酒糟固态发酵成醋的工艺研究
2013-08-07耿丽晶
耿丽晶,张 岩,周 围
(辽宁医学院食品科学与工程学院,辽宁锦州121001)
酿造食醋是以含酒精质的粮食等作物为原料经醋酸菌发酵而成的一种古老的调味佳品。它含有多种有机酸和丰富的氨基酸、维生素和矿物质等,具有多种保健和治疗疾病的作用,如具有恢复疲劳、预防动脉硬化和增进食欲、帮助消化吸收的功能,以及防腐杀菌作用[1-2]。随着科学技术的发展,制造醋的工艺千变万化,其中醋酸固态发酵能够促使食醋产生时产生大量的风味物质,保证了食醋的口感[3]。国内生产食醋所用的原料80%为粮食,在欧洲67%用酒精,7%用葡萄酒,3%用其他原料。目前国内在酒精制醋方面相关研究比较少,酒精制醋的关键问题是营养源的选择问题[4]。白酒糟是固态白酒生产中的副产品,含有比较丰富的粗蛋白和粗脂肪,其蛋白质中氨基酸的组成比较平衡,基本上是全价的,此外还含有大量的酸、酯、醇、羰基化合物等风味物质。目前对其作为饲料应用的研究较多,其次是生产燃料乙醇,都不能更好的对其进行利用。丢掉又是一种极大的浪费,而且容易污染环境[2]。日常生活中的粮食醋口味比较单一,蒸馏白酒后的酒糟就是一笔可观的资源。为充分利用资源,变废为宝,利用酒糟生产食醋,是解决白酒厂综合利用的一条途径,具有一定的意义[5]。
本文采用酸碱滴定法定期对发酵0~170h 酒糟的醋酸含量进行测定,研究了发酵过程中配料比、温度和酒精含量对醋酸产量的影响,并对发酵后的酒糟醋成品进行了氨基态氮含量、醋酸含量、还原糖含量、微生物的测定,旨在为酒糟醋发酵时间的选择和加工原料的利用提供理论依据。
1 材料与方法
1.1 材料与仪器
自家干酒糟(蛋白含量约20%,酒精度约为10%),豆粕,麸皮,食用酒精,醋酸菌。氢氧化钠、甲醛、过氧化氢、磷酸二氢钾、磷酸氢二钾、硫酸铜、酒石酸钾钠、亚甲基蓝、氯化钠 均为分析纯。
恒温培养箱HZQ-X160 上海昂尼仪器仪表有限公司;恒温水浴锅DK-98-11A 天津市秦斯特仪器有限公司;磁力搅拌器YY-78-1 西化仪(北京)科技有限公司;精密pH 计pHS-3B 上海安亭昌吉路;电子天平FA2004N 上海精密科学仪器有限公司;真空抽滤机LA-AP 50 北京同德创业科技有限公司;立式杀菌锅ZQD700 西化仪(北京)科技有限公司;酒精计0~100% VOL 三支组 河北省河间市仪表厂。
1.2 实验方法
1.2.1 工艺流程

1.1.2 操作要点
1.2.2.1 配料 将一定量的干酒糟、麸皮、豆粕,翻拌均匀后,加入500mL 水。
1.2.2.2 蒸煮 将配料放入烧杯中于100℃的水浴锅中进行蒸煮10min。
1.2.2.3 醋酸发酵 将蒸煮后的原料加入酒精,调节酒精度至6.0%。加入一定量醋酸菌,翻拌均匀,迅速密封烧杯,放入27℃恒温培养箱中发酵,定期地测酸度一次,直至酸度不变即醋酸发酵完成。
1.2.2.4 后熟 当酸味刺鼻时,取样化验。酸度超过6%,酒精度0.5%~0.8%时发酵结束,及时加入2%氯化钠,陈放1d。如酸度未达到6%,而酒精度已很低时,可补加一定量的酒精,翻拌均匀,再发酵。
1.2.2.5 抽滤 将成熟后的醋酸倒入真空抽滤机中,结束后,进行杀菌。
1.2.2.6 杀菌 将滤液放入温度为85~90℃的杀菌锅中,维持20 ~30min,迅速降温并加防腐剂,澄清2~4d即可。
1.3 原料发酵的最佳配料比的确定
以酒糟、麸皮、豆粕的配料比为考察因素(见表1),调节酒精度至6.0%,分别添加0.7%的醋酸菌,在27℃恒温发酵100h,根据醋酸产量结果确定最佳原料配比。

表1 单因素实验设计原料发酵的最佳配料比Table 1 Single-factor test design on best ingredient ratio of raw materials fermentation
1.4 酒糟在发酵期间醋酸含量的变化趋势及最佳酒糟添加量
取三份配比为5∶3∶1(酒糟量∶麸皮量∶豆粕量)的原料,按最终酒糟为0%、10%、30%的量添加原料,并加水后,再分别进行实验,调节酒精度至6.0%,添加0.7%的醋酸菌,在27℃恒温条件下发酵,取不同发酵时间段70、80、90、95、100、105、110、120、130h 的醋酸,抽滤后,测量醋酸产量,通过酒糟在发酵期间醋酸产量的变化趋势以确定最佳酒糟添加量。
1.5 最优醋酸发酵的工艺参数的确定
1.5.1 单因素实验设计醋酸发酵的最佳初始酒精度 取三份配比为5∶3∶1(酒糟量∶麸皮量∶豆粕量)的原料,分别采取4.0%、6.0%、8.0%三个初始酒精度进行醋酸发酵,0.7%醋酸菌接种量,27℃发酵100h,通过测定醋酸产量来确定初始酒精度对醋酸产量的影响及不同酒精度下的转化率。
1.5.2 单因素实验设计醋酸发酵的接种量 取五份配比为5∶3∶1(酒糟量∶麸皮量∶豆粕量)的原料,调节酒精度至6.0%,分别采用0.5%、0.6%、0.7%、0.8%和0.9%五个醋酸菌接种量,27℃发酵100h,根据醋酸产量结果确定醋酸菌接种范围。
1.5.3 单因素实验设计醋酸发酵的最佳温度 取五份配比为5∶3∶1(酒糟量∶麸皮量∶豆粕量)的原料,调节酒精度至6.0%,0.7%醋酸菌接种量,分别调节发酵温度为26、28、30、32、34℃五个主发酵温度进行醋酸发酵100h,根据醋酸产量的结果确定醋酸发酵温度。
1.5.4 正交实验设计优化醋酸发酵工艺参数 采用正交实验法考察醋酸菌添加量、发酵温度和初始酒精度三个因素对发酵效果的影响,以发酵液总酸含量为评价指标,优化酒糟醋醋酸发酵工艺条件参数。实验设计的各因素水平见表2。

表2 醋酸发酵正交实验因素水平设计表Table 2 Orthogonal factors level design on acetic acid fermentation
1.6 产品质量指标
感官指标:用10 人对成品进行感官评定。
理化指标:酸度采用酸碱滴定法测定[6-13],根据酸碱中和原理,醋酸的含量(%)=V/V' ×100,其中V为滴定过程中消耗c =0.050mol/L NaOH 体积、V 为样品体积;氨基态氮采用甲醛间接滴定法测定[2];还原糖采用斐林试剂法测定[6]。
卫生指标:参照GB 4789.2-2010 食品安全国家标准食品微生物学检验进行菌落总数测定[14-15];参照GB/T 4789.38-2008 食品卫生微生物学检验进行大肠杆菌计数[14-15]。
2 结果与分析
2.1 配料比的确定
醋酸产量随配料比变化的情况见表3。
由表3 可知,配料比对产酸量的影响幅度不是很大,醋酸产量最低为5∶4∶2 比例的3.48%,最高为5∶3∶1 比 例的4.23%,即 酒 糟 为100.0g/L,麸 皮为60.0g/L,豆粕为20.0g/L,所产醋酸香味丰富,口味柔和,设为最佳比。

表3 配料比对醋酸产量的影响Table 3 Impact of ingredients ratio on acetic acid production
2.2 酒糟在发酵期间醋酸含量的变化趋势
酸度变化曲线图见图1。
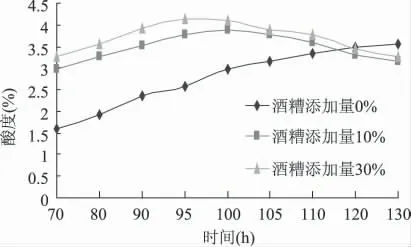
图1 酸度变化曲线Fig.1 Curve of acidity change
由图1 可知,酒糟在发酵期间醋酸产量的变化趋势是醋酸菌进入发酵期,产酸比较迅速。发酵95h后,产酸逐渐趋于平缓,这是因为醋酸菌活力减弱加上酒精挥发,使得醋酸菌可以利用的产酸原料减少,故产酸缓慢。发酵110h 后,酸度降低,这是因为酒精消耗完之后,醋酸菌将产生的醋酸分解,故使得酸度开始降低。
从图1 中的三条曲线可以看出:酒糟添加量为0%的酸度曲线的最低值为1.59%,发酵130h 达到最高值和终值为3.54%;酒糟添加量为10%的酸度曲线的最低值为2.96%,发酵100h 达到最高值为3.89%,终值为3.15%;酒糟添加量为30%的酸度曲线的最低值为3.28%,发酵95h 达到最高值为4.15%,终值为3.27%。添加酒糟量大的发酵比较迅速,但二者在时间上的产酸量差别不大,经过品评统计,添加量10%的酒糟发酵100h 的醋酸口味更加亲和,故选为最佳酒糟添加量。
2.3 最优醋酸发酵的工艺参数的确定
2.3.1 不同醋酸菌接种量对产酸的影响结果 产酸量随接种量的变化情况如表4。

表4 不同醋酸菌接种量对产酸的影响Table 4 Impact of different acetic acid bacteria inoculation amount on acid production
由表4 可知,在0.5%~0.9%的接种量范围内,酒糟发酵的醋酸产量由小增大,但增加幅度逐渐减小,说明醋酸菌接种量越大,醋酸产量越大,但由于实际生产中的经济原因,所以确定醋酸菌的适宜接种量为0.7%。
2.3.2 发酵温度对醋酸产量的影响结果 醋酸产量随温度变化的情况见表5。

表5 发酵温度对醋酸产量的影响Table 5 Impact of fermentation temperature on the yield of acetate
由表5 可知,醋酸产量在发酵温度为26~34℃的范围内呈线性增加,随着发酵温度的升高,醋酸产量也逐渐升高,这是由于醋酸菌最适宜发酵温度范围是30~40℃。为了能够达到实际应用,环境温度过高不易实现,所以本实验醋酸发酵的温度应控制在30℃为宜,温度过低会影响醋酸产量。
2.3.3 初始酒精度对醋酸产量的影响结果 醋酸产量随初始酒精度变化的情况见表6。

表6 初始酒精度对醋酸产量的影响Table 6 Impact of initial alcohol on acetic acid production
由表6 可知,初始酒精度的增加有利于醋酸的产量的增加,醋酸产量随着初始酒精度的增加而增加,加快了发酵的速率。初始酒精度偏低时,醋酸产量较低,发酵速率不高;适宜的酒精度有利于提高醋酸的品质,但是初始酒精度过高时,酒糟发酵能力降低,影响了醋酸发酵的效果,因此酒糟发酵的初始酒精度应该控制在6.0%为最佳。
2.3.4 醋酸发酵的工艺参数的优化结果 正交实验结果见表7 和表8。

表7 醋酸发酵正交实验结果Table 7 Orthogonal test results of acetic acid fermentation

表8 醋酸发酵条件的方差分析结果Table 8 Analysis variance results of acetic fermentation conditions
表7 和表8 结果显示,三个因素对于酒糟醋酸发酵产酸量的影响主次顺序为:B >A >C,即发酵温度>接种量>初始酒精度。酒糟醋酸发酵的最佳工艺因素组合为A1B3C2,即菌种接种量为0.7%、发酵温度为30℃,调整初始酒精度为6.0%,经过实验检测最佳工艺条件发酵醋的醋酸含量为4.98%,并且此时的酒糟醋口感好,风味好。普通食用醋中醋酸的含量在5%左右,本实验利用酒糟发酵所得醋成品含量约为5%,能够满足社会大众需求,具有一定商业意义。
2.4 产品质量指标
感官指标:色泽为棕黄色,澄清透亮;香气为有淡淡的醇香气,无异味;滋味为酸味柔和。
理化指标:总酸(以醋酸计)≥50.0g/L;可溶性固形物≥30.0g/L;还原糖(以葡萄糖计)≥11.0g/L。卫生指标:菌落总数<10cfu/mL;大肠杆菌:未检出;致病菌:未检出。产品符合国家卫生标准。
3 结论
本实验确定酒糟固态发酵成醋的工艺为:酒糟添加量为10%,原料配比为5 ∶3 ∶1,菌种接种量为0.7%,调整初始酒精度至6.0%为最佳,发酵温度为30℃,发酵时间为100h。所得产品香味丰富,口味柔和。
[1]曾波.白酒糟资源的开发利用[J].广东饲料,2009,18(9):33-35.
[2]高晓娟,王君高,王欣,等.酒糟在食醋酿造中的应用研究[J].中国调味品,2010,35(7):45-47.
[3]段冠收,刘军,朱文优.以次粉和麸皮为原料采用前稀后固法工艺酿造食醋[J].中国酿造,2011(9):102-104.
[4]张立强,王慧,王君高.酒精制醋工艺初探[J].中国酿造,2007(7):49-50.
[5]廖湘萍,易华蓉,王久增,等.利用大曲酒尾、酒糟发酵生产食醋的研究[J].中国酿造,2007(6):56-58.
[6]袁美,麻成金,黄群,等.玉米醋酿造工艺研究[J].食品科学,2009,30(5):42-47.
[7]林森,蒋予箭,国建娜,等.醋酸发酵工艺条件优化的研究[J].中国酿造,2008(1):39-40.
[8]Tesfaye W,Morales M L,Garcia-Parrilla M C,et al.Wine vinegar technology authenticity and quality evaluation[J].Trends Food Sci Tech,2002,13:12-13.
[9]Mejias R C,Marin R N,Moreno M V G,et al.Optimization of hesdspace solid-phase microextraction for analysis of aromatic compounds in vinegar[J].J Chrom A,2002,953:7-9.
[10]刘洪祥,王敏,王春霞,等.巴氏醋酸杆菌醋酸发酵工艺的优化[J].中国酿造,2009(3):34-37.
[11]Horiuchi J,Tada K,Kobayasi M,et al.Biological approach for effective utilization of worthless oniness-vinegar production and com-positing[J].Res Cons Recycling,2004,40:99-101.
[12]郭养浩,张雅惠.醋酸杆菌AS1.41 的醋酸发酵动力学特性[J].微生物学通报,1992,19(1):24-26.
[13]余永建.桑葚果醋液态深层发酵工艺的研究[J].中国酿造,2010(11):23-25.
[14]畅功民,宋春雪,张茜,等.糖含量对醋酸发酵的影响[J].中国调味品,2011,36(7):55-57.
[15]关清莲,张健,王长胜,等.高品质暴马丁香花饮料的研制[J].安徽农业科学,2011(8):20.
