过氧化氢低温等离子灭菌器的原理与维修
2012-07-19应辉志胡琼陈巍
应辉志,胡琼,陈巍
台州骨伤医院 a.设备科;b.手术室,浙江 温岭 317500
过氧化氢低温等离子灭菌器的原理与维修
应辉志a,胡琼b,陈巍b
台州骨伤医院 a.设备科;b.手术室,浙江 温岭 317500
本文介绍了国产三源CDMJ-100A等离子灭菌器的工作原理和系统结构,并分析和总结了该设备灭菌指示卡变色不良和抽真空异常报警产生的原因及处理方法。
低温等离子灭菌器;灭菌效果不良;指示卡;抽真空异常;电磁阀
过氧化氢低温等离子灭菌是一种高效快速的灭菌方式,并且在灭菌完成后无毒害物质残留,不需特别的通风和排水,同时它还适用于一些对湿热敏感的精密医疗器材的灭菌,因此,有着其它灭菌技术无法比拟的优势,现在国内已得到了较快的推广。
我院使用的是 CDMJ-100A 过氧化氢低温等离子灭菌器,至今已累计使用超3000 锅次,给我院的医疗工作带来很大的便利,但在使用中也出现过各种各样的故障。虽然厂家未提供工作原理流程及电路图,但我们通过不断摸索总结,最终还是解决了这些故障。
1 工作原理
1.1 等离子灭菌的原理
低温等离子灭菌的原理是:在密封的灭菌舱内,加入过氧化氢、汽化并充分扩散。于一定的条件下,在舱壁和内胆电极上加高频电场。此时舱内气体在高频电场的作用下形成等离子体,即氢氧自由基(-OH)、过羟自由基(HO2)、激发态(H2O2)、活性氧原子(O)、活化氢原子(H)等活性成分。这些活性成分以及同时产生的紫外线具有很强杀灭微生物的能力,可在极短的时间内使微生物死亡,以达到对器械灭菌的目的。
1.2 三源低温等离子灭菌器工作原理
三源低温等离子灭菌器的系统简化结构,见图1。以灭菌舱为核心,一块是加液部分,由储液杯、加液器、加液管路组成;另一块是抽真空部分,由泵阀、真空泵、排气过滤组成。以单循环为例,把待灭菌物品放入灭菌舱后,按开机键,系统开启真空泵和泵阀开始抽真空,待舱内气压抽至 700 Pa 时预加一次过氧化氢。加完液后继续抽真空至 120 Pa,开始预等离子放电,此时我们可以在舱体壁上看到有明显的辉光现象。等离子放电完成后,进行第 2 次加液,然后继续抽真空至 100 Pa,此时开始第3次加液。加液完成后,开启补气阀,补入新鲜无菌空气并进入扩散期,让舱体内的过氧化氢充分扩散。扩散期结束后开始下一轮抽真空,同样抽至 120 Pa,开始主等离子灭菌期,等离子期结束后不再加液补气直接回到常压,至此,一个单循环流程结束。双循环就再加一个“加液-扩散-抽真空-放电”流程,以加强灭菌效果。而三循环则是针对特别难灭菌的器械,多加两个这样的流程以达到对器械内部深入的灭菌效果。
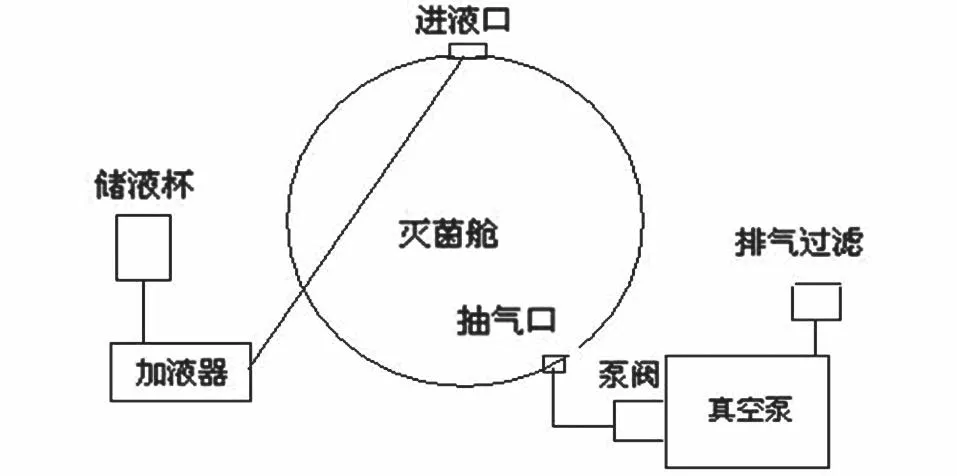
图1 等离子灭菌器系统简化结构
2 故障讨论
由于我院是专科骨伤医院,手术量大,连台手术多,因此每天灭菌的次数和灭菌物品的数量也比较多。在日常操作时,按消毒规范,我们每锅做一次生物监测,每一灭菌物品包内均放入包内指示卡。一般来说,由于生物指示需要 24~48 h 培养才能出结果,因此我们最先能发现的问题就是机器报警停机和包内指示卡变色不良。这也是等离子灭菌器经常会遇到的问题,在此我们将作重点讨论。
2.1 灭菌效果不良
由于一般做的都是三循环灭菌,不管指示卡变色程度如何,生物检测一般都是成功的。因此只讨论指示卡变色不良的问题。指示卡在未灭菌时是蓝色的,灭菌合格后的标准色为紫红色。指示卡变色不良出现时,同一消毒锅次中,有的指示卡变色程度良好,能达到较浅的紫红色,有的却还是深紫红色的,甚至一部分卡上还有蓝色色点。而在正常结果时的标准指示卡却是浅红的,因此,对照之下,如果有数张指示卡变色不好,此时的整批灭菌物都应该算不合格。
关于灭菌指示卡变色不良问题咨询过厂家,厂家答复变色不良的原因主要是灭菌物品放得太多。厂家的说明书只推荐放 10把电刀电凝线,但按其他资料上的标准是 :不得超过 60%~80%。因此,这个装载量是按我们正常使用的经验来操作的,我们正常的装载量都是厂家推荐值的1倍以上,但这样的容积也没有超过 30%。另外厂家答复时还特别提出,指示卡灭菌后只要达到标准色就行,不能过分要求变色达到什么程度。这样的答复虽然有道理,但很难接受,因为同样多的灭菌物品和同样的三循环操作,在以前正常时做出的指示卡变色良好。经多次仔细观察灭菌过程后,发现问题可能出在以下几方面。
2.1.1 灭菌袋内指示卡的放置位置有问题
由于指示卡是放在灭菌袋内的,灭菌袋一面是纸质,另一面的透明塑料的,因此,指示卡一般都放成指示面朝着透明层。这样,由于灭菌时是抽真空状态,灭菌袋内的空气几乎被抽光,指示卡贴在了塑料层。因此,在等离子期的活性灭菌物质难以充分与指示卡上的染料接触,造成了指示卡变色不良。具体表现为,在电刀电凝线上,可以清楚地看到指示卡上被线压着紧贴塑料面的部分变色要差些,而指示卡上没被压着的部分变色要好些。
2.1.2 过氧化氢加液不良
灭菌成分的来源是过氧化氢,如果实际加液量不够肯定会影响灭菌效果。但这个故障原因则可能性很多,大致可分为是加液管路阻塞和加液器电磁阀不良。针对加液管路阻塞问题,清理管路中的杂物十分必要,比如加液时带入铝膜碎片。而电磁阀不良问题,可以拆下看是老化所致,还是有阀内部或者线路故障。
2.1.3 过氧化氢浓度不够
因为瓶装的过氧化氢是密封的,因此在储存期内不考虑浓度降低的可能。但是在加到机器的储液杯后,由于不能做到完全密封以及受机器自身产热的影响,放置一段时间后,过氧化氢的浓度会降低,分解成水和氧气:2H2O2→ 2H2O+O2。而低浓度的过氧化氢则会导致实际加入量不够,造成在等离子期产生的活性灭菌物质不足,继而出现指示卡变色不良。针对此情况,可排尽储液杯内残液,重新加入新的过氧化氢即可。
2.1.4 泵阀故障
在设备运行中,出现过一次泵阀关不严。当时接到报修是指示卡变色不良,但检查后未发现有操作上问题,经仔细观察灭菌过程中系统的状态,发现扩散期时舱内压力在下降。扩散期的作用是在舱内保持稍低于大气压的压力,以利于过氧化氢能充分地扩散到舱内每个角落。由于泵阀关不严,在扩散期如果还在抽真空,过氧化氢会被抽走,等到下一次放电时产生的活性物质就会减少,进而导致灭菌效果不良。拆下泵阀,发现是泵阀内密封圈脱落,造成阀芯卡住,关闭不严,重新装配好后一切正常。
2.1.5 灭菌物品太多或太脏
这是操作问题,在清洗器械时需认真规范操作,并且装载物品也不能过多。
综上所述,得出以下结论:过氧化氢的实际加入量和待灭菌物品都是影响指示卡变色的重要因素。
2.2 抽真空异常
三源等离子系统出现最多的故障报警就是抽真空异常,其主要原因有以下几方面。
2.2.1 待灭菌物品不干
如果待灭菌物品不干,加上系统在抽真空时,灭菌物品还在不停的蒸发水汽,真空值难以下降,这样就出现抽真空异常。所以,待灭菌物品一般都得先低温烘干后再放入灭菌舱内,不过管腔物品如果用烘干处理后,还有会一些水珠存在,因此得先尽量用气吹干。
2.2.2 设备故障
(1)真空泵磨损后会造成抽真空能力下降,解决这种故障,需拆开真空泵检查,更换内部磨损部件。
(2)泵阀开启不良会造成抽真空异常的情况。抽真空时,在泵阀里通过的是过氧化氢气体和灭菌舱内的杂质物,而泵阀是金属材料,时间久了,会生成较多的氧化物,这些脏物会影响泵阀的正常开关。拆下泵阀清理后,如果能正常开关,尚可继续使用,否则需更换新泵阀。
(3)灭菌舱门密封圈老化及脏污也会影响抽真空,因此需勤擦玻璃柜门及密封圈,避免污物粘在上面造成漏气,并注意检查密封圈的老化程度。
以上说的是真正的抽真空异常,这样的检修比较容易,在此有一个简单的方法可判断是否真是此类情况。在出故障时,先取出全部灭菌舱内物品,空载运行单循环测试,如果测试时舱内压力能在 8 min 内迅速下降至 120 Pa,并进行下一步等离子放电就证明抽真空能力正常。
2.2.3 硬件问题造成虚假抽真空异常
(1)真空规管的校准。这种故障非常复杂,最初是真空规管老化损坏,更换后灭菌物品稍放多一些偶尔就报抽真空异常,如果物品放入少就没问题。在使用观察中发现,正常时的气压值比更换真空规管前大。经查找资料,发现所换的真空规管是皮氏真空规管,在安装后得做校正。由于更换后没有做校正,造成全部压力点偏上。假设真实压力与测量数值是一个线性关系,现在这条线的校准基点在这条线的压力控制值已全部偏离。与厂家技术部沟通确认后,经重调内部控制盒校准,故障解决。
(2)加液器问题。三源公司的加液器采用的是电磁阀定容计量,这种加液器设计简单,但加液过程比较复杂。使用中出现过一次报抽真空异常,但检查后发现抽真空能力正常。经深入检查,发现是加液电磁阀关闭不严。在舱内压力值比较低时,大约每 1 min 就会有一小段液体被吸入灭菌舱,舱内压力就会上升一些,因此造成真空总是抽不下去,到了报警时限就报真空异常。拆下电磁阀检查,发现内部有一铁屑,刚好卡住阀芯,清除铁屑后,故障排除。
2.3 其他故障
如断路器跳闸、保险丝熔断、门开不出、屏变色等,都是偶发性的故障,且故障现象比较直观,故障处理也比较容易,在此不作深入讨论。
3 结束语
在维修中,我们深刻感到现代医疗设备发展之迅速,运用了很多的新的技术和特殊配件,可是制造厂家给的维修手册却越来越简单,这给设备的维修带来了很大的困难。因此,我们只有在平时努力学习各种新知识,尽力掌握设备工作原理,同时,在维修中仔细观察故障现象、认真分析故障原因,这样才能更快更好地排除故障,为医院工作的开展保驾护航。
[1] 金富琴,韩文忠.过氧化氢低温等离子灭菌器在手术室的应用[J].中国医疗设备,2011,26(9):103-104,118.
[2] 孙伟.低温过氧化氢等离子灭菌系统的工作原理及偶发性故障分析[J].医疗装备,2011,24(4):20-22.
[3] 孙静,彭彦孟,李洪.等离子体灭菌运行过程与常见故障[J].医疗卫生装备,2007,28(9):68.
[4] 孟月冬.低温等离子体灭菌技术[J].中国医疗器械信息,2004, 10(5):4-6.
[5] 林玉兰.过氧化氢低温等离子体灭菌器程序中断的原因及处理[J].中国消毒学杂志,2007,24(5):457.
[6] 叶美英,王慧.低温等离子体灭菌器效果观察[J].中国消毒学杂志,2006,23(3):268-269.
[7] 张梅,张文静,杨雪霞,等.常压低温等离子体灭菌消毒技术[J].中国医学物理杂志,2006,23(6):427-431.
[8] 张梅,张文静,钟方川.常压低温等离子体灭菌实验装置研究[J].医药工程设计,2007,28,(20):8-10.
Principle and Troubleshooting for H2O2Low Temperature Plasma Sterilizers
YING Hui-zhia, HU Qiongb, CHEN Weib
a.Equipment Department; b.Operating Room, Taizhou Osteopathy & Traumatology Hospital, Wenling Zhejiang 317500, China
TH771
B
10.3969/j.issn.1674-1633.2012.09.050
1674-1633(2012)09-0153-03
2012-03-04
作者邮箱:yhz-lz@163.com
