氧化锆陶瓷超声辅助磨削材料去除机理试验研究*
2024-04-14崔方方李奇林
崔方方 丁 凯 刘 盛 李奇林 何 斌
(①江苏理工学院汽车与交通工程学院,江苏 常州 213001;②江苏理工学院机械工程学院,江苏 常州 213001)
氧化锆(ZrO2)陶瓷具有高硬度、低密度、良好的抗热冲击和抗氧化性能,在生物医疗[1-2]、电子装备[3]以及航空航天[4]等领域具有广泛的应用。但由于其高硬脆性的特点,使得磨削加工时磨削力大,导致表面/亚表面易产生微裂纹等缺陷[5],致使加工表面质量难以满足工程应用要求,一定程度上限制了ZrO2陶瓷在相关领域的工程化应用。
超声辅助磨削是将超声振动作用施加于磨削过程的复合加工技术[6-9]。相关研究表明相比于普通磨削,超声辅助磨削可有效降低磨削力、改善表面质量,尤其适用于加工硬脆材料[10-11]。先进陶瓷材料磨削加工时,工件表面的材料去除机理直接决定了工件表面质量。与普通磨削相比,在超声辅助磨削过程中,工具、工件之间的作用状态发生了变化,由原来的持续接触式磨削转变为高频次冲击表面的断续磨削,与此同时材料去除机理也必然发生转变。梁志强[12]等对不同频率与振幅下的Al2O3陶瓷材料进行了仿真研究,并进行了验证试验,结果表明在超声振动条件下,施加的超声作用越强,工件表面裂纹的扩展范围逐渐增加但扩展速度明显减弱,这有利于扩大加工过程中的塑性去除范围。Zhou M等[13]采用金刚石压头对BK7 及JGS1 玻璃开展了超声辅助刻划试验,认为超声振动作用可显著增大玻璃材料的脆-延转变临界切厚,因此超声辅助磨削更易于实现延性域磨削。尤佳旗等[14]针对氧化锆陶瓷加工过程的损伤情况提出了一种新的表面损伤模型,综合考虑磨削用量、砂轮形貌、工件性能和磨削力等对表面损伤的影响,并进行了试验验证。整体而言,现有报道主要研究了定磨削深度条件下超声振动作用对表面质量、材料去除机理的影响,而对端面磨削过程中变磨削深度条件下材料去除机理的转变过程及磨削力变化规律有待进一步研究。
针对上述问题,本文采用钎焊磨头,在振动方向垂直于工件表面条件下采用工具端面对ZrO2陶瓷开展普通磨削与超声辅助磨削对比试验,通过材料去除机理、磨削力及磨削比能进行对比分析,研究变磨削深度条件下超声振动作用对ZrO2陶瓷材料去除机理的影响规律。
1 超声辅助磨削运动学分析
超声辅助磨削时,金刚石磨头工作层磨粒以高速旋转的同时沿工具轴向进行超声振动,并以固定速度沿工具径向做进给运动,其运动方程如下:
式中:D为金刚石磨头直径,mm;ω为磨粒角速度,rad/s;vf为进给速度,mm/min;f为超声频率,kHz;Am为超声振幅,μm;t为时间,s。
根据式(1),采用Matlab 绘制得出超声辅助磨削时单颗磨粒的运动轨迹为空间正弦曲线,如图1 所示。而普通磨削时单颗磨粒的运动轨迹为一平面曲线,二者之间有显著的差异,并将导致两种加工方法在磨削加工表面形貌、磨削力等方面具有明显的区别。

图1 超声辅助磨削单颗磨粒运动轨迹
2 试验
2.1 试验设备
普通磨削与超声辅助磨削试验均在TOM-850A 型立式加工中心上进行,其主轴最高转速为8 000 r/min。图2 所示为超声辅助磨削试验装置实物图,该装置主要由超声电源、原边供电系统(含初级线圈)和超声刀柄三部分组成。其中,原边供电系统采用螺钉侧面顶紧的方式固定在机床主轴上,并通过电源线与超声电源相连。金刚石磨头通过弹簧夹头与螺帽安装在超声刀柄上,试样采用石蜡黏结在金属粘板上,并通过夹具与测力仪相连接。进行普通磨削试验时,通过超声电源控制面板将其关闭即可。

图2 试验装置
2.2 工具与试样
试验采用的工具为钎焊金刚石磨头,如图3 所示。其中,夹持端直径为10 mm,工作端直径为15 mm,磨粒粒径约为140 μm。试验时采用磨头端面进行切入式磨削,超声振动方向垂直于工件表面。

图3 钎焊金刚石磨头
试样材料为ZrO2陶瓷,试样尺寸为50 mm × 10 mm ×6 mm,磨削表面如图4 所示(10 mm × 6 mm)。其断裂韧性约为KIC=4.7 MPa·m0.5,维氏硬度约为12.8 GPa。

图4 ZrO2 陶瓷试样
2.3 试验方法与参数
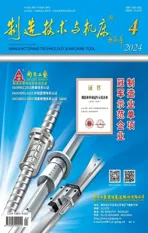
试验方法如图5 所示,当磨头与工件在切入点接触后沿图中斜虚线方向做进给运动,磨削深度在进给运动过程中由0 开始逐渐增大,并在切出点时达到最大值。试验中预设最大磨削深度为ap=20 μm。图5 中的虚线即为刀具末端的运动轨迹,通过机床数控程序控制。从图中可以得到ap与S之间的关系:
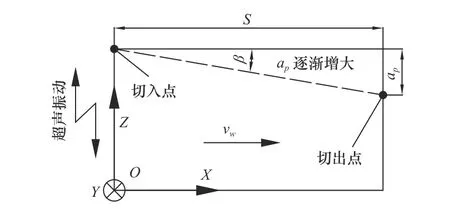
图5 变磨削深度材料去除机理试验方法
式中:S为工具沿X轴方向的进给距离,最大值为10 mm;β为刀具末端的运动轨迹与工件表面之间的夹角。将ap与S数值代入计算可得β≈ 0.115°。
通过对普通磨削与超声辅助磨削表面形貌特征对比,研究变磨削深度条件下超声振动作用对ZrO2陶瓷材料去除机理变化规律。试验参数见表1。

表1 试验参数
2.4 观测方法
采用Kistler 9 272 测力仪及5167A 电荷放大器对磨削力进行测量。试验后,采用HIROX RH-2000三维视频显微镜对试样磨削加工表面纹理进行初步观察,然后对加工表面进行喷金处理,并采用Phenom XL G2 场发射扫描电镜对磨削表面微观形貌进行观测。为保证在相同磨削深度条件下对普通磨削与超声辅助磨削表面形貌进行对比分析,按照图6 所示的方法在试样加工表面进行取点观测:首先在CG区域选择第一个观测点观察,然后沿Y轴方向移动至UAG 区域取点进行观测;接下来沿X轴方向移动至下一个观测点,观测完毕后再沿Y轴方向移动至CG 区域进行观测。重复上述步骤,直至观测完毕。CG、UAG 加工区域均选取4~8 个观测点。
3 试验结果与讨论
3.1 磨削表面纹理
图7 所示为氧化锆陶瓷普通磨削与超声辅助磨削加工表面纹理对比图。其中,图7a~图7d 为普通磨削时磨削深度由0 逐渐增加到20 μm 时磨削表面纹理的变化规律,可以看出,当磨削深度较小时,磨削表面破碎现象较少,工件表面的磨削划痕均匀分布。随着磨削深度逐渐增大,加工表面磨削划痕深度逐渐增大,划痕两侧破碎与凹坑增多,表面质量逐渐恶化。
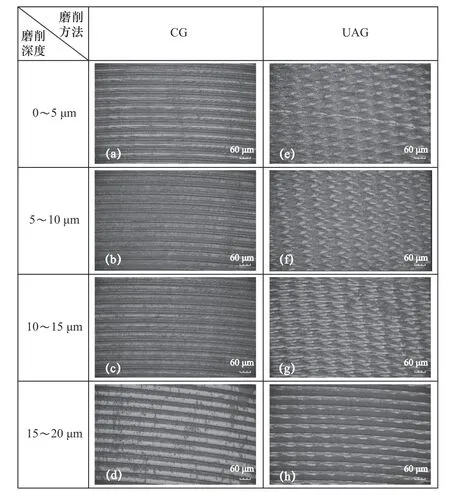
图7 普通磨削与超声辅助磨削表面纹理(vs=1.57 m/s,vw=50 mm/min)
图7e~图7h 为超声辅助磨削时磨削深度由0逐渐增加到20 μm 时磨削表面纹理的变化规律。对比图7e 与图7h 可以看出,当磨削深度较小时,超声振动作用所致的断续磨削及锤击作用显著,磨削表面呈现明显的网纹状特征。随着磨削深度的逐渐增加,断续磨削及锤击作用逐渐减弱,磨削划痕逐渐连续化。对比相同磨削深度条件下所获得的普通磨削与超声辅助磨削表面可以看出,磨削深度对两种方法所获得的表面形貌之间的差异性影响非常显著。相比于普通磨削,当磨削深度较小时,超声辅助磨削过程中的断续磨削及锤击作用明显,两者对应的表面形貌分别为连续磨削划痕、网纹状特征;而随着磨削深度的逐渐增大,超声振动所致的锤击作用减弱,相对应超声辅助磨削表面与普通磨削表面纹理特征差异同样趋于弱化。
3.2 磨削表面材料去除机理
图8 所示为磨削深度由0 逐渐增大至20 μm 条件下普通磨削与超声辅助磨削加工表面微观形貌。对比图8a 与图8e 可以看出,在工件边缘区域即磨头切入点,由于金刚石磨粒与加工表面接触瞬间的冲击作用,普通磨削与超声辅助磨削时均产生了脆性断裂导致的破碎及微裂纹,此时损伤尺寸方面两者无明显差异;而在切入点以内区域,由于磨削深度很小,此时工件表面材料以塑性去除为主。对比图8b与图8f 可以看出,当磨削深度在5~10 μm 时,普通磨削时产生的塑性划痕较为明显,划痕与划痕之间可以看到塑性去除区域以及少量脆性断裂而致的片层状破碎区域。相比于普通磨削,在超声振动条件下,由于轴向振动带来的断续冲击作用,使得工具表面磨粒对工件表面产生了很强的断续磨削现象。此时超声辅助磨削表面磨削痕迹平滑,塑性去除区域非常明显,同时伴有纹路状的微破碎特征,其分布密集且尺寸较为细小。
图8 普通磨削与超声辅助磨削表面微观形貌(vs=1.57 m/s,vw=50 mm/min)
对比图8c 与图8g 可以发现,随着磨削深度的进一步增大,普通磨削表面裂纹逐渐密集并且相互贯通,形成了大面积破碎、大尺寸裂纹,其中裂纹尺寸约为20~40 μm,此时材料去除机理以脆性断裂为主,表面质量恶化。超声辅助磨削表面同样出现了微裂纹,且裂纹之间相互交错连接产生了破碎现象,脆性断裂区域所占比例增大,工件表面材料的去除方式主要呈脆性断裂模式。但可以看出其微裂纹尺寸小于普通磨削时,约为10~20 μm。
从图8d 与图8h 可以看出,当磨削深度增大至约15~20 μm 后,普通磨削表面出现了充满较大尺寸凹坑与破碎的脆性断裂区域,此时工件表面处于大尺寸脆性断裂阶段。相比较而言,此时超声辅助磨削表面同样以脆性去除为主,但密集、细长的微裂纹及微破碎占据主导地位,其中微裂纹尺寸仍约为10~20 μm,未出现大尺寸凹坑。此时超声辅助磨削表面同样以脆性去除为主,但密集、细长的微裂纹及微破碎占据主导地位,其中微裂纹尺寸仍约为10~20 μm,未出现大尺寸凹坑。
3.3 磨削力与磨削比能
为获得临界磨削深度处的切向磨削力大小,通过如下步骤对磨削力进行分析:依据式(3)[15]计算出临界磨削深度;依据式(2)计算出在该磨削深度时,工具沿X轴的进给距离S;依据公式t=S/vw计算出磨削时间;在原始磨削力信号中根据相对应时间取相同时间阶段的切向磨削力,并以该阶段的平均值作为最终磨削力大小。
式中:α为磨粒相邻棱锥峰角,取为45°;λ为综合因子,ξ为磨粒压头几何系数。根据文献[15],取λ=1.5 × 104,ξ=1.885 4;Kid为动态断裂韧性,约为静态断裂韧性KIC的30%。将相关数据代入式(3)计算可得ZrO2陶瓷的脆-延转变临界切厚为δc=0.153 μm。
按照上述方法确定的普通磨削与超声辅助磨削临界磨削深度处的切向磨削力如图9 所示,可以看出,普通磨削与超声辅助磨削的切向磨削力,随着磨削速度的增大而减小;在相同磨削用量条件下,普通磨削时的切向磨削力均大于超声辅助磨削;当磨削速度为2.36 m/s 时,超声辅助磨削力相比于普通磨削力的降低幅度最大,为16.24%。

图9 磨削速度对ZrO2 临界磨削深度处切向磨削力的影响
在硬脆材料的加工过程当中,磨削比能是反映材料去除机理变化的主要参数,是指工件表面单位体积材料去除时所消耗的能量,也是反映磨削加工性能的重要评价指标,切向磨削力与之密切相关。磨削比能的计算公式如下:
式中:E为磨削比能,J/μm3;Ft为切向磨削力,N;vs为磨削速度,m/s;vw为进给速度,mm/min;ap为磨削深度,μm;b为磨削宽度,mm。依据切向磨削力结果,可以得出在临界磨削深度处的瞬时磨削比能。
图10 所示为普通磨削与超声辅助磨削在脆-塑转变临界处的瞬时磨削比能变化规律。随着磨削速度的增大,磨削比能不断增加。这是由于在磨削过程中,工件的瞬时磨削深度达到临界磨削深度附近后,工件表面的材料去除方式由塑性去除转变为脆性断裂,脆性断裂区域逐渐增大。随着磨削速度的逐渐增加,在临界磨削深度附近时的塑性去除区域逐渐增大,脆性断裂区域比例逐渐减少,因此磨削比能增大。当vs=1.57 m/s 时,相比于普通磨削,超声辅助磨削时的磨削比能下降了14.6%,随着磨削速度的不断上升,当vs=3.93 m/s 时,磨削比能的下降幅度略有下降,约为7.06%。上述结果表明,施加了超声振动后,磨削过程中的能量消耗显著降低。

图10 磨削速度对ZrO2 临界磨削深度处磨削比能的影响
4 结语
(1)当磨削深度较小时,相比于普通磨削,超声辅助磨削过程中断续磨削及锤击作用明显,加工表面呈现显著的网纹状特征;而随着磨削深度的逐渐增大,超声振动所致的锤击作用减弱,相对应超声辅助磨削表面与普通磨削表面纹理特征差异趋于弱化。
(2)当磨粒刚切入工件时,由于磨粒的冲击作用,普通磨削与超声辅助磨削表面均出现了破碎与微裂纹;随磨削深度增大至5~10 μm,两种方法获得的表面材料去除机理均以塑性去除为主。随着磨削深度的进一步增大,材料去除机理转变为明显的脆性断裂与破碎;但相比于普通磨削,超声辅助磨削表面脆性断裂尺寸较细小。
(3)相比于普通磨削,施加了超声振动后的临界磨削深度处切向磨削力显著降低,当磨削速度为2.36 m/s 时,降低幅度最大为16.24%。随着磨削速度的不断提高,降低幅度会有所下降。同时,由于切向磨削力的不断减小,超声辅助磨削临界磨削深度处的磨削比能也要小于普通磨削。