响应面法优化超声波辅助提取仿栗籽油工艺及其脂肪酸组成分析
2012-10-27麻成金吴竹青吴丽雅
麻成金,黄 伟,黄 群,吴竹青,吴丽雅
(1.吉首大学 林产化工工程湖南省重点实验室,湖南 张家界 427000;2.吉首大学食品科学研究所,湖南 吉首 416000)
响应面法优化超声波辅助提取仿栗籽油工艺及其脂肪酸组成分析
麻成金1,2,黄 伟2,黄 群2,吴竹青2,吴丽雅2
(1.吉首大学 林产化工工程湖南省重点实验室,湖南 张家界 427000;2.吉首大学食品科学研究所,湖南 吉首 416000)
采用超声波辅助提取仿栗籽油,通过单因素试验和响应面法(RSM)对提取工艺进行优化,并利用气相色谱-质谱联用法测定仿栗籽油的脂肪酸组成。结果表明,超声波辅助提取仿栗籽油的优化工艺条件为以环己烷为提取溶剂、超声工作/间歇时间为3s/1s、超声功率540W、超声时间18min、提取温度60℃、液料比8.6:1(g/mL),在此工艺条件下,仿栗籽油提取率可达94.53%。气相色谱-质谱联用测定结果表明仿栗籽油中富含不饱和脂肪酸,总含量达到70.13%,其中油酸和亚油酸的含量分别为53.95%、16.18%。
仿栗籽油;超声波辅助提取;响应面分析;气相色谱-质谱联用分析;脂肪酸组成
仿栗(Sloanea hemsleyana(Ito) Rehd. et Wils)系杜英科猴欢喜属常绿乔木,在我国湖南、湖北、四川、云南、贵州及广西等省有广泛分布,其中以湖南西部分布最多[1]。仿栗产果量高,成年仿栗树每株可年产种籽15~20kg,仿栗籽含油率在49%~58%,可以用于制备高档食用油与生物柴油原料油,开发利用价值较高[2-3]。超声辅助提取技术是近年兴起来的一种油脂提取分离新技术,具有简便快捷、安全高效、易于实现工业化等优点[4-5]。响应面法(response surfacemethodology,RSM)是解决多变量问题的一种统计方法,利用合理的试验设计,采用多元二次回归方程来拟合响应值与因素之间的函数关系,然后通过对回归方程的分析来寻求最佳工艺参数,以较少试验次数和较短时间对所选的试验参数进行全面研究,在生物化工过程优化中有着广泛应用[6-7]。
目前,国内外对仿栗籽油研究报道较少,国内有人对压榨法、超临界流体法和超声波辅助法提取仿栗籽油进行了研究,胡欣欣等[3]通过正交试验设计对超声波辅助溶剂法提取仿栗籽油进行了研究,但其未考察超声波功率、超声工作时间/间歇时间等因素对仿栗籽油提取效果的影响。本试验探索仿栗籽油提取工艺,通过响应面法优化工艺参数,以求获得更高效的仿栗籽油提取技术参数,并对仿栗籽油的脂肪酸组成进行气相色谱-质谱联用分析,了解仿栗籽油的主要脂肪酸种类和含量,为开发仿栗籽资源提供参考。
1 材料与方法
1.1 原料与试剂
仿栗果实于2011年10月初采摘,风干取出种籽并分离种衣,干燥后粉碎过60目筛,密封保存供试验用,经测定粗脂肪含量为50.17%。
乙酸乙酯、丙酮、石油醚(沸程60~90℃)、环己烷、硫酸等为国产分析纯;甲醇、正己烷为色谱纯。
1.2 仪器与设备
JY92-Ⅱ超声波细胞粉碎机 宁波新芝生物科技股份有限公司;RE-52AA旋转蒸发仪 上海亚荣生化仪器厂;CDE-220E2多功能食品处理机 佛山市顺德区欧科电器有限公司;HH.S精密恒温水浴锅 江苏金坛市医疗仪器厂;GZX-9146MBE电热鼓风干燥箱 上海博迅实业有限公司医疗设备厂;JA2003电子天平 上海民桥精密科学仪器有限公司;7890A/5975C气相色谱-质谱联用仪 美国Agilent Technologies公司。
1.3 方法
1.3.1 工艺流程
仿栗籽→干燥→粉碎→过筛→超声波处理→抽滤分离→减压蒸馏→溶剂回收→干燥→仿栗籽油
1.3.2 仿栗籽油提取率计算
仿栗籽油脂含量测定采用索氏提取法,参考GB/T 5009.6—2003《食品中脂肪的测定》,计算仿栗籽油提取率。

1.3.3 单因素试验
每次试验称取仿栗籽粉末10g,分别对提取溶剂(乙酸乙酯、石油醚(沸程60~90℃)、环己烷、丙酮),超声工作/间歇时间(s)(5/1、4/1、3/1、2/1、1/1、1/2),超声功率(300、350、400、450、500、550、600W),超声时间(5、10、15、20、25、30min),提取温度(20、30、40、50、60、70℃),液料比(3:1、5:1、7:1、9:1、11:1、13:1)进行单因素试验,考察各因素对油脂提取率的影响[7]。
1.3.4 响应面优化试验
在单因素试验基础上,根据Box-Behnken试验设计原理,选取超声功率、超声时间、提取温度、液料比作为考察变量,采用四因素三水平的响应面分析法,以提取率为响应值,对超声波辅助提取仿栗籽油工艺条件进行优化[9-11]。
1.3.5 仿栗籽油的气相色谱-质谱联用分析
1.3.5.1 仿栗籽油甲酯化
称取所得仿栗籽油1mL置于圆底烧瓶,加入0.5mol/L的KOH-甲醇溶液10mL于70℃水浴加热60min,冷却后转入分液漏斗,加入20mL正己烷,摇均匀后静置分层,取出上清液,用蒸馏水洗涤2~3次,加入无水硫酸镁干燥脱水,最后4500r/min离心10min,取上层清液置于瓶中待测[5,8]。
1.3.5.2 气相色谱-质谱联用仪工作条件
气相色谱条件:Agilent 190191S-433型石英毛细管柱(325℃,30m×250μm,0.25μm);载气为高纯氦气(99.999%),柱前压69.8kPa,柱内载气流量2mL/min;100℃开始保持2min,以15℃/min升温到160℃,再以5℃/min升温到250℃保持5min;气化室温度300℃;样品进样量1μL;分流比50:1。
质谱条件:EI离子源温度230℃,溶剂延时4min,电子能量70eV,扫描范围30~500u,分辨率1000。
2 结果与分析
2.1 单因素试验
2.1.1 提取溶剂的确定
本试验通过比较乙酸乙酯、丙酮、石油醚(沸程60~90℃)和环己烷4种溶剂对仿栗籽油提取率的影响来确定较佳提取溶剂。提取条件:超声工作/间歇时间2s/1s、超声功率450W、超声时间15min、提取温度50℃、液料比7:1,结果见图1。由图1可知,环己烷的提取效果最好,故选用环己烷作为超声波辅助提取仿栗籽油的提取溶剂。

图1 不同溶液剂对油脂提取率的影响Fig.1 Effect of extraction solvents on oil yield
2.1.2 超声工作/间歇时间的确定
以环己烷为提取溶剂,在超声功率450W、超声时间15min、提取温度50℃、液料比7:1的条件下,考察不同超声工作/间歇时间对提取率的影响,结果如图2所示。由图2可知,随着超声工作/间歇时间增加,提取率逐渐增大,到3s/1s后趋于平缓,这可能是由于超声波作用时间与超声次数拮抗作用的结果。故选择超声工作/间歇时间为3s/1s进行后续试验。
2.1.3 超声功率对油提取率的影响
超声时间15min、提取温度50℃、液料比7:1,不同超声功率对油提取率的影响如图3所示。
由图3可知,仿栗籽油提取率随超声功率增加逐渐增大,在500W时达最大,随后略有下降。这可能是因为对于一定的频率和发射面,超声功率过大,声压幅值过大,以至空化泡在声波压缩相内来不及发生崩溃,而影响空化效果[11],故选取超声功率500W较适宜。
2.1.4 超声时间对油提取率的影响
超声功率450W、提取温度50℃、液料比7:1,不同超声时间对油脂提取率的影响如图4所示。由图4可知,提取率随超声时间的延长而增大,但提取时间超过15min后增长缓慢,因此提取时间选择15min为宜。

图4 超声时间对油脂提取率的影响Fig.4 Effect of total ultrasonic treatment time on oil yield
2.1.5 提取温度对油脂提取率的影响
超声功率450W、超声时间15min、液料比7:1,不同提取温度对油提取率的影响如图5所示。

图5 提取温度对油脂提取率的影响Fig.5 Effect of extraction temperature on oil yield
由图5可知,仿栗籽油提取率随着温度升高而增大,当温度达到6 0℃时,提取率最高,而后开始下降。这可能是因为温度过高,溶剂的挥发加快,减少了溶剂和仿栗籽粉之间的有效接触面,浸出过程难以稳定,从而造成提取率下降[12-13],因此选择60℃为提取温度。
2.1.6 液料比对油提取率的影响
超声功率450W、提取温度50℃、超声时间15min,不同液料比对油提取率的影响如图6所示。

图6 液料比对油提取率的影响Fig.6 Effect of solid-to-liquid ratio on oil yield
由图6可知,仿栗籽油提取率随液料比的增加呈先增加后减少的趋势,在液料比为7:1(mL/g)时,提取率达到最大值。这是因为当原料量一定时,溶剂用量越大,体系渗透压越大,油脂越容易被提取出来,但如果液料比过大,会增加超声波破碎细胞的阻力,使细胞破碎程度下降,从而降低油脂的提取率[14-15],故7:1(mL/g)为适宜的液料比。
2.2 响应面优化试验
2.2.1 模型的建立与显著性检验
根据Box-Behnken试验设计原理,依据上述单因素试验结果,选取超声功率(X1)、超声时间(X2)、提取温度(X3)和液料比(X4)4个因素,以仿栗籽油提取率(Y)为响应值,设计四因素三水平的Box-Behnken试验。试验因素水平见表1,试验设计方案及结果见表2。

表1 超声波辅助提取仿栗籽油工艺优化Box-Behnken试验因素水平表Table 1 Factors and levels of Box-Behnken design

表2 超声波辅助提取仿栗籽油工艺优化Box-Behnken试验设计方案及结果Table 2 Box-Behnken design and corresponding experimental results
通过SAS软件对表2中试验结果进行回归拟合分析,经二次回归拟合后求得的回归方程为:

方差分析结果见表3。

表3 方差分析Table 3 Variance analysis for the fitted regression model
从表4可知,回归决定系数R2=0.9696,说明响应值的变化有96.96%来源于所选因素的变化,模型修正决定系数R2Adj=0.9341,说明该模型能解释93.41%响应值的变化,回归方程的显著性检验极显著、失拟性检验不显著,说明回归方程的预测值与试验值非常吻合,故该模型可用于仿栗籽油超声波辅助提取试验的理论预测。从方差分析表中各因素的F值可以看出,各因素对油脂提取率影响大小顺序为液料比>超声功率>超声时间>提取温度,且液料比、超声功率和超声时间对提取率影响达到了极显著水平。考察因素间交互作用,由表3可知,超声时间与液料比、提取温度的交互作用达到了极显著水平,与超声功率的交互作用达到了显著水平。
2.2.2 响应面分析与优化
根据回归方程,利用SAS 8.1软件作出交互作用显著双因素的曲面图和等高线图见图7,可以直观地预测响应值以及确定变量相互作用的关系[16]。由图7a可知,超声功率与超声时间交互作用显著,在超声功率一定时,提取率随超声时间的延长而先增加后减小,在超声功率较大时,随着超声时间的延长,提取率增加幅度较大,但超声功率过大、时间过长时,提取率反而降低,这可能是因为长时间的大功率超声导致脂肪分解而影响了提取率。由图7b可知,提取温度与超声时间交互作用极显著,提取温度较低时,提取率随着超声时间的延长,上升幅度较大,温度较高时,油提取率变化平缓,且长时间高温作用时,油脂提取率明显降低,这可能是因为高温导致提取溶剂挥发和油脂分解的结果。由图7c可知,液料比与超声时间交互作用极显著,当液料比较大时,较短的超声时间即可达到较高油提取率,增加幅度较大,这是因为液料比大、体系渗透压大,油脂溶出更快,故可在短时间内达到较好的提取效果。
为了精确计算最佳工艺参数,对回归方程式中4个自变量分别求偏导并使其等于0,解方程可得优化工艺参数:超声功率538.68W、超声时间18.08min、提取温度59.77℃、液料比8.57:1(mL/g),在此优化工艺条件下,仿栗籽油的理论提取率可达95.48%。


图7 各两因素交互作用对仿栗籽油提取率影响的响应面及等高线图Fig.7 Response surface and contour plots for the interactive effects of four extraction parameters on oil yield
2.2.3 最佳工艺确定与验证实验
为检验响应面法优化仿栗籽油提取工艺的可靠性,对优化提取工艺条件进行验证实验,结果取3次平行试验的平均值。考虑到实际操作便利性,将优化工艺参数调整为:超声功率540W、超声时间18min、提取温度60℃、液料比8.6:1(mL/g),在此工艺条件下,仿栗籽油提取率为94.53%,与理论预测值仅相差0.95%,说明运用响应面法优化得到的模型工艺参数准确可靠,应用价值较高。
2.3 仿栗籽油的气相色谱-质谱联用分析结果
对上述试验所得仿栗籽油经甲酯化处理后进行气相色谱-质谱联用分析,测定脂肪酸组成,利用NIST 05标准谱库进行检索,并逐个解析各峰相应的质谱图,采用不做校正的峰面积归一法确定各组分的相对含量。仿栗籽油的脂肪酸甲酯气相色谱-质谱联用分析总离子流色谱图见图8,分析结果见表4。
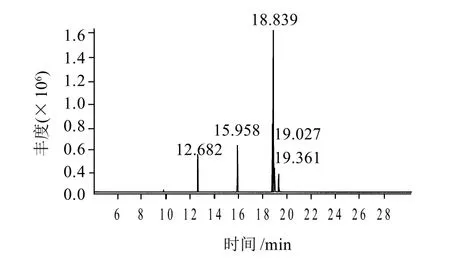
图8 仿栗籽油脂肪酸甲酯总离子流色谱图Fig.8 Total ion current chromatogram of fatty acids in Sloanea hemsleyana seed oil

表4 仿栗籽油脂肪酸的组成及相对含量Table 4 Fatty acids and relative contents in Sloanea hemsleyana seed oil
由表4可知,仿栗籽油中主要含有肉豆寇酸、棕榈酸、亚油酸、油酸、硬脂酸5种脂肪酸,不饱和脂肪酸相对含量达70.13%,其中油酸和亚油酸相对含量分别为53.95%和16.18%。
3 结 论
采用响应面分析法优化了超声波辅助提取仿栗籽油工艺条件,建立了相应的数学模型,模型回归极显著,对试验拟合较好;得到了优化提取工艺条件:以环己烷为提取溶剂、超声工作/间歇时间3s/1s、超声功率540W、超声时间18min、提取温度60℃、液料比8.6:1(mL/g),在此工艺条件下,仿栗籽油提取率可达94.53%,与数学模型的理论预测值基本一致。并对仿栗籽油的脂肪酸组成进行气质联用分析,结果表明仿栗籽油中主要含有肉豆寇酸、棕榈酸、亚油酸、油酸、硬脂酸5种脂肪酸,其中不饱和脂肪酸含量为70.13%,以油酸、亚油酸为主,具有较高的开发利用价值。
[1] 李昌珠, 张良波, 向祖恒, 等. 仿栗生物学特性及果实油脂含量分析[J]. 湖南林业科技, 2008, 35(2): 5-7.
[2] 麻成金, 吴竹青, 傅伟昌, 等. 响应面法优化仿栗籽油超临界萃取工艺[J]. 食品科学, 2010, 31(18): 196-202.
[3] 胡欣欣, 麻成金, 黄群, 等. 超声波辅助萃取仿栗籽油的研究[J]. 江苏食品与发酵, 2008(1): 11-14.
[4] ATHANASIOS C, NIKOLAS G S, DIMITR J D, et al. Comparison of distillation and ultrasound-assisted extraction methods for the isolation of compounds from garlic (Allium sativum)[J]. Ultrasonics Sonochemistry,2006, 13(1): 54-60.
[5] 麻成金, 吴竹, 黄伟, 等. 侧柏籽油的超声辅助提取及其脂肪酸组成分析[J]. 食品科学, 2010, 31(24): 50-55.
[6] LI Quanhong, FU Caili. Application of response surface methodology for extraction optimization of germinant pumpkin seeds protein[J]. Food Chemistry, 2005, 92(4): 701-706.
[7] 单成俊, 周剑忠, 黄开红, 等. 超声波辅助提取黑莓籽油及其脂肪酸组成分析[J]. 中国粮油学报, 2010, 25(5): 62-64.
[8] 邓红, 孙俊, 张媛, 等. 不同方法提取文冠果籽油的GC-MS分析[J].食品科学, 2007, 28(8): 354-357.
[9] 张峰, 仇农学. 响应面法优化超声波辅助提取辣椒籽油及脂肪酸组成分析[J]. 中国油脂, 2010, 33(11): 38-43.
[10] 王敬敬, 麻成金, 曾巧辉, 等. 响应面优化超声波辅助水酶法提取茶叶籽油工艺[J]. 中国食物与营养, 2010, 16(10): 53-57.
[11] 陈芹芹, 李淑燕, 杨阳, 等. 响应面法优化超声波辅助提取苹果籽油的工艺研究[J]. 中国粮油学报, 2010, 25(5): 52-55.
[12] LI Haizhou, PORDESINO L, WEISS J. High intensity ultrasoundassisted extraction of oil from soybeans[J]. Food Research International,2004, 37(7): 731-738.
[13] 仇农学, 高霞. 苹果籽油的超声波辅助提取及理化性质分析[J]. 食品科学, 2007, 28(11): 50-55.
[14] ZHANG Ying, WANG Zhenyu, CHEN Xiaoqiang. Ultrasound associated extraction of seed oil of Korean pine[J]. Journal of Forestry Research,2005, 16(2): 140-142.
[15] 刘雪梅, 王超, 乔旭光, 等. 苹果籽油的超声波辅助提取及成分分析[J]. 中国油脂, 2009, 34(6): 16-19.
[16] TANYILDIZI M S, O..ZER D, ELIBOL M. Optimization ofα-amylase production by Bacillus sp. using response surface methodology[J]. Process Biochemistry, 2005, 40(7): 2291-2296.
Response Surface Optimization of Ultrasonic-Assisted Extraction and Fatty Acid Composition Analysis ofSloanea hemsleyanaSeed Oil
MA Cheng-jin1,2,HUANG Wei2,HUANG Qun2,WU Zhu-qing2,WU Li-ya2
(1. Key Laboratory of Hunan Forest Products and Chemical Industry Engineering, Jishou University, Zhangjiajie 427000, China;2. Institute of Food Science, Jishou University, Jishou 416000, China)
Response surface methodology (RSM) was employed to optimize the ultrasound-assisted extraction of essential oil fromSloanea hemsleyanaseeds. Meanwhile, the chemical composition of the extracted essential oil was analyzed by GC-MS.The results showed that the optimal extraction conditions were cyclohexane as the best extraction solvent, single ultrasonic treatment for 3 s at a power level of 540 W followed by a 1-s interval, 18 min of total extraction time, and 1:8.6 of solid-to-liquid ratio, resulting in an oil yield of 94.53%. The essential oil obtained under these conditions was abundant in unsaturated fatty acids with a total content of 70.13%. The contents of oleic acid and linoleic acid were 53.95% and 16.18%, respectively.
Sloanea hemsleyanaseed oil;ultrasonic-assisted extraction;response surface analysis;GC-MS;fatty acid composition
TS224.4
A
1002-6630(2012)16-0024-06
2012-04-10
湖南省高校创新平台开放基金项目(09K089);林产化工工程湖南省重点实验室开放项目(JDZ201101)
麻成金(1963—),男,教授,硕士,研究方向为食物资源开发与利用。E-mail:machengjin368@126.com
