卷接机组控胶辊储胶区深度测量装置的设计
2024-01-17徐国庆吴伟阳薛少钧
徐国庆 刘 浩* 蒋 刚 吴伟阳 薛少钧 孙 鑫 彭 滨
(1.广西中烟工业有限责任公司柳州卷烟厂,柳州 545006;2.青岛维克粉末冶金有限责任公司,青岛 266000)
目前,我国各滤嘴卷烟加工企业使用的国产卷接机组机型主要为ZJ17、ZJ19、ZJ118、ZJ116 等。上胶系统是各型号卷接机组的重要组成部分,其功能是在上游工序输送过来的接装纸背面均匀涂抹一层胶水,以便实现下游工序的滤嘴段和烟支段的粘接工作。上胶系统包括胶缸、控胶辊、上胶辊和检测装置等零部件,其中控胶辊的外圆面有两个环形的凹陷储胶区,控胶辊两端辊体部位与无胶中线区的半径相等,上胶辊外形为圆柱体[1-2]。工作时,控胶辊、上胶辊中心线平行,相互紧贴反向转动。控胶辊蘸取胶缸里面的胶水,转动过程中将储胶区的胶水转涂到上胶辊。上胶辊转动时再将胶水转涂到接装纸上,完成胶水涂抹工作。控胶辊储胶区的深度决定接装纸上涂胶层的厚度,对烟支接装纸搓接质量有直接关系。控胶辊表面结构如图1 所示。

图1 控胶辊表面结构
为了保证良好的烟支接装纸搓接质量,控胶辊储胶区的深度为0.024~0.034 mm,根据接装纸的吸水性、硬度、厚度等特性选择储胶区深度不同的控胶辊。如果接装纸上涂胶层的厚度较厚,会出现接装纸表面皱纹、卷烟机鼓轮表面易结胶等问题。如果接装纸上涂胶层的厚度较薄,则会出现烟支漏气、搭口粘贴不牢等问题[3-4]。
1 存在问题与设计思路
工作过程中,为了保证上胶辊表面胶水层厚度相同,夹紧装置将控胶辊、上胶辊挤压在一起。在控胶辊、上胶辊之间形成一层厚度均匀的胶水层,根据生产质量管理要求,胶水层厚度误差不得超过±0.002 mm。在弱酸性胶水的腐蚀下,控胶辊、上胶辊外表面会逐渐磨损或者局部腐蚀,导致控胶辊储胶区深度变小或者不均,从而使涂抹到接装纸上的胶水层变薄或者厚薄不匀,造成烟支搭口处出现漏气、脱头的质量问题。同时,不同的接装纸与控胶辊储胶区的深度不匹配会造成烟支搓接质量问题,降低卷接机组的效率,增加生产制造成本[5-7]。磨损后的控胶辊实物,如图2 所示。
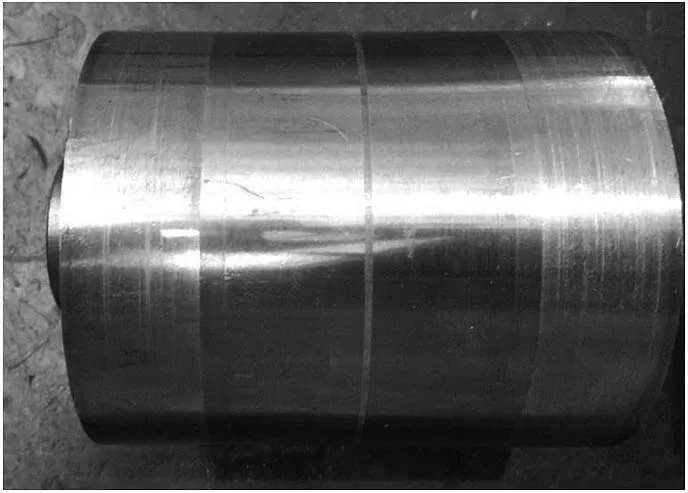
图2 磨损后控胶辊实物
由于生产产品质量对控胶辊储胶区深度控制的要求较高,目前绝大部分卷烟加工企业没有专用测量装置来测量控胶辊储胶区的深度,一般使用游标卡尺或螺旋测微器进行测量,通过计算得到控胶辊储胶区的深度值,计算公式为
式中:h为储胶区深度;R1为控胶辊无胶中线区直径;R2为测量直径。
常用的游标卡尺测量精度较低,不能满足需要。螺旋测微器需要测量多次并进行计算才能得到控胶辊储胶区深度,且其两个合金测量端面必须刚好卡在控胶辊的外圆直径上,否则会造成测量误差[8]。
基于这些问题,根据控胶辊的外形特性设计专用测量装置。测量装置的工作面为弧面,能够紧贴控胶辊的外圆面,将弧面和外圆面作为零基准面。在工作面上端安装千分表,利用千分表探头在控胶辊的外圆面上滑动,分别测量出不同区域的深度读数。该读数和控胶辊储胶区的深度一一对应,从而测量出涂胶区的厚度。
2 测量装置的制作与使用方法
该卷接机组控胶辊涂胶区深度测量装置包括测量底座组件和测量表组件两部分,分别如图3 和图4所示。
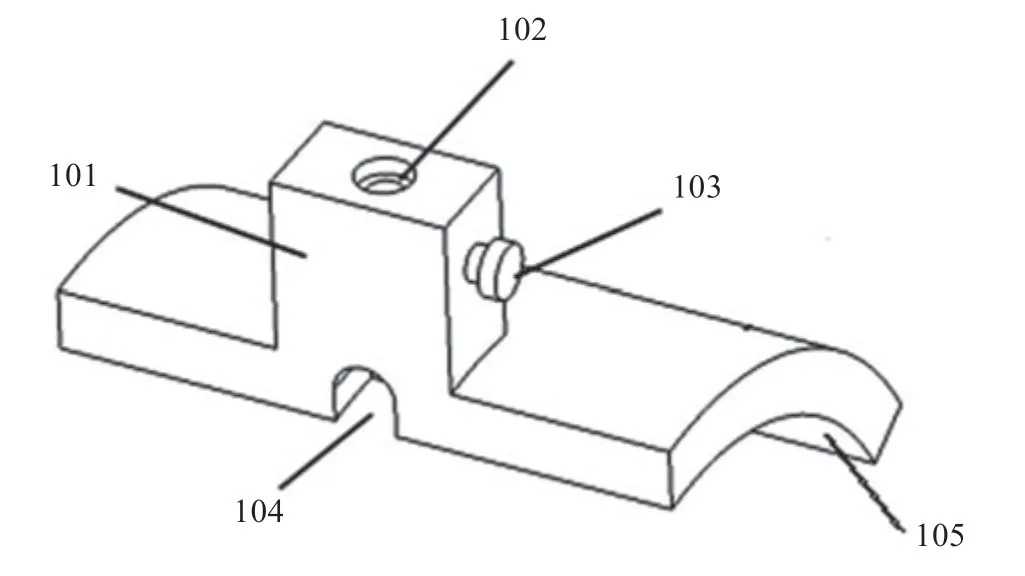
图3 测量底座组件
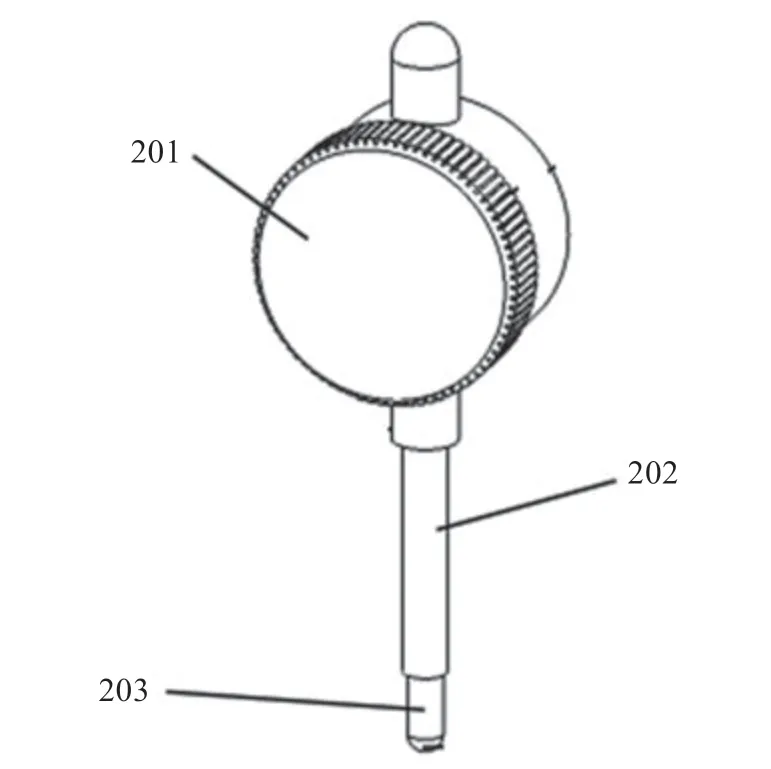
图4 测量表组件
测量底座组件外形接近一个弧形块,主要包括测量表固定凸台、定位孔、锁紧旋钮、观察孔和弧形基准面。其中:测量表固定凸台用于固定测量表组件;定位孔的孔径比测量表支杆的直径大0.05 mm,用于安装定位测量表组件,且定位孔的中心线与弧形基准面的一条半径线重合;锁紧旋钮为一个细牙螺钉,用于锁紧测量表组件;观察孔位于定位孔的正下方,用于查看测量表测量探头的测量点位;弧形基准面位于测量底座组件的最下方,是测量的零基准面,半径等于所测控胶辊的半径,弧度为60°。弧形基准面正面的直线长度为控胶辊两侧凹陷涂胶区外边线之间的宽度加10 mm,且其工作面的加工精度等于控胶辊表面的加工精度[9-10]。
测量表组件为千分表,量程为0~1 mm,测量精度为0.001 mm,主要包括表盘、测量表杆和伸缩探头。其中:表盘用于指示读数;测量表支杆主要用于安装支撑表体;伸缩探头在支杆内部弹簧的作用下紧贴被测物体的表面,反映被测点位之间的相互距离。
测量时,测量装置与控胶辊的位置关系如图5 所示。首先,松开定位孔上面的锁紧旋钮,将测量表组件的支杆穿过定位孔。当测量表的伸缩探头超出弧形基准面工作面0.3~0.6 mm 时,紧固锁紧旋钮。其次,安装测量装置。清洁被测控胶辊表面的胶垢污渍,将被测控胶辊放置在水平桌面上,并将测量装置的弧形基准面紧贴在被测控胶辊的表面。再次,将测量装置紧贴在被测控胶辊表面中间位置,通过观察孔观察,确保测量表伸缩探头在控胶辊中线无胶区中间。转动表盘,将表盘的零位读数刻度线与测量表的指针对齐,使测量表处于基准零位状态[11]。最后,轻轻向左或向右移动测量装置,测量表伸缩探头在控胶辊表面移动。测量表伸缩探头上下移动的距离代表其所在点位相对控胶辊外圆基准面的距离。测量表盘上的数字即为该点位的深度。在控胶辊圆周方向上,通过左右移动可以测量出控胶辊储胶区所有点位的深度[12]。
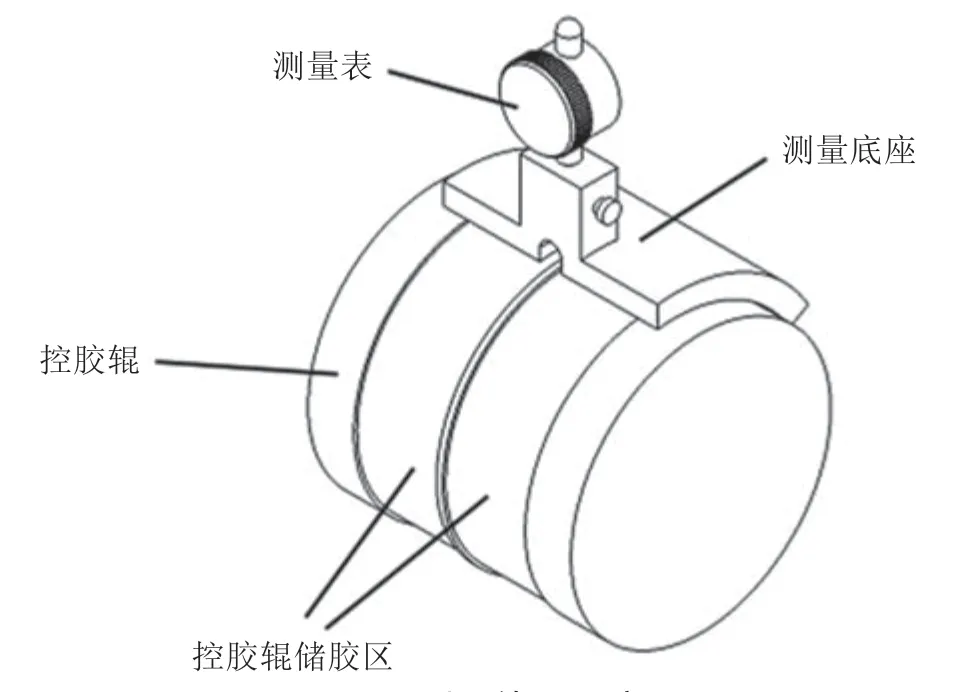
图5 测量使用示意
使用自研的控胶辊储胶区深度测量装置和螺旋测微器对控胶辊的相同部位进行测量,两次测量结果如表1 所示。

表1 控胶辊储胶区深度测量统计表
通过对比测量数据可知,使用自研测量装置进一步提升了测量的准确性,测量精度优于螺旋测微器。同时,自研测量装置使用方便快捷,能够直接读数,测量用时比使用螺旋测微器减少87.5%。
3 结语
本控胶辊涂胶区厚度测量装置虽然结构简单、操控便捷、制作成本较低,但能够快速、准确、高效地测量对卷接机组控胶辊储胶区深度,而且能将测量数据可视化,便于测量人员读取控胶辊涂胶区的厚度,减轻了人工的工作强度,提高了测量的质量和效率。
