回转式空气预热器现场安装要点简述
2023-11-07赵忠民
赵忠民
(上海电力安装第二工程有限公司)
0 引言
回转式空预器主要由冷热端中间梁、外壳主副支座、转子、传热元件、三向密封、支承轴承组合件、导向轴承座、传动装置、冷热端连接板、外壳和其他附件等组成。回转式空预器作为一种蓄热式高效节能换热设备,是锅炉设备中不可或缺的关键部件,在锅炉机组实际运行过程中回转式空气预热器如果出现事故停运将会直接导致整个锅炉机组停机。本文以上海外高桥电厂三期工程2×1000MW 超超临界直流锅炉8#机组的两台2-34-VI(T)-82"(90")SMRC 型围带传动的回转式三分仓空气预热器为例,对其安装过程中各个组件预组合、三向(轴向、径向、环向)密封间隙控制、围带圆度控制等因素进行分析,通过改进安装工艺并以适宜的预控方案保证回转式空气预热器各项参数及安装标准符合设计要求,从而确保机组投运后各项运行指标安全可靠,回转式空气预热器在锅炉机组运行中能够保持较好的平稳运行状态,其漏风率、排烟温度、烟空气阻力等各项目性能参数合格,锅炉效率得到保证。
1 工作原理
回转式空预器是蓄热式高效节能换热设备,其作用是将锅炉尾部烟道中排出的烟气中携带的热量,传导给进入锅炉前的空气,并将空气预热到一定的温度。回转式空气预热器热交换原理是通过连续转动的转子,缓慢地载着传热元件旋转,经过流入预热器的热烟气和冷空气,而完成热交换的。传热元件从烟气侧的热烟气中吸取热量,通过转子的转动,把已加热传热元件中的热量,不断地传递给空气侧进来的冷空气,从而加热空气。
2 要点分析
在实际运行过程中,回转式空气预热器安全、平稳地运行的基本要求:运行过程稳定,漏风率不超标,预热器动静处结合无异常磨擦、卡涩,上下轴承座不漏油、轴承油温不超温,围带传动大齿轮无撞击声等。
3 控制要点
3.1 预先组合安装,确保进度、质量可控
回转式空气预热器作为大型火电机组锅炉中最大转动设备,其部件多,结构复杂。加上高空布置,其作业难度和施工风险相对较高,势必会影响施工周期和质量管控。为此,设备吊装前,在机械吊装许可情况下,部件最大程度采取地面组合,减少高空作业,以便于回转式空气预热器里程碑安装节点得到保证和安装质量得到控制。
传动装置组件、支承轴承组件、导向轴承组件是确保回转式空气预热器转动的首要组件,供货商鉴于成本等因素考虑,均以散件形式供货,对高空作业带来不少安全风险和周期影响,同时也不易把控安装质量。通过预先地面组合,在缩短高空作业时间的同时有益于其安装质量的提高。
传动装置组件地面组合(见图1):该组合件分别由齿轮箱托架、齿轮箱、主马达、副马达、空气马达、大齿轮等设备构成,设备厂家一般均以散件形式供货。

图1 传动装置组件地面组合
3.2 三向(轴向、径向、环向)密封及静密封控制
回转式空气预热器漏风率是一个涉及设计、制造、安装、调试、运行的系统工程,是锅炉热效率的一项重要指标。该指标关系到锅炉运行的经济性,在各个工况下其风机是否能完全出力。
回转式空气预热器在安装过程中,动、静部件之间的配合要求对空预器漏风率有着较大的影响,其中三向(轴向、径向、环向)密封间隙的控制尤为重要,而三向密封中对漏风率影响最大的是热端径向密封,对回转式空气预热器漏风率有着决定性的影响。
(1)热端径向密封间隙控制
热端径向密封片在安装调整时,考虑到转子在热态运行时呈蘑菇状向下变形,一般安装成弧线并呈V形,即安装后密封片内外两侧高,中间低。预热器发生变形之后,热端扇形内侧随着转子中心轴膨胀向上移动,所以内侧间隙几乎不变,而外侧间隙则由于转子的蘑菇状下垂而间隙增大,这样变形后的整个热端径向密封片会大致呈直线形状斜向下,以便于热端扇形板在漏风控制装置提升装置的作用下与热端径向密封片贴合,从而达到减少漏风间隙、降低漏风率的目的。
为了满足热端径向密封片安装达到同一位置要求,安装时需要有一个安装基准即安装直尺,确定直尺标高工作面(内侧:中心筒密封片顶面向上6mm;外侧:车削后的转子密封角钢向上10mm)及位置(平行于转子径向隔板)。整个转子由36 道径向隔板组成,而每道径向隔板热端装有5 块密封片拼装合成“V”形凹弧形状,间隙调整是在密封直尺下、密封片的内外侧以及每两块密封片的接头处填塞块,如图2 所示。热端径向漏风率的减少不仅仅局限于漏风控制装置的有效跟踪,同时对36 组径向隔板上热端径向密封片标高是否一致有着密切的联系。标高不一致势必会造成运行过程中热端扇形板与径向密封片之间的漏风增大,并产生间断性的摩擦,从而影响到传动装置运行电机出现电流增高波动的现象。

图2 热端径向密封片安装
为此,只有提高安装工艺,加强安装质量,做到安装后每道径向隔板上的密封片凹弧均在同一回转面上,才能更好地控制漏风量。在工艺上,改变了传统操作方法—间隙塞尺测量,而是采用加工固定式标准塞块(2mm、9mm、11.5mm、8mm),直接氩弧点焊在槽钢式直尺下方测量点(见图2),从而避免了每道径向隔板上热端径向密封片安装找正测量的繁琐工作,同时也规避了每次测量带来的误差,不仅在安装质量上赢得可控,同时也加快了安装进度。
(2)冷端径向密封间隙控制
由于转子在热态运行时呈蘑菇状向下变形,冷端径向密封片外侧会向下变形并靠近冷端扇形板,冷端径向密封片与冷端径向密封片之间的间隙会自动减小,因此回转式空气预热器冷端径向漏风不大,但由于冷端径向密封片外侧向下变形过程中有可能会碰到冷端扇形板,并产生摩擦,从而导致运行中传动装置电机运行电流增大和冷端扇形板外侧严重磨损,因此安装过程中冷端径向密封间隙也必须得到有效的控制。冷端径向密封间隙的控制一般采用冷态预留热态弥补的办法,即在冷态安装调整时,冷端内侧间隙为0mm,而外侧预留出一定间隙(1000MW 机组为51mm,中间分别由内向外:4.5、12、22、35);热态运行时,内侧间隙由0mm 变为支撑端轴的膨胀值,外侧间隙由于转子的蘑菇状下垂变为接近于0mm,从而起到了有效控制冷端径向密封的目的。
冷端径向密封片的安装方法与热端是一致的,不同之处,基于冷端扇形板无漏风控制装置,在转子运行过程中是处于静止状态,为了更好保证密封效果,选用一道径向隔板上的冷端径向密封片作为基准找正三块扇形板两侧面为统一标高。
(3)旁路密封间隙控制
根据已车削完毕的转子密封角钢(或冷端圆弧板)尺寸来确定刚性环上基准旁路密封角钢的位置,然后安装旁路密封片并使上下两密封片的槽口相互错开(前面与后面的密封片要错开一个螺孔),从而堵住槽口且避免泄漏。鉴于旁路密封片周向布置具有较强的可弹性,转子运行过程中与旁路密封片接触阻力十分微小,对回转式空气预热器正常运行不具影响。为此,实际安装时,与密封面的安装间隙应偏小于设计值,如图3 所示,热端径向旁路密封间隙在设计上缩减1.0mm(即7.5mm),冷端旁路密封间隙在设计上缩减3mm(即48mm),可弥补间隙安装偏差而引起的漏风。
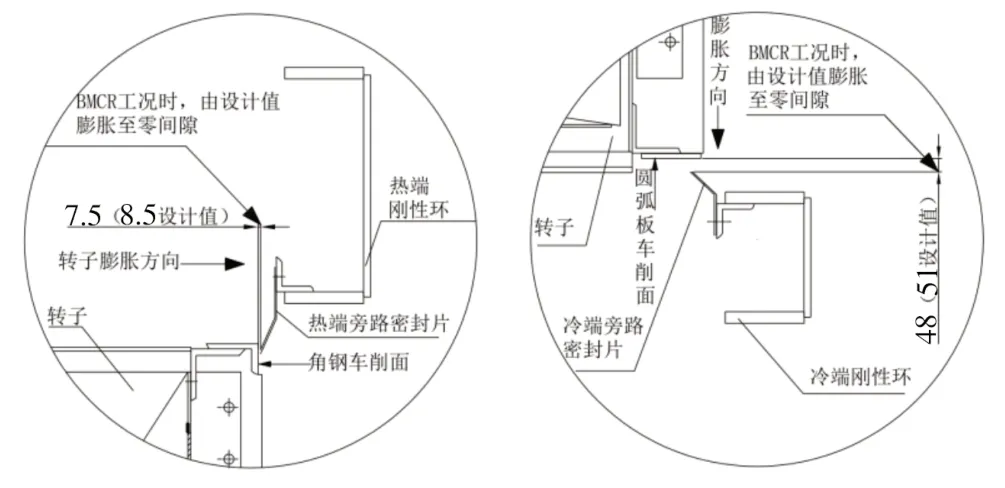
图3 冷、热端旁路密封片安装
(4)轴向密封间隙控制
预热器一般都装有轴向密封装置,当旁路密封(环向密封)不良时,轴向密封可以防止气体通过外壳与转子之间的环形通道绕到烟气侧,也就是说,轴向密封起到第二道防线作用。实际上,旁路密封安装精度不易保证,再加上旁路密封片的磨损,旁路漏风是存在的。当旁路密封所泄漏空气从冷端进入转子与外壳之间后,又分为两个去向,一部分通过轴向密封间隙泄漏到烟气侧,一部分又从另一端汇入到空气风道中。为了控制轴向漏风量,安装中每组密封片的工作面应紧贴安装直尺基准面,从而使每道径向隔板上的轴向密封片安装做到整齐划一。然后选一径向隔板上的轴向密封片作为基准找正三块轴向圆弧板冷热端间隙,同样,其找正间隙宜小不宜大,如图4 所示。轴向密封片安装过程中,设计值(热端:16mm,冷端:8mm)基于在锅炉BMCR 工况下,轴向直尺虽保证了各道径向隔板上的轴向密封片在同一近似垂直面上,但参差不齐仍旧存在。在结构上,轴向密封片外端边缘处有微量倾角,安装时其角度顺转子旋转方向,其耐磨性低于轴向密封圆弧板。转子热态启动运行时,随着回转式空气预热器入口烟温逐步提高,其轴向膨胀间隙由设计值逐步减少,在接近BMCR 工况时,轴向密封片中最突出点逐步与硬度较强的轴向圆弧板产生接触性摩擦。因轴向密封片安装在转子周向最外端,运行中接触性阻力较小,与轴向圆弧板微量接触的情况下,不会对运行电机产生影响。在调试过程中,轴向密封片经过微量接触性摩擦且突出点受到磨损后,各组轴向密封片整齐划一精度反而提高,从而使运行电流更加稳定,漏风系数可控性更强。为此,在实际施工找正中,为了达到上述效果,有意在设计值上缩减0.5mm 左右。
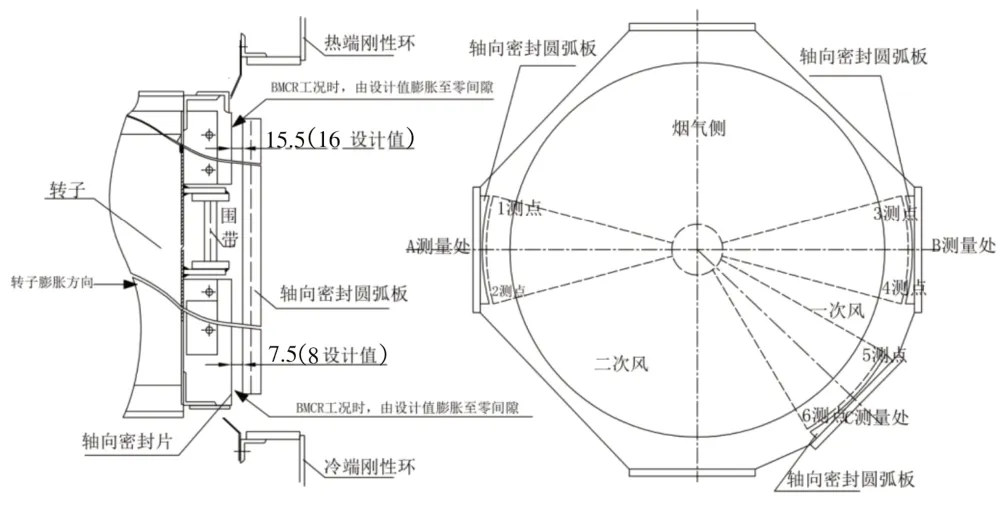
图4 轴向密封间隙结构图
(5)静密封安装控制
为配合三向密封,在预热器扇形板侧都装有静密封,防止运行过程中空气通过扇形板与冷、热端梁之间的间隙通道漏到烟气侧。静密封的一端与冷、热端梁直接焊接,另一端与扇形板焊接(波纹式静密封)或不焊接(插板活动式静密封)。不管是波纹式静密封结构或插板活动式静密封结构,均需保证静密封安装好后扇形上下都可动(外高桥8#机组回转式空气预热器冷热端静密封采用的都是插板活动式静密封结构)。安装静密封时要注意不能将设计要求的活动的地方焊死,在保证物体相对运动不受限制的情况下,部件与部件之间应相互紧贴,把间隙控制在最小,以降低其部件的漏风量。
3.3 传动装置安装质量控制
传动装置的安装质量,与围带销轴圆度和传动大齿轮啮合间隙有着不可分割的关系,围带销轴圆度是基础,直接影响到大齿轮与销轴啮合间隙。围带销轴圆度偏大势必会造成转子热态运行时产生间断性的撞击和摩擦声,直接影响围带销轴和大齿轮的使用寿命,并导致回转式空气预热器电机运行电流呈周期性波动,且波动很大,有可能导致电机跳闸,从而影响到整个锅炉机组的安全稳定运行。为此,只有控制好围带销轴圆度,才能更好保障传动装置安装质量。
回转式空气预热器传动装置的从动部件是由36 段围带节拼接而成的围带,围带安装要考虑传动装置大齿轮标高、轴向密封片定位等诸多因素,从而确定整个转子围带的安装标高。然后,依据各节围带弧长在外壳板上定位轴向临时定位板,按编号逐段就位围带。从转子中心筒拉出转子围带安装半径尺寸+X距离,定出转子围带的径向基准靠山,以径向X值靠山为基准先初找各节围带销轴准圆度。然后,精找采用架设百分表,如图5 所示。提高找正精度,每节段围带不少于三个测点,确保围带圆度的准确性和完整性。

图5 围带找正安装
其实,围带安装中尤为重要的并不是圆度找正,而是找正合格后的焊接变形对圆度的影响。焊接过程中,其销轴径向圆度偏差和节距收缩量不易控制,历来是围带安装中较为棘手的难题,施工安装中其返工率较高。为此,如何把握围带焊接工艺,从而降低焊接变形提高围带安装质量是围带安装根本所在。
4 结束语
总之,随着科学技术的发展与安装工艺的完善,对回转式空预器安装过程中的质量需求也在日益增加,需要在总结传统安装方法与经验的同时,探求更合理、更高效的安装工序和具体工艺。因此,从安装角度分析回转式的各个要点以及控制措施,有针对性地进行质量控制和优化安装工艺,以期提高回转式空预器安装质量,对安全、可靠、长寿命周期的运行有着重要的意义。
