HQ高碳铸钢丸在铸造汽车零部件抛丸清理中的应用
2013-08-28山东开泰集团有限公司邹平256217刘如伟张来斌王瑞国姜超西宋庆安
山东开泰集团有限公司 (邹平 256217) 刘如伟 张来斌 王瑞国 姜超西 宋庆安
1.概述
随着中国汽车工业的快速发展,国内汽车用铸铁件、铸钢件产量已位居世界第一,对铸件表面抛丸清理质量的要求越来越高。近几年来,国内许多企业从Disa、PANBORN、Wheelabrator、Rosler、Sintobrator、德国BMD、瑞士GF等公司,引进了大量的自动机械手式、连续通过式、吊钩式及滚筒式抛丸铸件清理设备,具有大叶片、高转速、直连式、抛丸量大、多个抛头,以及工件可自动往复转动等特点,而目前国内厂家生产的铸钢丸使用时破碎率高,寿命短,循环利用率低,除尘量大,铸件清理不干净,清理后颜色发暗,清理速度慢,时常不能满足抛丸清理的需求。为此,山东开泰集团有限公司开发了HQ高碳铸钢丸,并起草了GB/T18838.3—2008涂覆涂料前钢材表面处理喷射清理用金属磨料的技术要求第3部分:高碳铸钢丸和砂,GB/T18838.4—2008涂覆涂料前钢材表面处理喷射清理用金属磨料的技术要求第4部分:低碳铸钢丸,这两项国家标准的制订,满足了铸件对抛丸清理的需求。
2.HQ高碳铸钢丸性能技术指标
利用ERVIN寿命试验机,在61m/s抛射速度下,用0.425mm筛分破碎后的磨料,采用面积法测定HQ高碳铸钢丸S460(1.4mm)的硬度为45HRC,与普通铸钢丸性能技术对比结果见表1,磨损寿命试验结果扫描照片见图1。结果表明:HQ高碳铸钢丸100%替代法的使用寿命可达3000次以上,具有良好的耐磨性,各项技术指标达到了GB/T18838.3—2008涂覆涂料前钢材表面处理喷射清理用金属磨料的技术第3部分的要求。
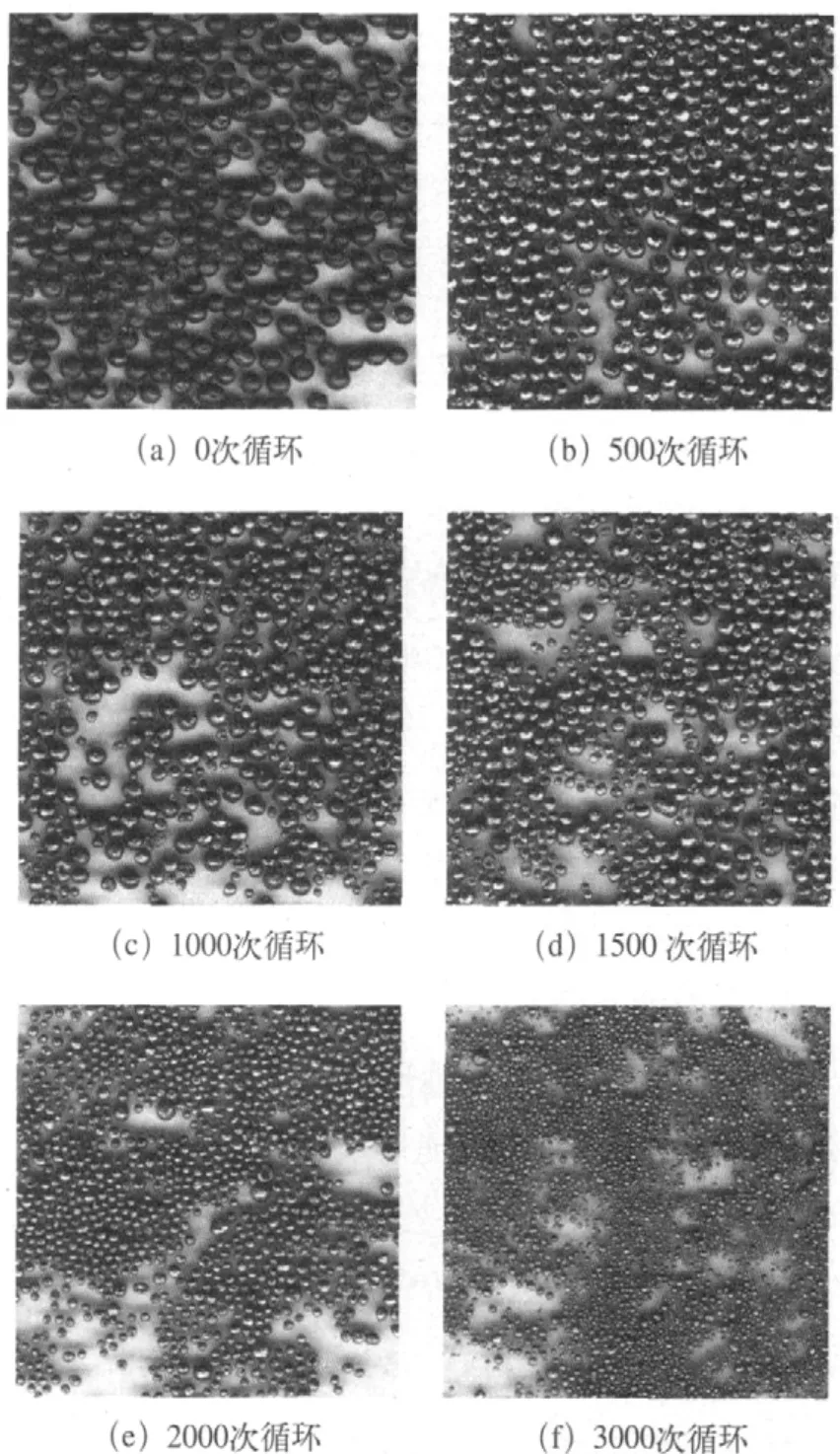
图1 HQ高碳铸钢丸磨损寿命试验结果扫描照片

表1 普通铸钢丸与HQ高碳铸钢丸对比结果类别 普通铸钢丸 HQ高碳铸钢丸原料来源 普通废钢 优质废钢生产工艺 水冲击雾化+直接回火 离心雾化+二次淬火主要化学成分wC=0.85%~1.20%、wMn=0.35%~0.7%、wSi=0.40%~0.8%、wS=0.04%~0.06%、wP=0.04%~0.06%wC=0.70%~1.00%、wMn=0.35%~1.20%、wMo+Ti+Cr=0.05%~0.10%、wSi=0.40%~1.0%、wS=0.020%~0.04%、wP=0.020%~0.04%平均硬度 HRC 38~43 44~46金相组织 回火托氏体+偏析碳化物 回火托氏体+弥散分布碳化物密度/ g·cm-3 7.0 7.5 100%替代循环寿命/次(ERVIN寿命试验机测定) 1500~2000 3000~3400铸件清理后技术指标(要求) 清洁度:Sa2.5级表面粗糙度Rz:25~150μm清洁度:Sa2.5级表面粗糙度Rz:25~120μm清理每吨铸钢件、铸铁件平均磨料消耗量/ kg 10~40 5~20清理速度 慢 快覆盖度 中 大清理后亮度 暗 亮清理综合费用 中 低
3.HQ高碳铸钢丸在抛丸清理中测试
在HQ高碳铸钢丸抛丸清理测试中,最重要的两个技术指标是表面覆盖率和表面粗糙度。表面覆盖率即抛丸清理后表面弹痕占据的面积与要求抛丸面积的比值,当达到100%表面覆盖率时,即相当于非常彻底地抛丸除锈,铸件表面无可见的粘砂、氧化皮、铁锈、烧结层等附着物,任何残留的痕迹仅是点状或条纹状的轻微色斑,即铸件表面清洁度达到Sa2.5级。表面覆盖率或表面清洁度与抛丸清理时间、铸钢丸的颗粒尺寸大小有关。
表面粗糙度即抛丸清理后表面较小间距和微小峰谷的不平度,铸件清理后表面粗糙度可用Ra或Rz两个指标来表示,两者之间的换算关系为:6Ra=Rz,测量时,在达到100%表面覆盖率后,用表面粗糙度标准对样块进行对比评判,或采用触针法粗糙度仪测定。当抛射速度一定时,表面粗糙度与铸钢丸颗粒尺寸大小有关。
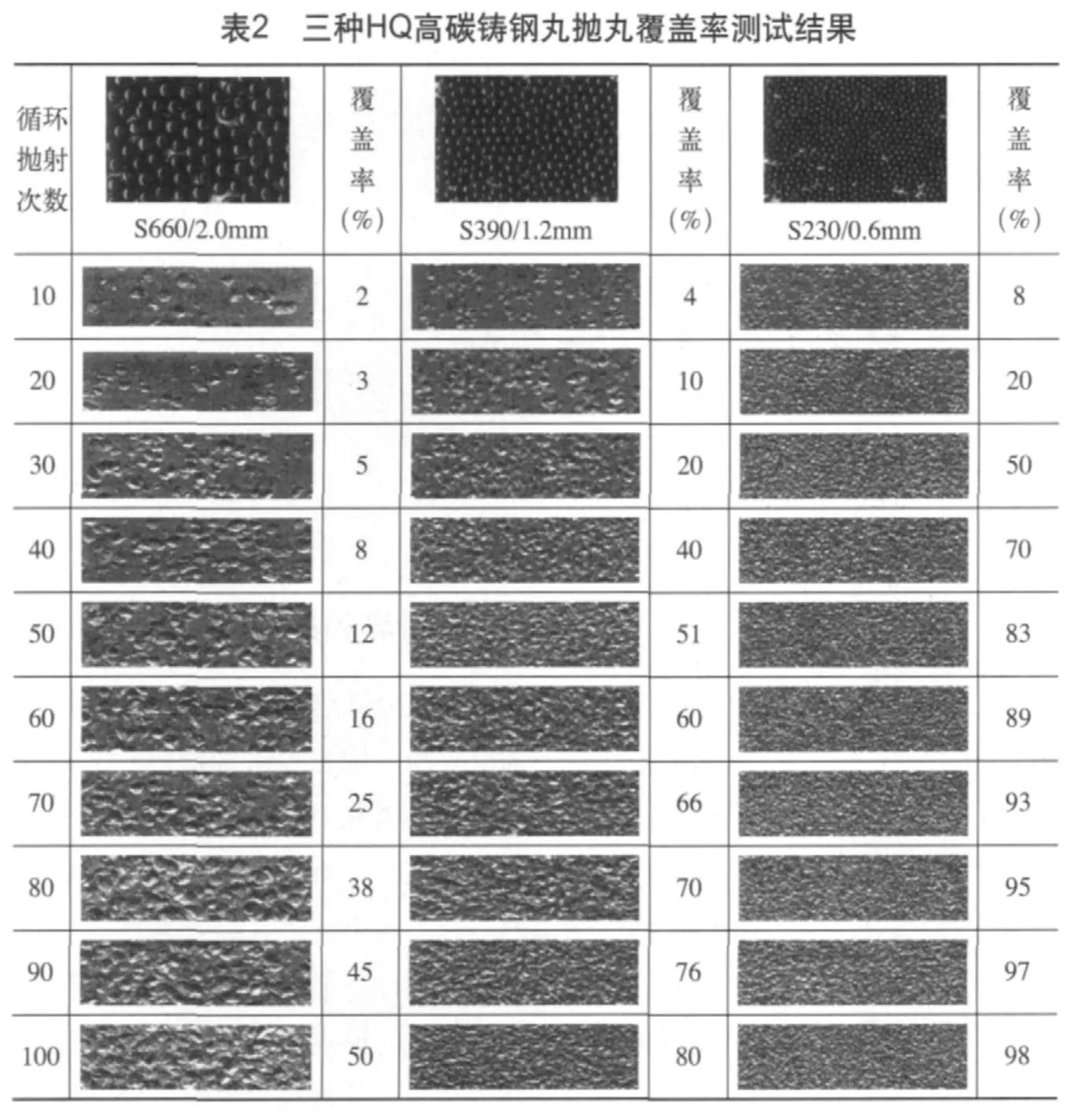
测试中,选用三种不同规格的HQ高碳铸钢丸,在抛射速度为67m/s时,对灰铸铁件表面进行抛丸测试,结果表明:使用2.0mm、1.2mm、0.6mm三种HQ高碳铸钢丸抛丸清理时,等同抛射次数(时间)时,随着颗粒尺寸的减小,表面覆盖率逐渐提高;如50次抛射时,2.0mm、1.2mm、0.6mmHQ高碳铸钢丸的覆盖率分别为12%、51%、83%;100次抛射时,覆盖率分别为50%、80%、98%(见表2);而使用上述三种粒度的HQ高碳铸钢丸抛丸清理达到100%覆盖率时,表面粗糙度Rz值分别为110.25μm、80.98μm、46.23μm,表面粗糙度值随HQ高碳铸钢丸颗粒尺寸的减小而降低(见表3)。
?
GB/T 23576-2009抛喷丸设备通用技术规定:覆盖率达98%时,即可认为是100%覆盖率,两倍100%覆盖率所需时间即认是达到200%覆盖率,表2、表3中,使用2.0mm的HQ高碳铸钢丸与0.6mm的HQ高碳铸钢丸相比,随着抛丸时间的延长,表面覆盖率降低,如100次抛射次数,2.0mm的HQ高碳铸钢丸的表面覆盖率仅为50%,若要达到100%覆盖率则需400次循环抛射,但同时获得的表面粗糙度值也比较高;反之选择使用颗粒尺寸较小的HQ高碳铸钢丸,可获得较低的粗糙度值,较高的表面覆盖率,降低抛丸清理时间。
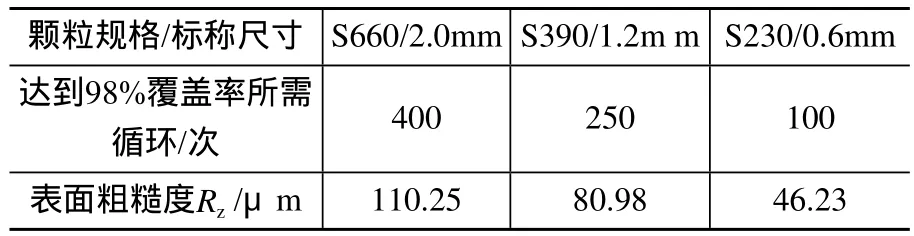
表3 三种HQ高碳铸钢丸抛丸清理表面粗糙度测试结果
4.结语
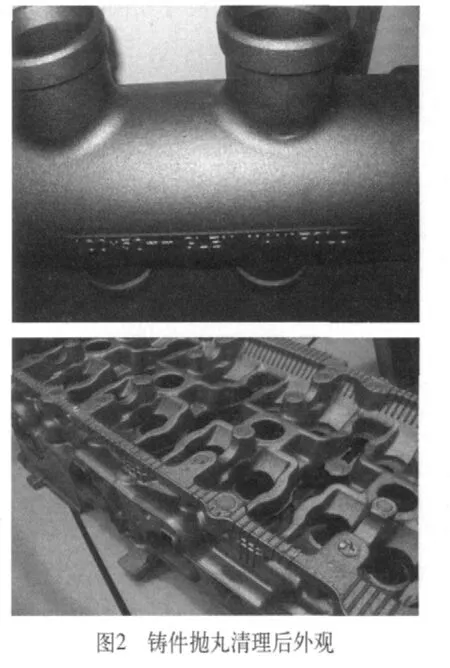
我公司利用先进的工艺装备技术生产的不同规格的HQ高碳铸钢丸,经一汽、高丘六和、三联、重汽、勤美达、泰克西及胜地等国内多家大型铸造企业对不同材质的发动机缸体、排气管、汽缸盖、轮毂、制动盘及管件等铸件进行长期抛丸清理生产的验证,表明清理后铸件表面覆盖率可达100%,表面清洁度达Sa2.5级,表面粗糙度达Rz=30~120μm,完全能够满足相应质量要求,清理后外观见图2,与普通铸钢丸相比,使用HQ高碳铸钢丸可提高能力传递值10%~20%,降低清理时间10%~20%,降低用户生产成本20%~30%,具有节电、降低粉尘污染、保护环境等特点,该项生产工艺装备技术荣获山东省科技进步二等奖。
(20130208)
