超厚不锈钢封头的压制成形
2012-06-23陈春雄许向东乐永星
陈春雄,许向东,乐永星
(上海电气电站设备有限公司电站辅机厂 上海 200090)
1 概 述
欧洲第三代压水堆(Europe Pressure Reactor)简称EPR,作为世界上具有代表性的新一代核电堆型,是由国际核能公司(NPI)、德国西门子公司(SIEMENS)和法国法玛通公司(FRAMATOME)及法国电力公司(EDF)联合开发设计的,与美国西屋公司开发的AP1000并称第三代核电技术。
国内台山EPR项目的单台装机容量可达1750MW,是目前世界上单台容量最大的核电机组。
台山项目中的安注箱按法国RCC-M2007标准设计、制造,是目前国内核电项目中厚度最大的不锈钢安注箱,设计厚度达到82mm。
该设备为立式容器,见图1所示。该立式容器由上椭圆封头、下封头组件、筒体、裙座、人孔、吊耳、拉杆以及接管等零部件组成,属于核电站一回路辅助系统中的安全注入系统。其主要功能为:(1)当一回路系统破裂引起失水事故时,安全注入系统向堆芯注水,用水淹没堆芯进行冷却,防止堆芯熔化;(2)当主蒸汽管道发生破裂时,反应堆冷却剂由于受到过度冷却而收缩,稳压器水位下降,安全注入系统向一回路注入高浓度含硼水,重新建立稳压器水位。迅速停堆并防止反应堆由于过冷而重返临界状态。
2 超厚不锈钢封头成型工艺
根据设备结构及参数要求,该设备椭圆形上封头的最小壁厚为82mm,内径为2936mm,内高为774mm。椭圆形下封头的最小壁厚为82mm,端口内径为2650mm,内高为404mm。封头材料牌号均为Z2CN19.10(控氮),其材料的化学成分及力学性能数据,见表1、表2所示。

图1 安注箱示意图

表1 奥氏体不锈钢Z2CN19.10(控氮)的化学成分 %

表2 控氮奥氏体不锈钢Z2CN19.10(控氮)的力学性能
封头的加工主要有冷、热冲压成形,冷、热旋压成形等方法。在国内核电设备的建造中,对于奥氏体不锈钢封头的加工成形,需考虑到奥氏体不锈钢材料的特殊性。制造时,通常避免采用热加工成形,而利用冷加工成形的工艺。该安注箱封头的毛坯厚度达90mm,如采用冷加工,对设备能力、模具强度等方面的要求更高,因此,只能选用合适的热成形工艺。
由于封头板材交货时的热处理状态为固溶热处理状态,而该封头需采用热压成形,选用的加热温度超过封头材料的奥氏体相变温度,达此温度才能出炉压制。材料经高温加热后,将改变该种材料的热处理交货状态,要恢复材料的力学性能,必须重新进行固溶热处理。因此,经二次加热过程后,防止该不锈钢封头材料的晶粒粗大和力学性能降低,成为一个新课题。
防止不锈钢材料的晶粒粗大和力学性能降低,实际上就是防止不锈钢材料在热处理过程中出现过热和过烧现象。热处理时,如果加热温度过高或保温时间过长,不锈钢材料的晶粒会变得粗大。粗大的奥氏体晶粒会导致材料韧性降低,脆性转变温度升高,增加淬火时的变形开裂倾向。有过热组织的不锈钢材料,需重新进行加热固溶处理,虽能使奥氏体晶粒细化,但有时仍出现粗大颗粒状断口。加热温度过高,不仅引起奥氏体晶粒粗大,还使晶界局部出现氧化或熔化,导致晶界弱化。材料过烧后力学性能严重下降,淬火时易形成龟裂。过烧组织无法恢复。在加工中必须避免发生过热和过烧现象。鉴于这些原因,在热处理的加热过程中应缓慢加热,保证钢板能均匀受热,同时限定加热的最高温度,缩短保温时间,减少材料在高温区的停留时间,避免出现过热及过烧现象。
该安注箱封头的制造验收按照RCC-M3312标准进行,在封头坯料下料时,根据钢板的轧制方向,在钢板的两端设置了封头母材见证件试样板,试样板将与封头同炉一起进行热处理。
由于不锈钢封头的坯料板壁较厚,且该种Z2CN19.10控氮不锈钢板是宝钢首次生产的国产化材料[1],受技术条件限制,钢厂无法生产出大门幅的钢板,因此,需拼焊封头坯料。根据不锈钢焊接工艺的要求,拼焊之后无须进行焊后消应力热处理,但不锈钢厚板拼焊后的应力较大,对于后期的封头压制会产生影响。为保证封头最终的压制成形,仍进行了消应力热处理。在加热时,将坯料板随炉加温至300℃,再以≤60℃/h的升温速率,升温至550℃。采用这种热处理工艺,可消除坯料板拼接后所产生的应力[2],同时也可以使整块坯料在炉膛内得到充分均热,使坯料表面与内部的温度更均匀。然后,再以≤220℃/h的升温速率,升温至1050℃+30℃,再保温90min。为防止坯料保温时间过长,每炉只能加热1块封头板,且该封头板所对应的试板须与封头料板一并进炉加热,以保证后续试验的一致性。
在加热前,应在封头板中心及封头边缘布置热电偶监测点,每块试板上也放置1个热电偶。对炉温的控制以封头板中心点所测的热电偶温度为准。周边各点与中心点的温差不超过55℃,以封头板的热电偶显示数值为准。封头热压前的加热曲线,见图2所示。

图2 封头热压前的加热曲线图
封头压制前,应对压机的压边圈及上模具的表面进行清洁处理。对不锈钢板表面进行吹扫,去除垃圾及颗粒性杂物后,再将封头坯料送进炉内加热,这样可有效避免热压封头的表面出现缺陷。
达到预定保温时间后,将坯料板从加热炉内取出,迅速置于模具上,一次压制成形,见图3所示。从出炉至压制完成,应使整个过程迅速连贯,可用红外仪进行测温,终压温度控制在860℃。封头热压成形后,采用自然冷却方式冷却至室温。

图3 封头压制示意图

图4 封头固溶处理曲线图
3 固溶热处理
为了使最终成品封头材料达到原有的性能要求,需要对压制成形后的封头进行一次恢复性能热处理,即固溶热处理,使封头材料恢复到板材的交货状态。
在恢复性固溶热处理前,为了避免封头在热处理过程中产生热变形,影响封头的尺寸和形状,应预先装好封头的防变形加强环,见图5所示。加强环材料选用与封头板膨胀系数相同或相近的材料,并焊于成形封头的端口,起到加固和防变形的作用;同时,在加强环周围均布装焊吊耳,方便热处理过程中的吊运。封头试板也临时固定于加强环上,试板应均匀布置于封头周边或对称布置于封头两侧,与封头同时进炉热处理,出炉后一同入水冷却。
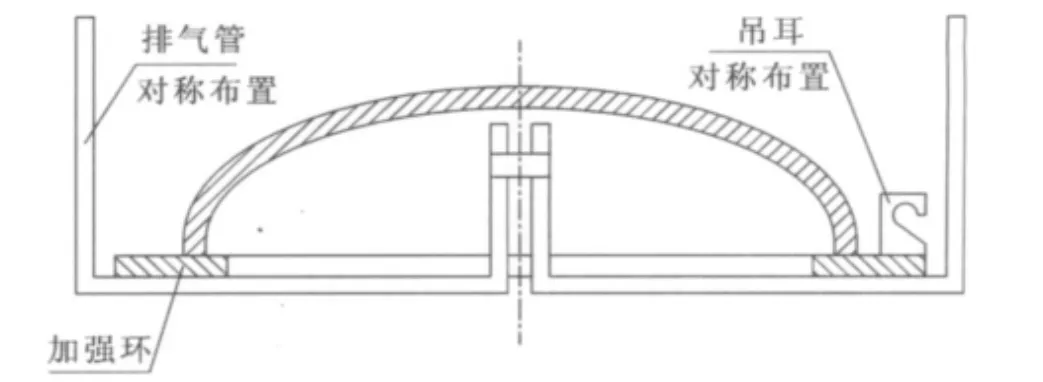
图5 固溶处理前的工装图
封头以自由状态垫平后装炉,随炉加温至300℃,再以≤220℃/h的升温速率升至1050℃+30℃,保温90min。在加热过程中,封头中心及封头边缘均布置电偶,每块试板上也放置1个热电偶,保证各点温度均匀可控。温度控制以封头中心点的热电偶为基准,周边各点与中心点的温差不超过55℃,封头固溶处理曲线见图4
封头冷却时入水方式的不同,容易造成封头冷却过程中的变形。如果采用竖直状态入水,可能因冷却不均产生变形。为减小已压制封头的变形,采用开口朝下的入水状态是一个比较理想的冷却方式。入水时,为保证封头的充分冷却,封头内部必须进行排气处理[3]。在加强环上安装3根或4根直径较大的排气管用于排气。利用加强环上吊耳或直接用板勾吊起封头,从热处理炉的炉车上水平地吊至水箱并浸入水中进行冷却。
在降温冷却过程中,为了使封头温度能够迅速穿越不锈钢的敏化温度区,在达到预计保温时间后,将封头从加热炉内取出迅速水冷。为确保封头的充分冷却,预计冷却水的水温在热交换过程中将从20℃上升至50℃,而封头温度将从1050℃下降至50℃,对冷却过程所需的冷却水量进行了估算:
Q=CM△T
Q吸=4200×M×(50-20)
Q放=500×7500×(1050-50)
根据Q吸=Q放,得:M=29762kg
为确保冷却效果,采用了增大温差、增加水量、促进流动等方式。水箱注水前,预先设置冰块并固定在水箱底部,然后再注水,使封头入水前水箱内水的温度远低于环境温度,从而使封头能够获得更大的温差;水箱需有足够的高度,其冷却水水量不少于80t,封头浸没水中时,封头的顶部距离水面至少为1500mm,确保冷却均匀;为促进冷却水充分流动,水箱底部中设置多个位置参差的进水口,出水口设置在水箱上端。进水时,注入的水具有一定的水压,使冷却水以特定的速度旋转流动并从水箱上部流出,及时降低水箱中水的温度。
实际操作中,封头出炉至入水的时间约5min;封头入水前,采用红外仪测温。经测量,封头入水时的温度为960℃。封头的出水温度必须小于300℃。该封头冷却后,封头的出水温度为80℃左右。
4 性能检测
封头完成固溶热处理后,对试样板进行各项性能检测,力学性能的检验结果,见表3所示。

表3 力学性能试验结果
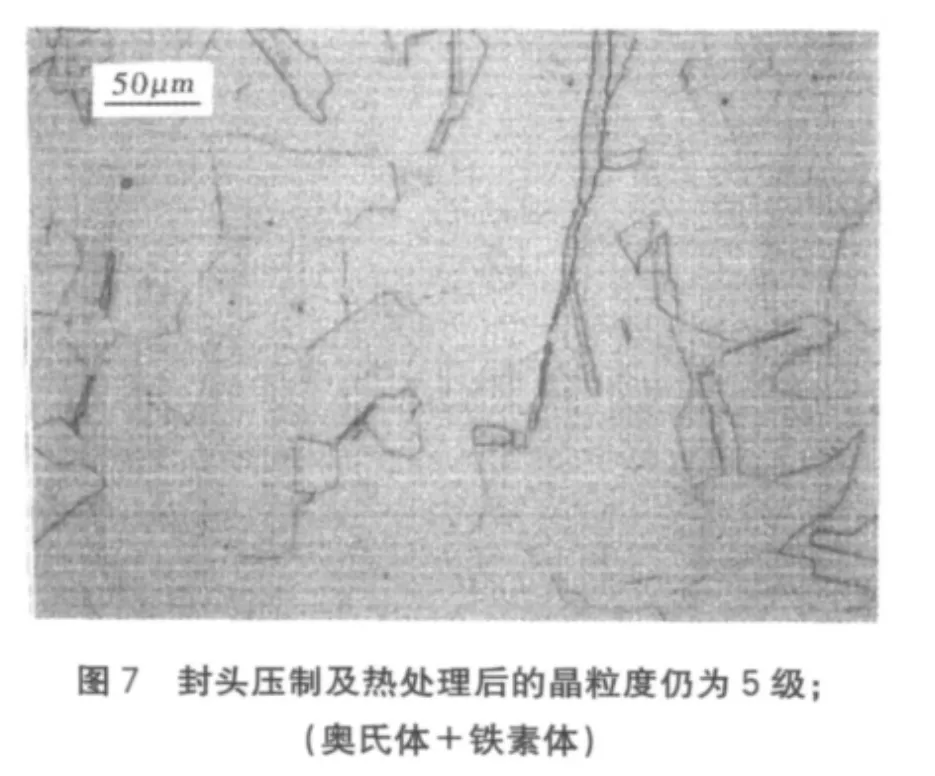
使用200倍的显微镜,对热处理前、后的母材晶粒度和组织进行对比。热处理前钢板母材的金相图,见图6所示;热压及固溶处理后的金相图,见图7所示。对比后,没有发现金相组织变化和晶粒度粗大。

5 结 语
经过工艺论证和具体实践,证明了对料坯加热温度的控制及固溶热处理工艺都是有效的。采用这种大厚度控氮不锈钢封头的压制工艺,能有效地防范成形过程中可能出现的晶粒粗大和材料力学性能降低的风险。
[1]淮凯文.Z2CN19-10(N)奥氏体不锈钢超厚超重板材的开发[J].宝钢技术,2011(4).
[2]周金枝,钟斌.用热处理方法消除奥氏体不锈钢焊接残余应力[J].湖北工业大学学报,2007,22(4).
[3]陈时东.奥氏体不锈钢封头的固溶处理[D].2003.
