防脉纹添加剂在汽车铸件上的应用
2013-08-28济南圣泉集团股份有限公司山东250204赵远明何书恒
济南圣泉集团股份有限公司 (山东 250204) 赵远明 何书恒
生产汽车缸体、缸盖时,进排气道、水套内腔及热节内角部位经常出现较薄的毛刺即脉纹缺陷,因毛刺位置在内腔很难清理,水套腔内脉纹缺陷会阻碍冷却水的正常流动,严重时造成发动机烧缸;进排气道内的脉纹会影响气道涡流特性,严重影响发动机的性能,因此解决脉纹缺陷对于缸体、缸盖等汽车铸件来说至关重要。
一 、脉纹缺陷的产生原因
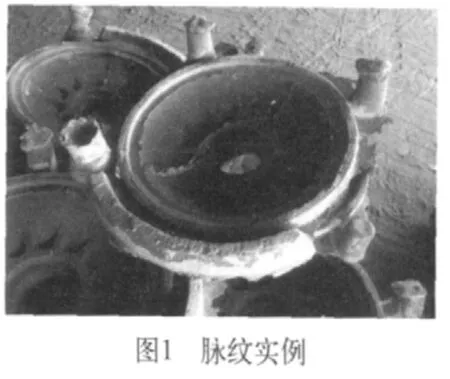
在573℃温度下,石英砂发生晶型转变,从β石英变为α石英,相变膨胀引起的热应力导致砂芯表层开裂,铁液渗入裂纹中形成脉纹。脉纹产生的基本条件,一是相变膨胀产生的热应力大于砂芯表面强度;二是铁液呈液态且具足够流动性。脉纹缺陷就是一种膨胀类的铸造缺陷,生产实例如图1所示。一般认为:①原砂SiO2含量越高,脉纹缺陷越严重。②原砂粒度集中度越高,脉纹缺陷越严重。③浇注温度越高,脉纹缺陷越严重。但浇注温度是根据铸件结构、壁厚确定的,不能随意改变。
凡能减少热应力的因素,提高砂芯高温强度及韧性的因素,以及加速铁液凝固的因素,均会减少脉纹产生。实践证明,树脂砂产生脉纹缺陷的倾向大小顺序依次为:冷芯盒树脂砂→PEPSET树脂砂→覆膜砂→呋喃树脂砂→碱性酚醛树脂砂。
二、解决脉纹缺陷的措施
针对脉纹缺陷所采取的措施,具体可归结为以下几方面。
(1)降低砂芯的膨胀 原砂膨胀是脉纹产生的根本原因,因此降低原砂膨胀是解决脉纹缺陷首先考虑的因素,原砂在高温下存在晶相转变,同时伴随体积的膨胀,如果石英砂经过900℃以上高温焙烧冷却后晶相转变将不可逆,所以原砂再生或焙烧使用会显著改善脉纹缺陷;生产铸铁件时不需要原砂有过高的SiO2含量,达到92%即可,因SiO2含量越高,其热膨胀率越大,一般生产时可尽量使用再生砂。
(2)调整原砂粒度分布 如果原砂粒度过于集中,整体膨胀将体现得更明显,一般采用三筛或四筛砂,汽车缸体、缸盖推荐用粒度为0.355~0.154mm(50/100目)擦洗砂,尽量避免采用粒度为0.224~0.106mm(70/140目)及更细原砂。
(3)提高砂芯的常温、高温强度 在原砂相同的情况下,砂芯强度取决于粘结剂类型及砂芯紧实度,由于冷芯盒是高压射砂,砂芯紧实度高,高温下砂粒的膨胀空间小,所以容易产生脉纹缺陷。
(4)采用特种砂 ①铬铁矿砂主要靠激冷效果防止脉纹,可与石英砂按一定比例混合使用。②锆砂耐火度高,膨胀系数小,但价格较高,很少使用。 ③焙烧砂是将擦洗砂加热到870℃以上,并保温一定时间,使硅砂充分膨胀实现相变,因此焙烧砂又称相变砂。经相变处理后,不仅使膨胀率大幅下降,而且砂粒中的结晶水、有机污染物、碳酸盐及氧化物等经高温焙烧后被大量清除,因此焙烧砂与擦洗砂相比不仅酸耗值低,灼减量和发气量低,含泥量少,更主要的是膨胀率低。不仅能够减少粘结剂加入量,更能有效防止铸件产生脉纹、热裂、粘砂等缺陷,提高铸件精度。④宝珠砂呈球状粒形,表面光滑,无凹凸脉纹。其流动性及填充性好,能得到良好的成型性和铸模强度,溃散性好,易于清砂作业,粘结剂使用量较其他同类型砂有较大的节省,热膨胀率之低与铬矿砂等特殊砂相同,因此生产铸件的尺寸精度高,破裂及表面缺陷少,铸件成品率高。宝珠砂的致密性好,强度高,即使重复再生使用也很少破碎,可减少铸造生产过程中的粉尘对生产环境的污染,再生性好,可减少产生的废物排放,利于环境保护。由于其主要成分是氧化铝,耐火度≥1790℃,能满足铸造各种金属及合金,易于回收,因此对解决内腔烧结和脉纹缺陷是不错的选择。
(5)特种涂料的作用 激冷涂料可以加快铁液冷却凝固,一般适用于汽车铸件,简便易行;对于厚大件来说效果不明显。
(6)防脉纹添加剂 目前,市场上防脉纹添加剂种类繁多,按成分分主要是有机物和无机物,第一是硅酸盐与金属氧化物的混合物,其熔点低,在高温下可与硅砂形成玻璃体填补砂芯裂纹,防止铁液进入裂缝,这种添加剂可做成圆整的粒状,对砂芯强度影响较小,加入量一般为1.0%~5.0%;第二种是有机添加剂,加入量一般为0.3%~1.5%,强度影响比无机物明显,但发气量大。
三、防脉纹添加剂的应用实例
1. AF#2M的防脉纹添加剂
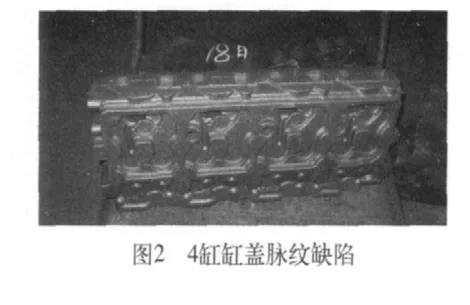
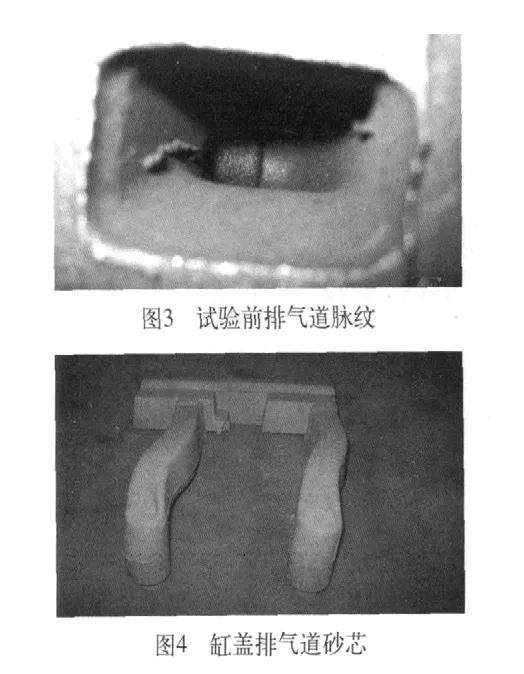
(1)试验零件 4缸缸盖排气道部位有脉纹缺陷,脉纹高度约4~6mm。排气道部位的脉纹缺陷可以用机械清除掉,试验目的主要是验证AF#2M的防脉纹效果,脉纹缺陷如图2、图3所示,排气道砂芯如图4所示。
(1)方案 福建砂粒度为0.355~0.154mm(50/100目),原砂200kg,冷芯盒树脂Ⅰ组分(GP201AK)2.0kg,Ⅱ组分(GP202KT)2.0kg,防脉纹添加剂AF#2M先与原砂混匀。
(2)结果 ①AF#2M添加剂加入0.5%,脉纹毛刺高度下降20%,并且变短。②AF#2M添加剂加入1.0%,铸件中有一半脉纹消失,剩下的铸件脉纹毛刺高度下降50%。③AF#2M添加剂加入1.5%,脉纹缺陷消失。
AF#2M为有机防脉纹添加剂,显著特点是极少的加入量就可降低或避免脉纹的产生,一般建议加入量只占原砂比例的0.5%~1.5%(某一韩资企业在制动盘芯砂中添加这种添加剂0.3%,即解决了制动盘脉纹缺陷)。
2.SQ—1防脉纹添加剂
SQ—1为我公司生产的无机防脉纹添加剂,显著特点是加入量占原砂比例1%~5%时,对树脂砂抗拉强度影响较小,24h强度无影响,2h抗拉强度衰减量低于10%,SQ—1防脉纹添加剂发气量一般在10mL/g左右,成本低。
(1)试验零件 4缸缸体,水道砂芯。试验前水道部位脉纹如图5所示。
(2)方案 福建砂粒度为0.355~0.154mm(50/100目),原砂200kg,冷芯盒树脂Ⅰ组分(GP201AK)2.0kg,Ⅱ组分(GP202KT)2.0kg,SQ—1添加剂分别按不同比例加入原砂并混匀。
SQ—1 加入量2%时,脉纹高度下降15%,脉纹个数仍为4条。
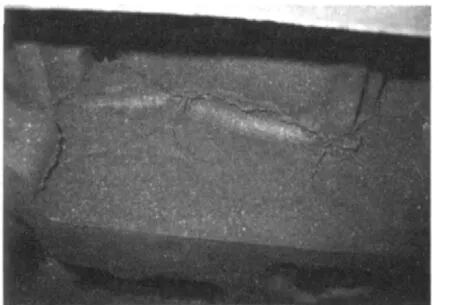
图5 试验前水道部位脉纹
SQ—1 加入量3%时,脉纹高度下降50%,脉纹个数有3条(见图6)。
SQ—1 加入量4%时,脉纹高度下降60%,脉纹个数有2条。

图6 试验件水道部位脉纹
SQ—1 加入量5%时,脉纹高度下降80%,脉纹个数有1条。
SQ—1 加入量6%时,共生产10件,脉纹缺陷消失。
四、结语
汽车铸件脉纹是较常见的缺陷,通过大量实践证明,采取以下几种措施完全能解决问题。
(1)添加防脉纹添加剂SQ—1或AF#2M,简便易操作且成本低。
(2)宝珠砂制芯,原砂成本较高,若能回收再生也是不错的选择。
(3)防脉纹涂料可以去除较轻的脉纹缺陷。
(4)焙烧砂配合宝珠砂按一定比例混合也可解决脉纹缺陷,但如何回收旧砂是需要考虑的问题。
(5)生产汽车铸铁件时最好选择大林砂或围场砂,粒度选择0.355~0.154mm(50/100目),原砂SiO2含量达92%即可。
(20130125)
