折光率法在蚕丝精练中的应用
2023-11-14李楚楚沈一峰姜建堂张金珍
殷 英, 李楚楚, 沈一峰, 周 青, 姜建堂, 雷 斌, 梁 辉, 张金珍
(1.浙江理工大学 纺织科学与工程学院(国际丝绸学院),杭州 310018; 2.浙江理工大学绍兴柯桥研究院,浙江 绍兴 312000;3.达利丝绸(浙江)有限公司,浙江 绍兴 312500)
蚕丝主要由丝素和丝胶组成,为了方便后续的染色加工,需要经过精练工艺除去丝胶。常用的精练方法有连桶碱精法,即在桶中完成一次精练后,通过补加碱和精练剂继续用于精练。工艺流程为浸泡→初练→复练→热水洗→出水,其中精练脱胶的重要工序是初练,初练的脱胶率一般在20%~25%[1]。工厂为了节约物料和提高加工效率,通常以浸泡桶、初练桶、复练桶为一组,采用翻桶工艺进行加工,即新桶首先作为复练桶,然后再依次作为初练桶和浸泡桶。随着丝胶的脱落,精练桶中的丝胶质量浓度会越来越大。一般初练桶连续4~6次后,由于丝胶质量浓度过高,蚕丝的脱胶率会大幅度下降,无法满足品质要求,则需排掉废液,重新换桶。
目前,测定蚕丝脱胶率的标准为FZ/T 40004—2009《蚕丝含胶率试验方法》,该方法准确度高,但需要3~4 h,耗时较长,无法及时反馈以指导实际生产。有学者研究了显色法,期望通过特定的试剂使蚕丝发生颜色变化,从而快速判断脱胶率。如祝莹等[2]采用染料染色法,将脱胶率不同的蚕丝染色,然后制成标准色板,通过颜色的比对来判断脱胶率。张显华等[3]采用苦味酸—胭脂红染色脱胶率不同的蚕丝,丝胶脱净为黄色,未脱净的为红色。但神勇等[4]利用氨基酸—重氮盐偶合反应来推算蚕丝脱胶率。然而显色法也存在判断时间长、视觉判断误差等问题,在实际生产过程中,技术人员仍然是通过眼看手摸的经验来判断蚕丝脱胶率和连桶次数。
折光率也叫折光指数,是物质重要的物理常数之一。有研究报道,当温度恒定时折光率与物质的浓度呈极显著的线性正相关[5-7]。折光率法简单便捷,在精细化工[8]、食品检测[9]等领域都有着非常广泛的应用,然而在蚕丝精练领域鲜有报道。本文采用线性回归分析的方法建立了丝胶、纯碱、精练剂质量浓度和折光率的线性回归模型,并探究了蚕丝精练液折光率和脱胶率的关系,以期通过折光率快速判断脱胶率和连桶次数,这对于实际生产有一定的指导意义。
1 实 验
1.1 材料及仪器
材料:SHJ-A-01纯碱(湖北双环科技股份有限公司)、AR617蚕丝精练剂(泰兴中纺兴泰新材料有限公司),TF-125S蚕丝精练剂(浙江传化股份有限公司),蚕丝素绉缎19姆米生坯、蚕丝斜纹绸16姆米生坯、蚕丝素绉缎14姆米生坯、丝胶粉(达利丝绸(浙江)有限公司)。
仪器:高温高压染色小样机(佛山亚力诺精密机械制造有限公司),量程0~32%的MDS-FNW55数字折光仪(迈德施(上海)分析仪器有限公司)。
1.2 方 法
1.2.1 丝胶液的制备
取适量蚕丝生坯放入高温高压染色杯中,浴比60︰1,在125 ℃条件下精练1 h。染色杯中精练液反复使用多次,直至精练液变稠或脱胶后的蚕丝手感明显变硬。每次精练完后取出蚕丝,收集精练液。将收集的精练液放入50 ℃烘箱中除水浓缩,采用烘干称重法,得到质量浓度为50 g/L的丝胶溶液,然后按表1配制成不同质量浓度备用。

表1 三种溶液的折光率
1.2.2 折光率的测定
使用数字折光仪测试之前,先用去离子水进行校准。将不同质量浓度丝胶溶液分成A、B、C三组,每组约1~3 mL,装入一次性5 mL离心管中。A组溶液放置在装有自来水的烧杯中摇晃冷却至常温,温度为(25±2) ℃,B组和C组通过水浴锅保温,温度分别为(30±2) ℃和(40±2) ℃。然后用一次性吸管吸取少量待测液,固定滴入8滴至折光仪的盛液区,按读数键,重复5次,取平均值。
1.2.3 实验数据处理
一元线性回归模型,如下式所示:
Y=α+βx
(1)
式中:α、β为常数;x为丝胶、纯碱或精练剂的质量浓度。
多元线性回归模型,如下式所示:
Y=β0+β1x1+β2x2+β3x3
(2)
式中:β0、β1、β2、β3为常数;x1、x2、x3分别为丝胶、纯碱和精练剂的质量浓度。
根据以上两类线性回归模型,实验所得数据借助SPSS统计分析软件进行线性拟合和参数计算,拟合程度采用R2进行评价,R2值介于[0,1],越接近于1表示拟合程度越好。
1.2.4 精练液中含固量测定
取适量精练液于锡纸盒中,120 ℃烘干至恒重。根据下式计算蚕丝精练液的含固量:
C=(W2-W1)/V
(3)
式中:C为含固量,g/L;W1为锡纸盒的质量,g;W2为烘干后蚕丝精练液和锡纸盒的质量,g;V为烘干前精练液的体积,L。
重复3次,取平均值。
1.2.5 蚕丝脱胶率的计算
根据下式计算脱胶率:
P/%=[(M0-M1)/M0)]×100
(4)
式中:P为脱胶率,%;M0为脱胶前干重,g;M1为脱胶后干重,g。
2 结果与分析
2.1 三种溶液的一元线性回归模型
蚕丝精练的主要助剂是纯碱和精练剂,常温下分别测定丝胶、纯碱、精练剂不同浓度的折光率。由表1可见,三种溶液的折光率都随着溶液质量浓度的增大呈正向变化,但是纯碱和精练剂的折光率出现了分段情况,当纯碱质量浓度小于3 g/L、精练剂质量浓度小于11 g/L时,溶液的折光率为0。同时对比不同厂家的蚕丝精练剂,均呈现相同的规律,质量浓度一致时,折光率仅相差0.1。以溶液质量浓度为自变量、折光率为因变量,对三种溶液进行一元线性拟合,拟合曲线如图1所示,拟合结果如表2所示。三种溶液的拟合优度R2都大于0.990,说明丝胶、纯碱、精练剂的质量浓度与折光率有着非常好的线性关系,线性回归模型吻合度高。

图1 三种溶液线性拟合曲线

表2 三种溶液的一元线性拟合结果
2.2 混合溶液的多元线性回归模型
蚕丝精练液是丝胶、纯碱、精练剂的混合溶液,对于多个自变量间的线性关系,宜采用多元线性回归分析法[10-11]。本文按表3配制25组丝胶混合液并测定折光率,拟合结果如表4所示。由表4可知,丝胶、纯碱、精练剂的显著性都小于0.05,随机误差非常小,假设结果可接受,说明丝胶、纯碱和精练剂都对混合液的折光率有明显影响。拟合后的多元线性回归方程为Y=0.117x1+0.123x2+0.029x3-0.13,其拟合优度R2等于0.998,说明多元线性回归方程拟合程度高。
2.3 精练液线性模型的选择
按照工厂工艺,初练桶每次纯碱的补加量为0.1~2 g/L,精练剂的补加量为0.1~3 g/L。随着精练桶连桶次数的增加,除了丝胶质量浓度逐渐增大外,纯碱和精练剂的质量浓度也在增大,理论上可以通过记录助剂的补加量计算出精练液中各助剂的质量浓度,但实际上这个计算是十分困难的。因为蚕丝进入和离开初练桶时会带入和带走大量水和助剂,同时丝胶还会和助剂发生反应。

表3 混合溶液折光率
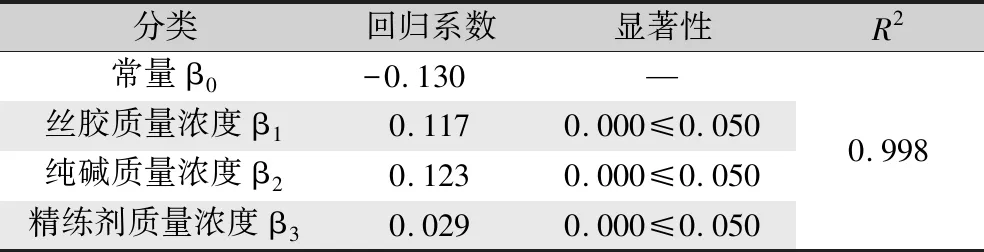
表4 丝胶混合液多元线性回归分析结果
为了选择合适的线性模型,本文做出两种假设。假设一:纯碱和精练剂对折光率无明显影响,只需考虑丝胶质量浓度,适用一元线性模型。假设二:纯碱和精练剂对折光率有较大影响,除丝胶质量浓度外,还需要考虑纯碱和精练剂的质量浓度,适用多元线性模型。本文计算时将精练液的含固量近似等于丝胶含固量,数据如表5所示。通过对比两种假设的折光率偏差,可知假设一的折光率偏差更小,相对更加准确。另外,由表2中丝胶溶液一元线性方程Y=0.116 6x-0.002 7推导可知,假设一中最大折光率偏差为0.1时,其对应的丝胶质量浓度偏差值为0.9 g/L,此质量浓度偏差很小,并不会对蚕丝脱胶率有很大的影响。为简化计算,本文选择丝胶溶液一元线性模型较为实用。

表5 生产线上蚕丝精练液折光率
2.4 温度对丝胶溶液折光率的影响
折光率的大小与溶液性质、光线波长及溶液温度有关[12],其他条件固定时,温度升高,折光率会变小[13]。虽然常见的折光率仪都带有自动调温功能,但是当温度较高时,其调温作用是有限的,故选择和控制合适的温度对通过折光率判断丝胶质量浓度的准确度十分重要。表6和图2为丝胶溶液在不同温度下的折光率变化情况,可以发现随着温度的上升,折光率会变小,这是因为丝胶含有大量羟基、羧基、氨基等亲水基团,具有很好的水溶性。当温度升高时,丝胶和水分子一样会发生剧烈运动,降低了分子密度,从而使折光率变小。25 ℃和30 ℃的曲线会有部分重合,折光率差值不那么大,但是40 ℃的曲线就出现明显的平行下移,折光率差值很大。另外,溶液温度过高,将待测液转移至折光仪盛液区时,操作过程中的散热就大,使得最后盛液区的温度下降明显,温度稳定性非常不好,会出现忽高忽低的情况。从表7的线性拟合结果来看,(25±2) ℃的拟合优度R2最高,此温度下折光率的线性变化规律最好,因此在测定丝胶溶液折光率时,最好控制温度在25 ℃左右,即常温下测定折光率。

图2 不同温度丝胶溶液的线性拟合曲线
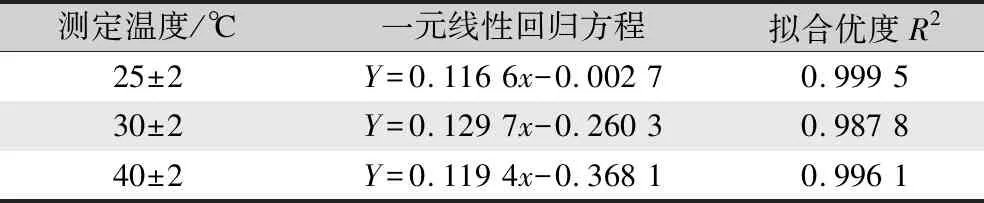
表7 不同温度丝胶溶液一元线性回归模型
2.5 蚕丝精练液折光率与脱胶率的关系探究
丝胶质量浓度是影响蚕丝脱胶率的主要因素,通过折光率可推导出丝胶质量浓度,进一步探究折光率与脱胶率的关系,有利于快速推算蚕丝脱胶率和判断初练连桶次数。本文取表5中D6精练液,加入丝胶粉提高溶液质量浓度,继续精练。由表8可见,D6和D8的脱胶率较为理想,但当折光率大于5.0之后,脱胶率出现了明显下降,降至16%左右。从图3也可明显看出,D8脱胶效果较好,布面比较干净,呈黄白色,而D10和D14明显手感硬,脱胶率低,甚至布面还残留色素。

表8 蚕丝精练液折光率与脱胶率的关系
蚕丝初练时,由于面料品种不同,一般会连桶4~6次,初练桶每练一次增加的丝胶质量浓度约4~5 g/L。折光率等于5.0时对应的丝胶质量浓度约为43.0 g/L,表5中D6的丝胶质量浓度为32.6 g/L,可推测初练6次后还可以继续连桶,减少精练桶废液排放。

图3 不同脱胶率的蚕丝织物表面
3 结 论
本文采用数显折光仪测定蚕丝精练液及其主要成分的折光率,建立了折光率与各成分质量浓度之间的关系。主要结论如下:
1) 丝胶、纯碱、精练剂三种纯溶液的质量浓度与折光率有着良好的一元线性关系,R2均大于0.990;由三者组成的丝胶混合液,经过多元线性拟合,R2=0.998,拟合程度好。对比发现,丝胶一元线性回归模型能更加便捷地反映蚕丝精练液折光率的变化规律,有助于生产过程中对脱胶率的快速检测。
2) 通过折光率的判断,可指导生产中精练桶的排放次数,节能减排。其中,精练液在常温下的折光率大于5.0后,蚕丝脱胶率过低。

《丝绸》官网下载

中国知网下载
