空分设备空压机轴振故障的分析与处理
2024-02-28周强
周 强
(江阴兴澄特种钢铁有限公司,江苏江阴 214400)
引言
兴澄特钢制氧厂共有4 套全低压流程空分装置。其中KDNOAr-39 000∕38 000∕1 460 空分装置于2009 年9 月投产,一直运行平稳,未出现较大问题,但近期该空压机在运行过程中频繁出现二级轴温高并伴有Y 向轴振高的故障,多次因监测数值波动引发减产甚至停机事故。
1 空压机设备简况
38 000 m3∕h制氧机组空压机采用的是三级离心式压缩机,型号为GT 063L2K1,由低噪音单螺旋正齿的增速齿轮组驱动,空气排气量为196 000 m3∕h,吸入空气压力98.4 kPa,排气压力0.6 MPa。空气压缩机是整个空分的核心设备。
2 空压机故障现象
2022 年7 月至11 月,38 000 m3∕h 制氧机组空压机在运行期间二级Y 向发生轴振波动60 次(达到报警值61 μm),停机2次(达到停机联锁值96 μm),严重影响空分设备的正常运行,因次只能减负荷运行,并计划停机解体大修。
空压机出现轴振严重波动主要在3个阶段:
(1)提高氧气产量阶段,出口氧气产量提升,必然需要增加空压机的进气量。空压机导叶开度增大,负荷变大会导致二级轴振和轴温升高。
(2)天气炎热、气温较高时,空气压力偏低,空气单位密度比较稀薄,空压机需要调整自身导叶来获取更多空气,因此会导致轴温和轴振偏高。另外在夏季循环水温度高,油冷却器冷却效果不好,导致油温高时(不能形成很好的油膜),也会使轴振升高。
(3)提升排气压力阶段,受排气压力影响,级间滞留的气体量增加,会导致轴振动增加,造成高报警联锁。
3 空压机轴振故障分析
该压缩机从投产运行至今从未进行过大修,每年仅对该设备定期小保养,包括机油、机油滤芯和油雾滤芯更换,每半年对油质进行分析。
2022年7月的一次小保养结束后发现该机在启动运行后二级轴承振动达到了90 μm,轴温为116 ℃(系统设定的振动报警值为61 μm,温度报警值115 ℃,跳车振动为96 μm),该振动对设备的正常运行影响较大,稍有不慎就会跳车,影响整套制氧机组的运行,造成重大设备事故。经现场分析初步判断为更换机油滤芯时滤芯被污染,有杂质进入轴瓦内部,破坏了油膜的形成,导致润滑不良,温度升高,影响轴振。
检修人员随即将原有精度为10 μm的滤芯更换为5 μm 的滤芯,重新进行启动,运行2 h 之后温度、振动慢慢提升至报警值,决定停机检查。
4 空压机轴振故障处理
检修人员对齿轮箱内部仪表器件、气封、油封及轴承进行拆解。此设备所有轴承都为止推轴承,轴瓦及止推面材料均为巴氏合金,轴承座内有注油孔,当设备高速运转时可通过注油孔给轴瓦润滑,在轴瓦表面形成油膜,使其具有良好的润滑性能。但该油膜一旦遭到破坏,就会出现轴承温度升高,合金烧毁甚至剥落的情况。本次检查发现二级轴承轴瓦上存在大量明显的漆膜,并伴有明显划痕(见图1),说明该轴承在长期运行中油质发生变化且油中含有杂质未过滤,导致润滑不良、轴承温度升高,进而导致轴振偏高。保险起见对其进行备件更换,其它积碳不严重的轴承用专用化学试剂进行清理,清洗完后按标准流程进行回装。

图1 轴瓦存在漆膜并伴有划痕
4.1 测量各级轴的窜动量
安装轴承之前用杠杆对该压缩机各级轴进行窜动量的测量,在杠杆两端包上白棉布,防止撬动过程中损坏级间齿轮。
测得窜动量:
大齿轮轴:0.04 mm;
顶部齿轮轴:0.25 mm,齿隙:0.46 mm;
低速齿轮轴:0.28 mm,齿隙:0.40 mm;
高速齿轮轴:0.25 mm,齿隙:0.52 mm。
4.2 测量各级轴承间隙
4.2.1 径向间隙
先将下轴瓦安装到位,在轴的上表面找3个点,涂上适量黄油,粘上一段长20 mm,直径1.00 mm的保险铅丝。将上轴瓦盖上,并用轴承螺栓连接,松开后测量保险丝厚度即为该轴承的径向间隙。测得径向间隙如下:
一级轴承:0.17~0.27 mm;
二级轴承:0.18~0.25 mm;
三级轴承:0.24~0.28 mm。
4.2.2 轴向间隙
放入轴承后,用杠杆撬动轴承一端,另一端用千分表测量,撬动后所得数据即为该轴承的轴向间隙。测得轴向间隙如下:
一级轴承:0.55 mm;
二级轴承:0.72 mm;
三级轴承:0.59 mm。
4.3 轴承及密封回装
以上所有间隙数据都符合技术标准,在征得厂家同意后开始安装轴承。首先在要安装轴承的轴表面倒上少量润滑油,使轴承能自由径向滑动,然后将轴承安装就位,每个轴承都有专门的定位销,认准定位销的位置后,使用专用螺丝进行连接。
密封安装时必须先安装油封再安装气封,由于密封都为铝质材料,安装时应安装到位,如遇到卡死的情况,必须使用木质榔头将其敲下后重新安装。密封外侧的O型圈要压到位。
轴承更换结束恢复运行后,二级轴振、轴温恢复至正常区间,其他数据正常,该设备修复成功。
5 持续改进措施
5.1 更换润滑油
结合轴瓦上存在的大量漆膜和划痕现象以及滤芯内部存在的胶状物质,判断为设备长时间不停机运行后润滑油出现严重劣化倾向,故决定对空压机的润滑油进行取样检测分析,润滑油为美孚特力索T46,检测数据见表1。

表1 润滑油检测分析数据
由检测报告可知,润滑油漆膜倾向指数偏高,表明油中具有较多极性小分子不溶物,易黏附在金属表面形成漆膜。漆膜会导致摩擦副温度升高,引起设备故障。污染度等级偏高,会影响系统工作的可靠性和有关部件的使用寿命。
因系统润滑油油质劣化严重,按照润滑油特征,将润滑油更换为各项指标更好的全合成机油美孚SHC 825 润滑油。同时调整润滑油的油温和油压,将空压机润滑油油温由46 ℃提高至48 ℃,油压由263 kPa 增加至278 kPa。升高油温,可降低油的黏度,同时提高油压,可增加润滑油通过轴承的流速,减少瓦块表面积碳附着的概率[1]。
5.2 漆膜净油机在线过滤
空压机在运行过程中润滑油容易降解形成油泥,在一定的化学条件和温度下,以溶解或悬浮状态存在于油液中。当油泥超过了润滑油的溶解程度时,油泥就会析出附着在轴瓦表面形成漆膜。漆膜主要附着在轴瓦的内表面,影响轴承散热,导致轴瓦温度不稳定,严重时甚至导致轴承振动异常。漆膜还会加速润滑油的劣化,降低油品寿命。
在油路系统中新增漆膜净油过滤系统,结合静电吸附净化技术和离子树脂交换技术,去除压缩机在正常运行过程中产生的溶解性和非溶解性油泥[2],预防漆膜的产生。
5.2.1 漆膜净油机工作原理
(1)一次净油
一次净油采用静电吸附法去除非溶解性漆膜。静电吸附技术是油液在圆形高压静电场作用下,使污染颗粒物分别显示正、负电性,并在梯形电场作用下推动正、负电性颗粒物向正、负电极方向游动,中性颗粒被带电颗粒物推着移动,最后所有颗粒物都吸附在收集器上,彻底清除油品中的污染物[3]。
(2)二次净油
二次净油采用的是离子交换树脂吸附法去除溶解性胶质物。离子树脂的表面有很多微小孔洞,可以吸附不同的物质,能有效去除油液中的油泥和漆膜。此技术能在短时间内最大限度减少油泥,使系统处于最佳运行状态。
5.2.2 净油机的安装方法及净化流程
净油机安装在地面平整处,净油口与压缩机油箱底部相连,出油口连接至油箱顶部。油箱润滑油在主油泵电机驱动下被吸入进油过滤器进行过滤,而后进入静电收集器进行去除非溶解性漆膜,随后在油压作用下压入离子树脂交换器去除溶解性胶质物,再通过出油管回入油箱形成一次净油过程,循环往复,不断净化油质,净油流程见图2。

图2 漆膜净油机净油流程图
5.3 在线检测油液油质
由于日常油质化验用时较长,对于整个空分系统的平稳运行是很大的隐患,因此,采用在线油液监测系统可以对空压机油液污染度和油液中水分进行实时监测。
在空压机的进油管路系统上安装油污传感器和水分传感器,安装示意图见图3。在空压机进油管路的管壁上钻两个通孔,分别将管1、管2 焊接在其上,油液流向见图4。进油管路中的油液在管1与进油管路连接处分流,在管2 与进油管路连接处合流,实现油液油质在线监测。通过在线监测可根据油品的劣化程度采取相应的应急措施,可减少漆膜倾向指数监测周期,更好地掌握漆膜生成的趋势。

图3 安装示意图
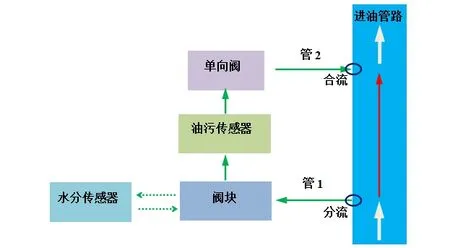
图4 油液流向图
6 实施效果
经过一系列的改善措施之后,润滑油的清洁度得到了明显的提升,设备油质污染得到了控制,漆膜倾向指数下降明显,各类指标趋于正常,具体数据见表2。设备运行一年多,空压机油路系统中的各部件故障率平稳降低[4],压缩机一、二、三级轴振、轴温保持平稳、无异常。2023年12月空分机组停机保养,对齿轮箱再次解体检查,轴承轴瓦光鲜亮丽、无积碳及漆膜痕迹。
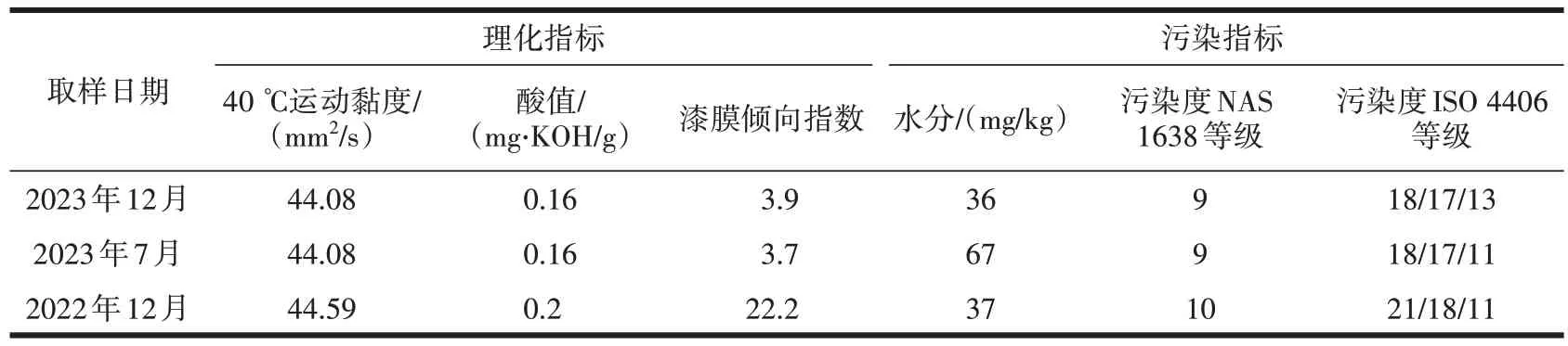
表2 改善后润滑油样检测数据
7 结束语
针对制氧空分装置空压机轴振高的问题,通过更换空压机漆膜和划痕较严重的二级轴承轴瓦,虽使得设备二级轴端的振动和温度趋于平稳,但仍然存在安全隐患。进一步分析油样检测数据,发现油液污染度和漆膜倾向指数严重超标,针对于这一情况,通过更换成全合成机油并调整油温、油压,更换精度更高的滤芯,加装漆膜净油机和在线油液监测系统等一系列措施,有效解决了压缩机轴承轴瓦漆膜形成的问题,保障了压缩机的平稳运行。
