基于Logix5000的膨胀压缩机防喘振控制浅析
2024-04-11王春杨武华伍元刚李楠颜兴
王春 杨武华 伍元刚 李楠 颜兴
中海石油(中国)有限公司湛江分公司 广东 湛江 524057
膨胀压缩机是天然气制冷单元的核心,防喘振控制系统是膨胀压缩机的重要组成部分,对保护膨胀压缩的安全运行有着举足轻重的作用。膨胀压缩机配置的Foxboro控制器是90年代产品,随着时代和技术的进步,其综合性能已经越来越不能满足现场生产实际要求。为解决原控制器的老化和综合性能落后的问题,该油气终端装置通过大量的调研和试验,决定采用Logix5000 PLC替代原来的FoxBoro控制器。
1 膨胀压缩机工艺流程设计流程与防喘振系统组成
1.1 膨胀压缩机工艺流程
压力1.83MPa,温度-60℃的天然气进入膨胀端的进口,通过膨胀端膨胀做功后,得到压力0.3MPa、温度-105℃的低温干气,低温干气去一级冷箱和二级冷箱冷却未分离的天然气,以分离出乙烷以上的较重组分,得到甲烷为主的天然气干气,再度进入膨胀端的进口,以此循环冷却。膨胀端会做功带动压缩端压缩之前换热升温后的干气去下游用户。由于其本身固有物理特性,天然气干气在压缩端压缩过程中会产生喘振现象,对设备产生严重破坏,因此需要安装防喘振控制系统,来达到抑制防喘振现象的产生。文章将就如何控制防喘振现象展开探讨。
1.2 反喘振控制器控制框图
FOXBORO逻辑控制器(FIC-B440)通过控制压缩端进出口的旁通控制阀FV-B440达到防喘振的目的;压缩端进出口差压变送器PDT-B440测量压缩端进出口的差压,并将信号传送到 FIC-B44O;同时流量变送器(FT-B440)检测压缩端进口流体的流量,也将信号传送至FIC-B440。控制器FIC-B440对这两个输入信号进行比较,并通过输出一个信号控制旁通控制阀FV-B440的开度将此比率保持在预设定的范围内,从而避免压缩端进口流量过低,达到防止喘振的目的,见图1。
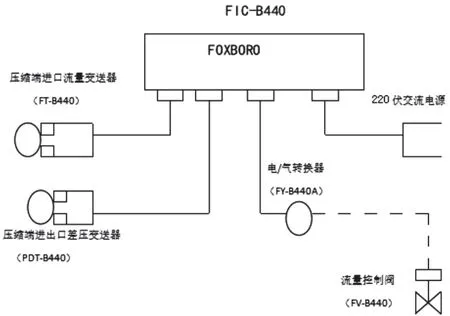
图1 防喘振控制器控制框图
2 离心式压缩端喘振产生机理
一般而言,压缩端和设备之间存在制约关系,当流量变大时,会出现波动现象,气流传输脱离实际运行模式,增压轮内部会持续进行做攻运动,提升旋转速度,但由于在运行中,损耗大量能力,使得机身内压力降低,导致机器的端口部位压力降低,管网的网容量比较大,压力引起反应比较小,而且还会出现滞后现象,当管网系统压力数值过高时,会出现气体倒流问题。使得增压端压力逐渐上升,再次出现气流倒流现象,最终停止倒流,为了保障机器内部运行状态,增压透平膨胀机会自动进行供气,这时管网内的气流会逐渐增加,会发出喘气的声音,不断增加端口压力时,该机器会逐渐振动起来,对设备造成极大损伤,这种现象被称为喘振现象。
3 防喘振曲线分析
喘振是离心式压缩机的固有特性,产生喘振的原因必须得从特性上找。如图2中可见压缩机的压缩比P2/P1与流量Q的曲线上都有一个P2/P1比值的最高点。在最高点右面的曲线上面工作,压缩机是稳定的。在曲线左面低流量范围内,由于气体的压缩范围较大,产生了一个不稳定状态。当流量逐渐减小到喘振线时,一旦压缩比下降,使流量进一步减小,由于输出管线中气体压力高于压缩机出口压力,被压缩了的气体很快倒流入压缩机,待管线中压力下降后,气体流动方向又反过来,周而复始便产生喘振。如果喘振强烈时,压缩机将会严重破坏。
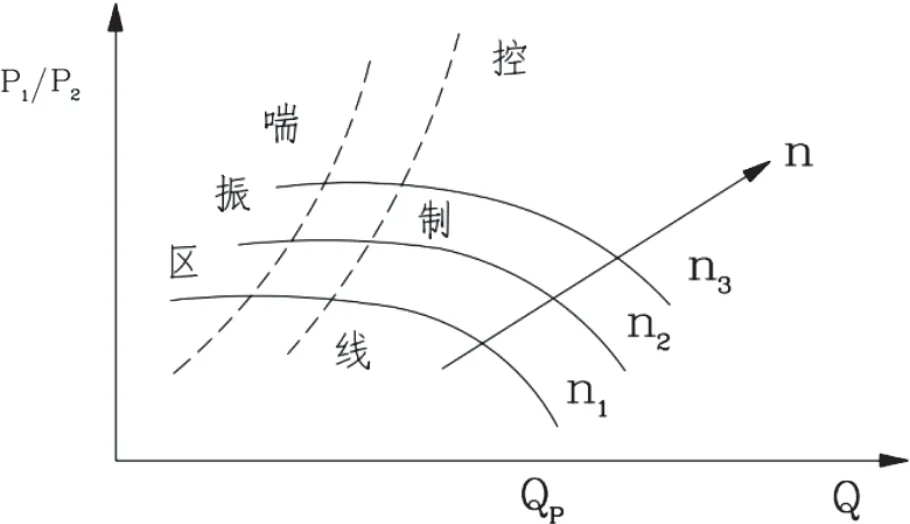
图2 喘振曲线图
4 防喘振自控系统的可行性分析
要使压缩机能够保持安全有效地运行,在负荷较低下时,其气量应始终保持在喘振区右边并留有一定的安全裕量,只要保证压缩机吸人流量大于临界吸入量QP,系统就会工作在稳定区,不会发生喘振。因此须将部分出口气体,经出口旁路阀放空,但是如果旁通回路倒回入进口的气体越多越能避免喘振发生,但是这样出口增压的效率会降低,而且回流越多,效率越低,违背了增压的初衷,因此保证需要既防止喘振,又保证增压效率,必须使系统工作在稳定区,并且需要根据实际计算出最佳方案即防喘振算法。
5 防喘振的实现方法
一般使用两类防喘振方法,即固定极限流量法与可变极限流量法。
5.1 固定极限流量法
固定极限流量的防喘振控制系统,就是使压缩机的出口流量保持大于一定值流量(图2中的QP),避免进入喘振区导致曲线振动。其优点是控制系统简单,回路控制部件少。缺点是当压缩机转速降低,处在低负荷运行时,防喘振控制系统投用过早,回流量较大,能耗较大,效率降低。
5.2 可变极限流量法
在压缩机负荷通过调速来改变的场合,因为不同转速工况下,极限喘振流量是一个变量,它随转速的下降而变小,所以此时防喘振控制方法,应是留有一定的安全裕量,使防喘振调节器的输出值沿着喘振极限流量曲线右侧的一条安全控制线工作。
6 基于Logix5000 的防喘振控制器的解决方案
6.1 Logix5000 防喘振控制的主要机制
喘振图说明:
(1)喘振图中纵坐标为压比,横坐标为入口压力补偿后的流量差压。
(2)红色线是喘振线,绿色是控制线。
(3)绿色十字点表示实际工作点,随实际的流量压差及出入口压比而移动。
(4)黄色十字点表示盘旋控制点。
a)控制线移位
如果系统检测到工作点越过喘振线,说明已经发生喘振,喘振控制线将被自动右移一个校准量。系统可设置校准量为一个固定值或一个比值。
b)PI控制
最基本的防喘振控制采用PI控制,它将所测得的实际值与设定值进行比较后,使用比例积分方法控制。
c)设定点跟踪
当压缩机的工作点在喘振控制线右方(安全区域)时,防喘振控制器的设定点位于实际工作点的左侧,并与实际工作点保持一定的跟踪距离。
d)非对称响应
防喘振调节阀的过快关闭容易使压缩机进入喘振,为了消除这种工况,控制器中有一个阀门关闭速率限制器,在开阀时则没有这一限制,使防喘振阀达到快开慢关的目的。
6.2 Logix5000 防喘振控制模式
PLC Logix5000控制系统同通过控制压缩端进出口的旁通控制阀FV-B440,达到防喘振的目的。PLC系统采集压缩端进出口差压变送器PDT-B440的差压、采集压缩端进口流量变送器(FT-B440)检测的流量,PLC的PID回路FIC-B440对两个输入信号进行比较,并按一定算法运算,运算值去控制旁通阀FV-B440的开度,以达到压差与流量的关系在规定的范围,最终达到防止喘振的目的。
6.2.1 自动控制模式下的算法
算法是自动控制模式的核心,此控制系统在自动模式下,压缩端旁通阀开度控制由PLC的PID回路(FIC-B440)根据压缩端进出口压差与压缩端进口流量的关系决定。此关系为整个控制系统的核心算法,是通过大量工程试验得出的常数和彼此之间的关系,要防止膨胀机喘振,压差与流量的关系应满足以下的算法关系(该算法是通过实验得出膨胀机本身固有的特性):
其中:
FT-B440为压缩端进口流量;
PDT-B440为压缩端进出口压差;
C1为常数因子,经验值为1.3,可通过触摸屏界面设置;
K1为比例因子,经验值为62.2,可通过触摸屏界面设置。
从上述算法的关系式中可以得出:只要FTB440足够大(相比PDT-B440而言),膨胀机就可以避免膨胀机发生喘振现象,但通过打开压缩端旁通阀FV-B440的开度来增大压缩端进出口流量虽然可以避免喘振,但过多的气体回流也降低了膨胀机的工作效率,所以需要将FV-B440调节到一个合适的开度。
6.2.2 手动模式的控制
手动模式可分为两种,第一种为全手动控制,它允许忽略喘振控制器的作用而关闭防喘振阀。这种方法在起步和测试阶段很有用,但不能作为常规操作。如果系统被置于全手动操作,喘振控制器将无法开阀来避免喘振,只能通过改变手动操作值来操作。第二种为限权手动控制(部分手动),至阀门的最终输出是由手动操作值与控制器的输出值进行高选后得出。
在手动控制时,若要关阀,输出值会以一定的斜率(2%/s)变化至手动操作值,即在手动状态下也要实现阀门的快开慢关。在全手动时,防喘振控制的输出会跟踪最终输出值,以便实现手/自动无扰动切换。
手动模式下,操作员可直接旁通阀FV-B440的开度进行调节。调节方式通过触摸屏界面中手动设定进行。
7 结束语
防喘振控制系统是膨胀压缩机的重要组成部分,关系到整个膨胀压缩机安全运行。FoxBord控制器升级为Logix5000控制器后,大大增加了系统的可靠性和可维护性,人机界面更加友好,更加方便操作人员和维护人员的操作、维护。
