一体化成套设备整体吊装技术应用
2023-11-17陶然
陶 然
[上海市政工程设计研究总院(集团)有限公司,上海市 200092]
0 引言
盘片式污泥干化机作为污泥干化焚烧处理工艺的核心设备,在污泥处置工程中的应用逐渐开始推广。根据污泥干化焚烧工艺及设备制造商安装要求,干化机作为成套设备,需整体吊装。本文将着重从吊装工艺流程、吊装安全验算及吊装安全技术控制进行阐述穿窗吊装及水平运输施工方法,为类似的成套设备吊装就位提供参考。
1 工程概况
某地区污水厂污泥处理处置工程,设计污泥处理规模800 t/d(以含水率80%的脱水污泥计),设计两条生产线,采用干化+焚烧工艺,主要建构筑物是污泥干化焚烧车间。
污泥干化焚烧车间为钢筋混凝土框架结构,主体结构为两层,局部一层。按工艺分区设置为:污泥接收存储区、污泥预干化区、污泥焚烧烟气处理区,配套辅助用房等。污泥接收存储区为一层,地上为卸料大厅,地下为储泥池;污泥预干化区为二层,上层布置干化车间,下层为半干污泥泵房;污泥焚烧烟气处理区为一层,主要布置焚烧炉、烟气处理等设备。工艺设备主要有焚烧炉、干化机、空预器、余热锅炉、静电除尘器、布袋除尘器、烟烟换热器、湿式洗涤塔等。
根据工艺设计布置要求,空预器、余热锅炉、静电除尘器、布袋除尘、烟烟换热器、湿式洗涤塔布置在污泥焚烧烟气处理区;干化机布置在污泥预干化区,二层平台上。根据设备制造商安装要求,空预器、余热锅炉、静电除尘器、布袋除尘、湿式洗涤塔采用分段吊装、拼装;烟烟换热器、干化机采用整体吊装。设备本身及分段后自重及尺寸较大的设备主要有空预器、余热锅炉,整体吊装自重及尺寸较大的设备是干化机。主要设备重量、尺寸参数见表1。
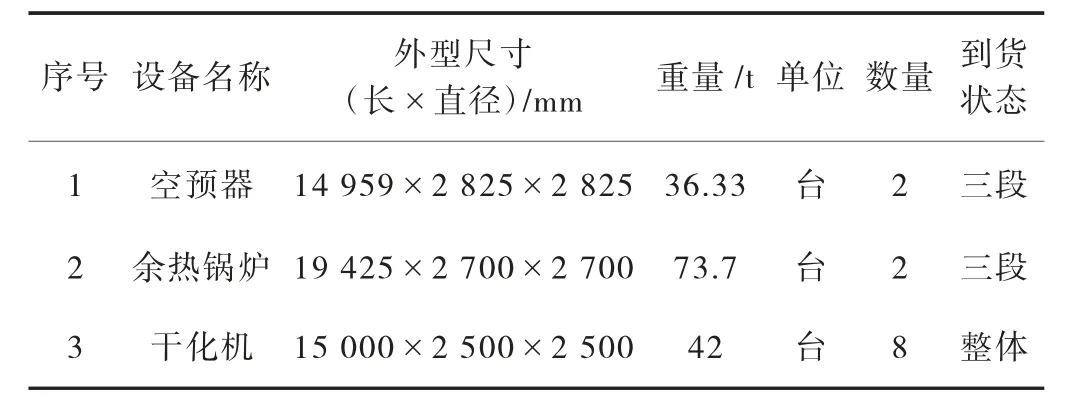
表1 主要设备重量、尺寸参数表
污泥焚烧烟气处理区为一层,建筑空间较大,且屋面为钢结构屋面,设备可先安装,后进行钢结构屋面施工。空预器、余热锅炉可用汽车吊直接进行分段吊装。干化机安装在污泥预干化区二层,可采用先安装设备再进行土建结构施工,或先进行土建结构施工再进行安装设备两种方法。若采用先安装设备,再进行土建结构的施工方法,二层平台增加8 台干化机,3 360 kN 自重荷载,需重新计算二层平台模板支撑体系及拆模时间,且影响上层结构模板支撑体系的搭设。从工期及经济效益考虑,采用土建框架结构施工完成后,再进行设备安装的方法。由于土建结构施工完毕,单台汽车吊无法将干化机吊入车间内,需采用主辅吊车配合进行穿窗吊,利用车间内设置的钢轨道及电动葫芦将干化机拖进车间内,再利用钢轨道及搬运小坦克将设备转运至设备基础上。干化机主辅吊车、纵横向钢轨道、电动葫芦布置、吊装布置见图1,主辅吊车吊装详见图2、图3。
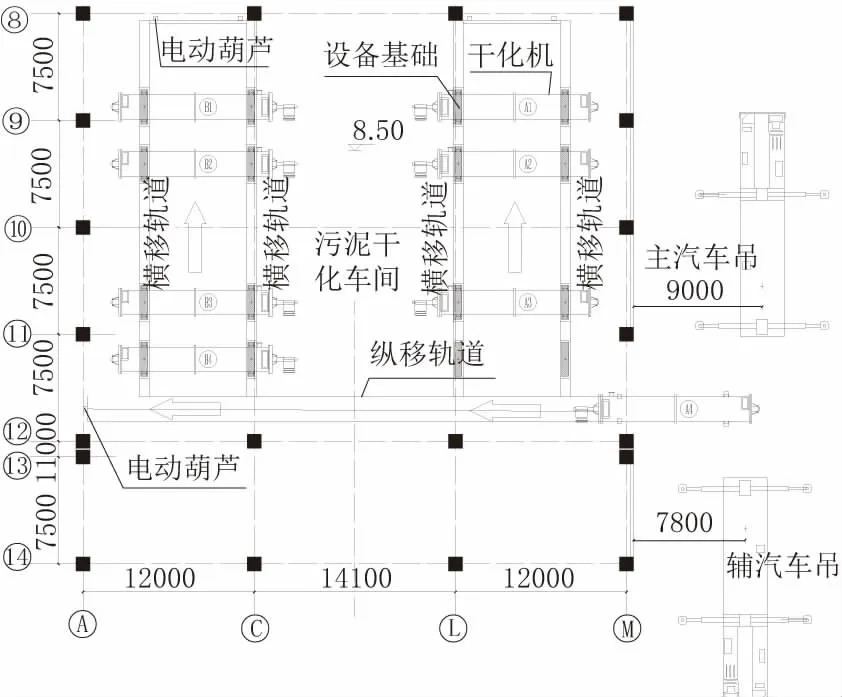
图1 设备吊装布置图(单位:mm)
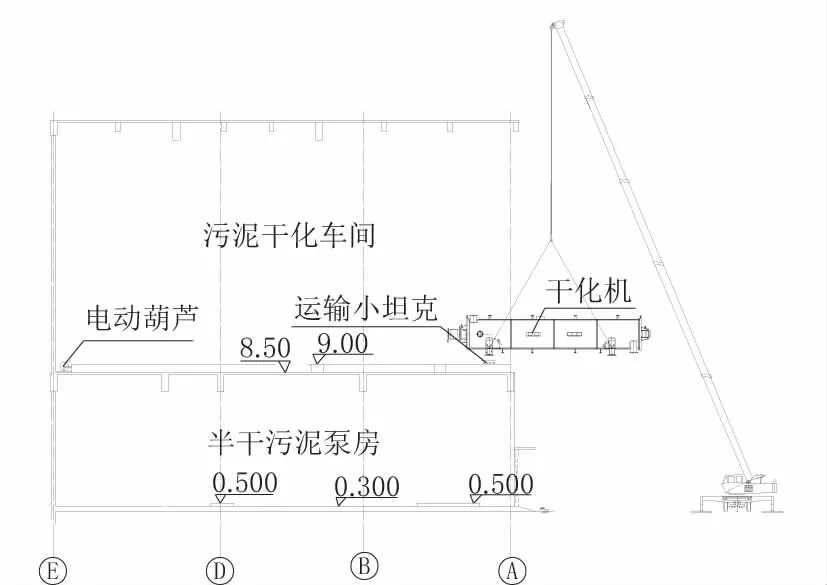
图2 主吊机吊装立面图
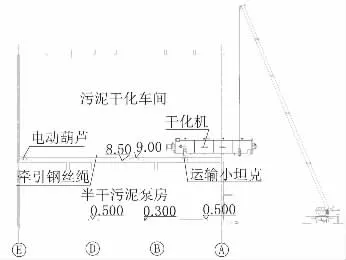
图3 辅吊机吊装立面图
2 成套设备整体吊装技术应用[1-4]
2.1 吊装设备工况分析
干化机尺寸长15 m,高、宽为2.5 m,自重42 t,8台。干化机出场时,设备制造商在前后两端分别设置了鞍座,供设备吊装、安装使用,鞍座中心距离7.5 m。
2.1.1 吊装设备验算
二层平台高度8.5 m,设备基础高0.5 m,设备安装高度9 m。
钢丝绳计算钢丝绳与设备水平夹角60°计算,干化机采用四点吊,钢丝绳长度15 m,吊钩至吊物垂直高度13 m。
吊装高度为结构高度+安装间隙+钢丝绳高度=9+0.5+13=22.5 m。
2.1.2 主吊机验算
吊机中心距墙9.0 m,回转半径:10 m,主吊机主臂长度: 24.6 m,300 t 汽车吊额定负荷:
51 t>G=K(G1+q)=1.1×(42+3)=49.5 t,满足安全使用条件。
2.1.3 主吊机吊装索具选择
根据设备长度及吊耳位置选用四根L=15 m 钢丝绳,钢丝绳与水平面夹角为60°,四点吊三点验算原则,单根钢丝绳承受荷载为:
Gp=G1/ 3×1/sin β=49.5/3×1/sin 60°=19.05 t式中:Gp为单根钢丝绳承受荷载;G1为设备吊装重量;β 为钢丝绳与水平面夹角。
本次吊装选用6×37S+FC,抗拉强度为1 770 MPa系列钢丝绳,安全系数为6。
主吊绳选用Ф46 钢丝绳,其破断拉力为1 240 kN。
许用拉应力[P]=1 240 kN/6=206.67 kN
吊装荷载Gp=19.05 t×9.8 N=186.69 kN
许用拉应力[P]>Gp
故选用6×37S+FC-Φ46 钢丝绳作为主吊绳,能满足吊装要求。
2.1.4 辅吊机验算
回转半径:18 m,辅吊机主臂长度: 28.81 m,200 t汽车吊额定负荷:
31.5 t>G/2=24.75 t,满足安全使用条件。
2.1.5 辅吊机索具选择
根据设备长度及吊耳位置选用两根L=2.5 m 钢丝绳使用,辅吊车起吊时,设备一端已放在运输小坦克上,此时辅吊车承受设备一半的重量,故单根钢丝绳承受荷载为:
式中:Gp为单根钢丝绳承受荷载;G1为设备吊装重量。
本次吊装选用6×37S+FC,抗拉强度为1 770 MPa系列钢丝绳,安全系数为6。
辅吊绳选用Ф36 钢丝绳,其破断拉力为757 kN。
许用拉应力[P]=757 kN/6=126.2 kN
吊装荷载G1=12.4 t×9.8 N=121.52 kN
许用拉应力[P]>G1
故选用6×37S+FC Φ36 钢丝绳作为主吊绳,能满足吊装要求。
2.1.6 卸扣选择
卸扣承受的拉力计算,按四点吊三点验算
根据GB/T 25854—2010《一般起重用D 型和弓形锻造用卸扣》,选用WLL6-20T 的卸扣,极限荷载20 t。
2.1.7 电动葫芦验算
(1)小坦克轴承摩擦力计算
运输干化机时,干化机鞍座下垫四个运输小坦克,前后各两个,每个小坦克有四个滚动轴承
式中:F1为轴承内滚珠摩擦力;U 为摩擦系数,一般在0.001~0.003 此处取0.002;P 为轴承负荷。
(2)轴承在轨道上滚动摩擦力计算
式中:F2为轴承滚动摩擦力;U 为摩擦系数,此处取0.01;G 为设备重量。
(3)总摩擦力
轴承有时不同轴或轴承滑动,为保证葫芦受力,此处将摩擦力放大10 倍,取49.3 kN。
现场选用的10 t 电动葫芦满足要求。
2.1.8 千斤顶选型计算
现场选用50 t 千斤顶满足要求。
2.2 吊装地基承载力分析
本次吊装最大吊车为300 t 汽车吊,最重设备为42 t。
地基的荷载:
式中:G1为吊车自重,G1≈79.68 t;G2为吊车配重,G2≈50.5 t;G3为设备最大重量,G3=42 t。
汽车吊单支腿按0.25 m2,按吊装时最不利情况两腿受力时计算。
地基承受压力值
=0.5G×10/S
=0.5× 172.18 t×10 /0.5 m2=1721.8 kPa。
回填土路基承受力约为170 kPa,回填土路基不满足吊装要求,需增设路基箱进行加强,支腿垫板为路基箱2.5 m×6 m,路基箱重2 t。
地基承受压力值
=(0.5×172.18+2)×10/15 = 57.4 kPa
加铺路基箱后回填土承载力满足吊装要求。
2.3 吊装前准备条件
吊装地基承载力满足吊装要求,二层结构混凝土及设备基础混凝土强度已经达到设计要求,能承受干化机荷载。车间二层吊装区域外侧墙体不得砌筑,作为设备转运通道。干化机已运输到吊装现场,经检查符合设计图纸要求,并具备起吊条件。
机械准备:300 t 汽车吊、200 t 汽车吊、U 型卸扣30 t,6 副,4 台30 t 运输小坦克、5 台10 t 电动葫芦、4 台50 t 千斤顶。
人员准备:起重工2 人,信号工4 人,安全员2人,普工12 人。
2.4 干化机吊装工艺流程
设备基础结构强度、位置、高程复核→吊装地基承载力校核及处理→纵横向导轨铺设→干化机起吊→搁置运输小坦克→主辅吊车换吊→电动葫芦牵引干化机→搁置后端运输小坦克→解除辅吊车→电动葫芦牵引干化机至横向轨道→干化机顶升、运输小坦克转向→换横向电动葫芦牵引→干化机顶升、搬运坦克撤除→干化机就位→设备地脚螺栓固定。
2.5 吊装技术
轨道敷设:在车间内敷设纵向轨道两道,横向轨道四道。轨道采用500 mm×300 mmH 型钢两根并排焊接,高度500 mm,宽度600 mm。纵向导轨中线间距1.83 m,将干化机沿纵向从室外拖到室内;横向轨道四道,将设备基础两两连接起来,导轨与基础等高,导轨间距7.5 m,将干化机沿横向倒运至设备基础上。导轨之间采用工字钢进行横向连接,间距2 m,防止倾覆。
电动葫芦安装:在纵向轨道末端,设一台10 t 电动葫芦,横向轨道末端设四台10 t 电动葫芦,并与纵横向轨道固定牢靠。
吊装顺序:干化机共8 台,吊装按照从里到外的顺序,依次完成。
设备吊装:首先用主吊车将设备吊至9.5 m 高度,摆动汽车吊大臂,将设备长度方向一端缓慢吊入车间,当设备进入至车间达设备的1/3 长度时,将两个运输小坦克分别放置于两组钢轨上,松主吊车钢丝绳,缓慢下降,将干化机一端放置于小坦克上。
保持主吊机吊装状态不动,用纵向轨道末端电动动葫芦将干化机牵引住,防止干化机倒溜,用辅吊车吊住设备尾部。辅吊车吊点与主吊车吊点在同一位置,保持辅吊车钢丝绳受力与干化机垂直,缓慢提升辅吊车钢丝绳,将干化机尾部轻轻吊起,使主吊车钢丝绳不再受力,当主吊车钢丝绳呈现松弛状态时取下主吊车钢丝绳。
启动纵向轨道末端电动葫芦,用电动葫芦作牵引,将干化机沿纵向轨道缓慢的往车间内部拖,辅吊车随设备前进方向缓慢摆动大臂。当设备全部进入车间框架后,将另外两个运输小坦克置于轨道上,松辅吊车钢丝绳将干化机尾端放置在小坦克上,当钢丝绳呈现松弛状态时,取掉辅吊车钢丝绳。
电动葫芦继续牵引设备至纵向轨道与横向轨道交接处,停止牵引干化机,随后用四台千斤顶将干化机顶起,将小坦克进行90°转向,松弛千斤顶,干化机落在转向后的小坦克上。利用横向轨道处手动葫芦将干化机牵引住,松开纵向轨道手动葫芦。启动横向轨道电动葫芦,将干化机沿横向轨道缓慢的拖到设备基础位置,设备安装位置复核完成后,再次利用千斤顶将干化机顶起,拖出运输小坦克,缓慢松掉千斤顶,干化机落在设备基础上,设备安装就位。
3 吊装安全技术控制要点
3.1 主吊车解钢丝绳必备条件
当主吊车将干化机吊入车间内,干化机一端放在运输小坦克上,纵向轨道手动葫芦牵引住干化机前端,辅助吊车吊住设备尾部后,需解除主吊车钢丝绳。这时需确保电动葫芦于干化机牵引倒链张紧,并在运输小坦克后端加装轨道限位器,防止干化机倒溜。辅吊车吊住干化机尾端,需轻轻抬起干化机尾端,让辅吊车充分受力,当主吊车钢丝绳不再受力,呈现松弛状态时,取下主吊车钢丝绳。
3.2 辅吊与电动葫芦牵引协调配合
干化机一端放在运输小坦克上,辅吊吊住干化机尾部,电动葫芦牵引干化机往前移动时,需密切关注,干化机水平度、设备偏移情况及辅吊吊车状况。电动葫芦牵引力只需略微大于运输小坦克滑动阻力,牵引速度要缓,辅吊大臂摆动速度于电动葫芦牵引速度相匹配。干化机往前移动,辅吊大臂跟随摆动,保持同步。干化机每往前移动500 mm,停止牵引,检查干化机尾部水平度,辅吊钢丝绳是否垂直,防止干化机尾部出现偏移,脱离纵向钢轨道中心线。当检查确认没有问题后,启动电动葫芦,继续牵引干化机。
4 结语
区别于室内吊装,一体化成套设备吊装需要从室外穿越主体结构一侧框架进入室内,本工程采用主辅汽车吊吊装,纵横向钢轨道水平运输的方式进行就位,单台设备就位时间仅2 h,8 台干化机吊装仅需两天时间,设备吊装安全可控,通过精确的吊装计算,吊装环节细节控制,为一体化成套设备吊装提供了安全可靠的保证。
