反应堆非能动冷却系统爆破阀检修工艺优化
2024-01-08廖明,韩杰
廖 明,韩 杰
(三门核电有限公司,浙江台州 317112)
1 爆破阀检修优化简介
爆破阀位于非能动堆芯冷却系统,承担着降压、降温的重要功能。堆芯非预期升温、升压,并在低压安注、ADS1、2、3 级无法持续冷却时,爆破阀需要迅速动作开启,并保证一定的可靠性。爆破阀前端无隔离阀,意外情况减少逻辑设备动作,直接开启爆破阀实现堆芯冷却稳定堆芯。
爆破阀检修是AP1000 机组大修的关键工作,机组大修总工期28 d,目前爆破阀检修总时间较长。通过开发爆破阀导向定位装备、进、出口法兰测量及调整装置、优化爆破阀检修场地等实现爆破阀检修主线时间降低1/2 以上,实现了爆破阀检修工艺的优化,形成一整套适用于AP1000 爆破阀解体检修的新工艺,并成功应用于现场爆破阀检修。初次检修主线工期为248 h,缩短大修关键工期2 d 以上,为实现AP1000 最优大修工期提供了保障,与此同时通过检修工艺的优化能够保证爆破阀检修的可靠性,为机组的安全稳定运行提供了有力支持。
2 爆破阀导向装置
2.1 爆破阀导向定位应用分析
爆破阀阀体进、出口与对应的管路法兰各自通过12 颗拉伸螺栓连接,通过螺栓拉伸紧固实现金属C 形环的密封。爆破阀进、出口法兰尺寸为8″,管道法兰尺寸偏大。鉴于金属C 形环预紧压缩量较小,导致爆破阀进、出口对应的管路法兰间距较小,爆破阀回装至法兰调整空间较小,且爆破阀拆卸后进、出口管道法兰可能存在错位、中心线不同轴等问题,为后续检修后爆破阀的回装工作带来较大困难和挑战
2.2 爆破阀导向装置技术思路
爆破阀总重为2.8 t,吊起后调整较为困难,需要考虑一定的技术工艺。导向对中装置根据现场实际需求,在法兰螺栓处设计导向装置,通过螺栓底孔及法兰螺栓孔进行定位及调整。导向对中装置的功能是爆破阀法兰的导向对中,主要技术思路是在爆破阀进口、出口连接螺纹内安装导向螺纹套,螺纹套布置方式为沿螺纹孔定位圆均布3 处位置。通过依次收紧导向装置完成爆破阀法兰面与管道法兰的初步定位,当调整至法兰相互对中时,安装正式螺栓,最终通过正式螺栓的安装定位实现爆破阀的初步调整。
如图1 所示,当爆破阀吊装至安装位置时,通过管道法兰螺栓孔安装连接螺杆至导向螺纹套,在连接螺杆上装配锥销、压紧垫片和锁紧螺母。圆周方向间隔120°进行布置,根据法兰间隙情况,分别调整、同步收紧进口或出口法兰的锁紧螺母,使锥销沿连接螺杆向导向螺纹套运动,运行过程中锥销带动管道法兰自动完成与爆破阀进、出口的对中导向。
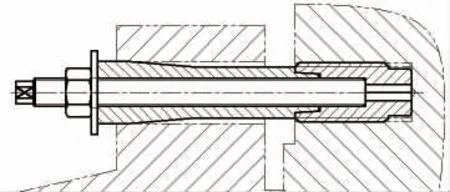
图1 导向装置剖面图
导向装置的成功应用支持完成爆破阀法兰对中,能够保证爆破阀初始定位的准确性,保持管道法兰及爆破阀法兰的平行、同心要求。法兰垫片采用金属镀银硬密封的结构,压缩量极为有限,其允许的管道法兰最大张口尺寸应控制在0.10 mm 以内。螺栓紧固完成后,能够实现管道法兰的密封,避免机组在高压运行工况的条件下发生泄漏。
3 爆破阀法兰偏差测量调整装置
3.1 偏差测量调整装置技术思路
爆破阀进、出口法兰在初次安装到管线上时存在一定的定位误差,导致爆破阀拆除后,进、出口法兰之间的同心度不在同一条直线上。圆周方向相对的两个法兰密封面之间的距离不一致,产生一定的张口现象。法兰之间的相对移动给爆破阀回装工作带来一定困难,增加了检修时间。
3.2 偏差测量调整装置技术思路
爆破阀进、出口管线为8″ 2500CL 的标准法兰,其尺寸较大,普通测量尺无法精准测量其错口情况。通过设计研发直尺增加测量臂的方式,通过直尺进行测量,能够准确测量较大法兰的错口情况(图2)。在管道法兰垫圆周方向间隔90°,选取4 个测量点分别进行测量,并对数据进行记录,为后续法兰的调整提供数据支撑(图3)。
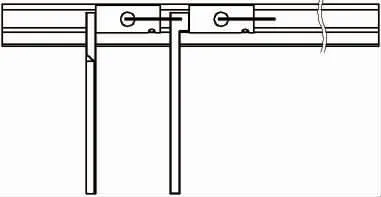
图2 法兰偏差测量装置
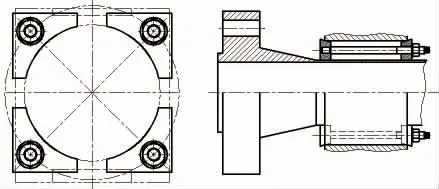
图3 定位装置
利用定位装置进行爆破阀管道法兰的位置固定。主要技术方案是,在爆破阀管道法兰支撑装置前、后侧分别安装定位锥销,使用压紧螺杆连接前、后侧锥销,旋转压紧螺杆上的螺母推动定位锥销移动,填充支撑装置支撑面与管道之间的间隙,从而实现管道法兰位置的固定(图3)。
爆破阀拆除后,管道单个法兰会发生一定偏移,偏移量可通过平尺对进、出口法兰固定门式框架的前后间隙进行测量。如图4 所示,当a 大于b 时,可判定单个法兰已发生偏移,此时可通过调整定位装置的收紧程度来消除张口。调整方法为:旋松间隙偏大的一侧,逐步旋紧间隙偏小的一侧,当a 等于b 时法兰的张口情况已消除。运用上述方法,可节省爆破阀回装至管道法兰过程约1/3 的主线时间。
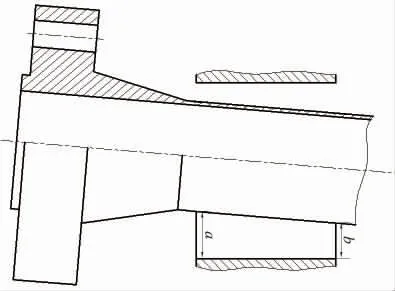
图4 法兰偏移示意
管道测量调整装置的应用能够提前执行法兰定位测量,将爆破阀法兰调整工作执行在爆破阀安装工序之前,且现场操作空间较大,管道调整完成后有利于爆破阀整体吊装,优化爆破阀的检修时间,为安全、高效地完成爆破阀检修提供了基础。
4 优化爆破阀检修场地
根据首次检修的经验,规划40550 检修区域,配置爆破阀专用龙门吊,爆破阀解体检修实现岛内执行,无需将爆破阀转运至热检修车间,节省放射性设备转运时间。爆破阀转运吊点增设变更优化,有助于爆破阀在房间内的吊装及转运,实现整体检修工艺的优化,将主线工作时间缩短近1/3(图5)。
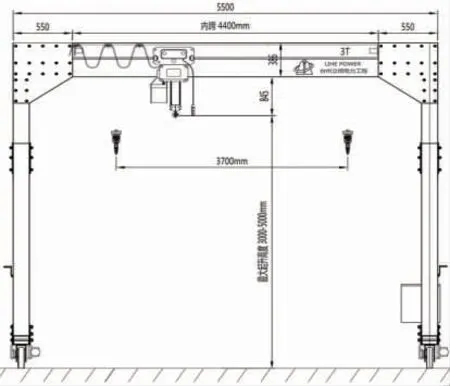
图5 爆破阀龙门吊
研发爆破阀龙门吊,避免使用速度缓慢的行车。专用龙门吊操作较为方便,保证爆破阀解体检修过程应保证运动平顺,运动过程无卡顿现象,且速度较慢,设计大车行走速度为0.2~2 m/min,能够很好地控制爆破阀阶梯过程中的移动及起吊速度。
根据爆破阀解体的整体工序,开发适用于解体检修的专用起重龙门吊,起重及运行速度适中,以防止爆破阀关键薄弱零部件发生意外损伤,保证了零部件的安全性,同时整体检修工期能够得到进一步优化。
5 总结
8″爆破阀根据现场实际布置、系统运行条件开发特有的检修工艺及技术方案,顺利实施了1 号、2 号机组共计5 次大修。爆破阀检修全程把控安全、质量,全部检查项目均一次成功,多次突破爆破阀检修最短工期,证明了爆破阀检修工艺的安全与可靠。
爆破阀检修工艺优化工艺及专用装备的开发,优化爆破阀冰塞隔离工艺,液氮使用量降低25%以上,降低了整体检修成本。爆破阀吊装的三维模拟及现场环境确认,增设爆破阀专用起重吊点,实际应用并形成爆破阀特有的离线吊装工艺。通过开发爆破阀导向定位装备、进、出口法兰测量及调整装置、优化爆破阀检修场地实现了爆破阀检修工艺的优化。关键零部件的检修与保护是爆破阀解体检修的重点,优化解体检修专用检修工艺、专用设备爆破阀解体龙门吊的开发,避免关键零部件意外损伤的同时,可靠完成了执爆破阀全部在役检查内容。爆破阀检修的优化工艺应用效果良好,在确保安全性的同时,检修主线时长从238 h 优化至120 h。未来将对爆破阀检修工艺进行持续优化,不断突破,进一步加强爆破阀自主检修能力。
