废旧磷酸铁锂电池负极材料湿法回收利用研究
2023-12-31袁春月肖会琼朱亚丹
徐 浩,徐 涛,袁春月,肖会琼,郗 鑫,王 政,朱亚丹
(曲靖市华祥科技有限公司,云南 曲靖 655400)
在减碳背景下,全球新能源汽车保有量持续增长。预计2025年,全球新能源汽车保有量达到5000万辆,2030年扩大到近1.4亿辆[1]。因此未来几年内将会有大量的锂电池退役。预计到2025年,将有641595吨废品量,但仅有不到5%被回收利用[2]。退役的废旧电池若不能得到有效回收,不仅造成能源的浪费,而且还会严重污染环境。截至2021年,使用LiFePO4电池配套的动力车型高达85%。因此,当LiFePO4电池退役热潮到达时,定将呈现出资源回收再利用的热局。关于磷酸铁锂电池的梯次利用与回收技术正处于积极研究阶段,但从整个磷酸铁锂电池回收的行业中来看,大多数企业着重于正极材料的回收[3],对负极材料石墨的回收研究相对浅薄。石墨因其优异的性能[4-6],在磷酸铁锂电池使用中较为广泛。石墨材料作为不可再生资源,占据整个电池比重的12%~21%、整个电池成本的10%~15%[7],并且其中存在大量金属及有毒有害的电解质、粘结剂、增稠剂等,因此负极材料石墨的回收同样对资源的循环利用和环境保护具有重大意义。
常见的石墨除杂再生方法主要有:热处理法[8]、酸浸法[9-10]、电化学法[11]等。一般的石墨化再生方法,能耗较大,回收成本高。本文采用酸浸与高温再生相结合的方法,对不同种类、不同浓度的无机酸浸取除杂及高温煅烧后的再生石墨进行了XRD、SEM表征,并探究其充放电性能,为石墨负极材料的回收产业化提供思路。
1 实验部分
1.1 实验试剂及设备
原材料:废旧磷酸铁锂电池。
试剂:质量分数为95%~98%硫酸(优级纯)、质量分数为36%~38%盐酸(分析纯)、质量分数为68%硝酸(工业级)、纯水(自制)、高纯氮气(体积分数99.999%)。
实验装置:磁力搅拌加热水浴锅(ZNCL-GS)、电热鼓风干燥箱(101-E)、循环水式多用真空泵(SHZ-D(Ⅲ))、管式高温烧结炉(GSL-1100X-D)。
分析仪器:电感耦合高频等离子体发射光谱仪(ICP-OES 5100)、场发射扫描电子显微镜、X射线衍射仪。
1.2 回收工艺
取废旧磷酸铁锂电池进行手动拆解,将正极片和负极片分开,负极片浸泡在 90 ℃ 的热水中 1 min 后取出铜集流体。收集泡到热水中的负极粉,烘干后待用。
收集到的负极粉经1∶3(固液质量比)的纯水洗涤、过滤后,用1∶3(固液质量比)的稀酸分别洗涤、过滤3次,再用1∶3(固液质量比)的纯水洗涤、过滤2次,以除去负极粉中残留下来的酸,最后将滤饼烘干,放入管式炉中。在氮气环境下,以 5 ℃/min 的升温速度,将温度提升到 1000 ℃,恒温煅烧 12 h 后,得到再生负极石墨材料。详细流程如图1所示。
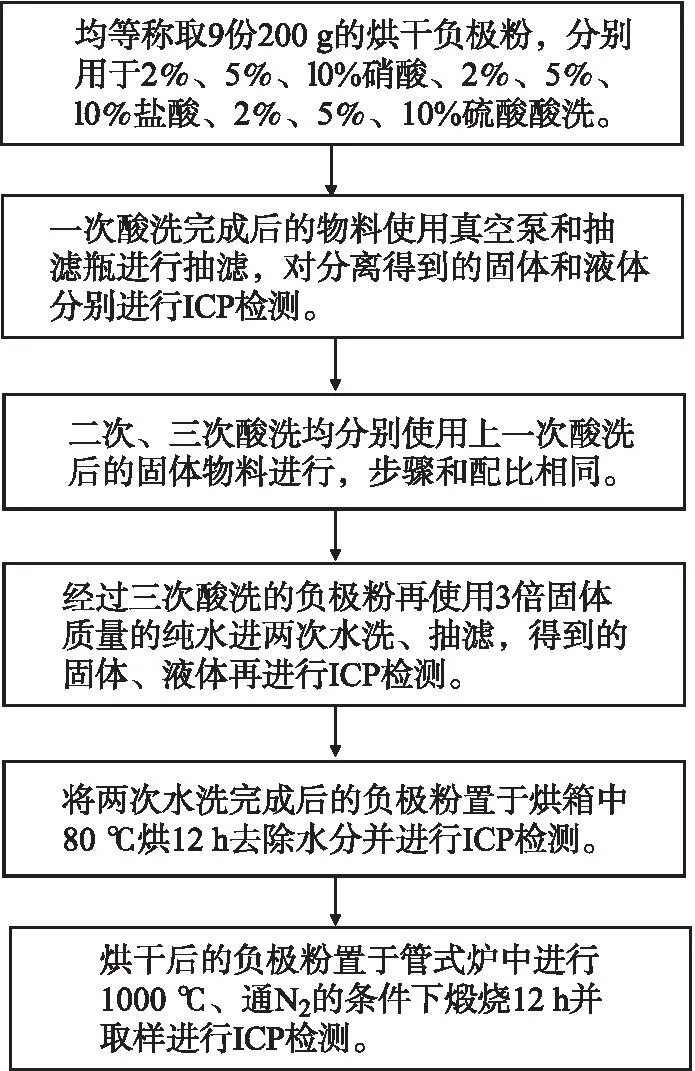
图1 回收工艺详细流程图
1.3 样品表征
通过改变稀酸种类和浓度进行负极石墨粉回收再生,最终得到的再生石墨通过XRD和SEM进行表征分析,同时检测不同温度下煅烧再生的负极石墨粉的电化学性能。
2 结果与分析
2.1 ICP杂质含量检测结果及分析
废旧负极粉原料的ICP检测结果如表1所示。由表1可知,在原料中,含量较高的元素有铁、钙、钠。
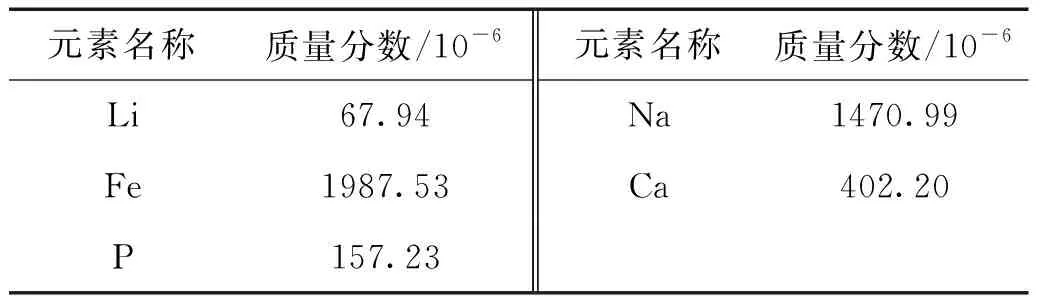
表1 废旧负极粉ICP检测结果
当负极粉分别经过不同浓度的硝酸、盐酸、硫酸的洗涤烘干、煅烧之后,得到再生负极粉,其ICP检测结果如表2所示。从表2中可知,无论经过哪种酸洗过后,锂含量都接近于零,铁含量和钠含量都有明显减少,磷含量可以维持在100×10-6以内,因此,酸洗对负极粉的除杂效果显著。

表2 不同种类、浓度的酸洗除杂后石墨(煅烧前)的ICP检测结果
对比某电池用负极石墨厂家成品石墨粉的ICP(如表3),5%、10%硫酸洗涤后的再生石墨杂质含量可达到电池用石墨的标准,但考虑到资源节约和成本问题,最终选定5%硫酸洗涤为最佳实验方案。
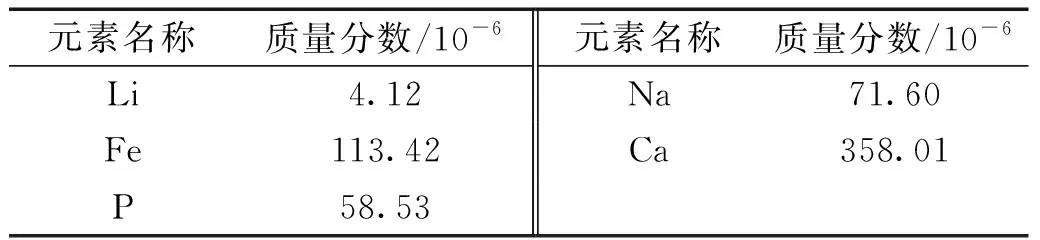
表3 某石墨厂家石墨样品ICP检测结果
为了探究负极粉煅烧前后,杂质含量是否存在差异,将5%硫酸除杂所得的石墨粉进行煅烧,对比煅烧前后的ICP检测结果,如表4所示。根据对比结果可知,煅烧前后对各元素含量相差不大,但高温煅烧可去除残留在负极粉中的有机物。

表4 5%硫酸除杂负极粉煅烧前后ICP检测结果 w/×10-6
2.2 SEM检测结果及分析
5%、10%硫酸酸洗除杂及高温煅烧后的石墨粉的扫描电镜结果如图2所示。从图2中的a、b、c、d看出,回收的石墨具有类似椭圆的颗粒形状;未煅烧的石墨颗粒边缘尖锐,不规整,表面粗糙,且表面存在大量絮状的附着物;经高温煅烧后,石墨表面粗糙程度降低,附着物减少,可能是因为电解液等有机物经高温煅烧后分解。在图2中的e、f、g、h,石墨的层状结构明显。整体来说,进行酸洗除杂仍保留了石墨的层状结构,高温煅烧对石墨的形貌影响效果不显著。
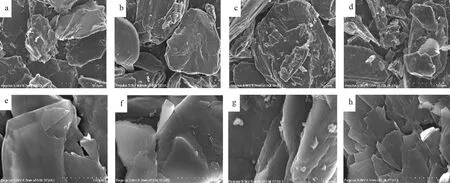
a、 e:5%硫酸除杂未煅烧;b、f:5%硫酸除杂煅烧后;c、g:10%硫酸除杂未煅烧;d、h:10%硫酸除杂煅烧后。a、b、c、d为10 μm放大倍率;e、f、g、h为1 μm。图2 回收石墨的扫描电镜图
2.3 XRD检测结果及分析
将回收得到的负极粉进行XRD比对分析,如图3所示。与标准卡片41-1478比对看出,回收制备的负极粉的C是纯相的,结晶度也较好。

图3 XRD比对分析
2.4 充放电性能测试
将5%、10%硫酸除杂所得再生负极粉(煅烧前后)进行充放电性能测试,在 0.1 C 下,循环20次,对比充放电性能,结果如图4所示。

(a) (b)图4 5%、10%硫酸除杂负极粉充放电性能测试结果
由图4(a)可知,5%硫酸除杂煅烧前后负极粉的首次放电比容量分别为 384.7 mAh/g 和 374.8 mAh/g。10%硫酸除杂前后负极粉的首次放电比容量分别为 376.0 mAh/g 和 367.4 mAh/g;随着循环次数的增加,放电比容量呈下降趋势,但未经过煅烧的负极粉相较于煅烧后的负极粉,比容量下降幅度较大下降趋势不规律。而从图4(b)得出,5%硫酸除杂煅烧前后负极粉的首次充放电效率分别为87.4%和85.8%;10%硫酸除杂前后负极粉的首次充放电效率分别为87.9%和84.3%,但未煅烧的负极粉在第17次循环后呈现不稳定趋势,充放电效率出现下降。综合以上分析,再次证明了5%硫酸酸洗为最佳方案,并可以得出,不同浓度的酸洗对石墨的电化学性能没有明显影响,但高温煅烧对负极粉的性能提高效果显著,经过煅烧后的再生负极粉性能相较于未煅烧的更优越,性能更好。
3 结论
通过比较不同种类、不同浓度的稀酸洗涤负极石墨粉除杂效果,并通过ICP进行元素检测、XRD和SEM分析、电化学性能测试后,表明用不同种类、不同浓度的稀酸对废旧石墨粉洗涤均有除杂的效果,但最佳方案为5% H2SO4酸洗,在 1000 ℃ 下通氮气保护煅烧 12 h,能有效除去残留的有机物,并提高了再生石墨的电化学性能,使其成为可循环利用的负极材料。
