7G组层深控制最佳,能有效地满足质量要求。
(4)7G、8H组样件轮廓度均在公差允许范围内,6F组样件轮廓度略有超差,过程控制需进行改善。
(20121015)
