环境温度变化引起的精密卧式加工中心热误差建模*
2023-09-25殷国富
罗 瑛,彭 骥,王 玲,殷国富
(1.成都工业学院继续教育学院,成都 611730;2.四川大学机械工程学院,成都 610065)
0 引言
机床的精度会直接影响零件的加工精度。环境温度变化引起的机床热误差是影响机床精度的关键因素之一[1-3]。理想情况下,精密机床应该工作于恒温车间中,以便保持机床热稳定性[4]。然而,为了节约恒温厂房建设费用以及后期温控成本,很多精密机床往往工作于变温车间中。变温车间的环境温度会随着厂房外部自然气候的变化而发生明显的波动,使得静置下的机床产生热误差[5]。
一些学者对环境温度变化引起的机床部件精度变化展开了研究。姜耀林等[6]利用有限元法分析了环境温度对机床床身直线度、垂直度以及平行度的影响。曹毅[7]研究了一台外圆磨床导轨在水平面和垂直面内精度随着环境温度变化的规律。张健民等[8]对环境温度变化引起的重型机床床身长导轨变形进行了试验和分析。LI等[9]对重型机床的门式框架受到环境温度波动引起的热变形展开了研究,建立了动态热误差模型。柳超等[10]通过有限元法研究了环境温度幅值波动和频率对磨床立柱几何精度的影响规律。上述研究对于认识环境温度对机床基础部件精度影响具有重要的参考价值,但未对环境温度变化引起机床热误差的形成过程进行详细研究。为了定量反映具体环境温度下的机床热误差,一些学者开展了热误差建模研究。MIAN等[11]采用有限元法对环境温度引起的机床热误差进行了建模。ZHANG等[12]建立了环境温度与机床热误差之间的热误差传递模型。PENG等[13]建立了环境温度与机床主轴热误差之间的线性回归模型。上述研究能够有效预测出环境温度引起的机床热误差。实际场景中,机床往往装配有防护罩,可能会影响机床附近的环境温度分布。但上述模型一般采用一个环境温度作为输入,需要进一步考虑机床在外部防护罩影响下环境温度的分布特点。
综上所述,以上研究能帮助认识环境温度变化对机床重点部件热变形的影响,但缺乏对实际场景下环境温度变化引起整机热误差的形成分析与建模研究。本文以一台精密五轴卧式加工中心为研究对象,研究车间环境温度波动特性,并推导环境温度引起机床热误差的形成过程。考虑机床防护罩对温度场的影响,设计热误差实验,并开展热误差建模研究。
1 环境温度变化引起的机床热误差理论分析
1.1 车间环境温度变化特性
1.1.1 车间环境温度测量
普通车间的环境温度容易受到厂房外部自然环境波动影响。在车间中部典型位置竖直方向上布置了两个间隔约2 m的测温点。该处位置自然通风良好,主要受厂房外部环境温度变化影响。采用自动测温仪对测温点1和2展开长期监测,仪器测量精度为±0.2 ℃,采样周期为5 min,测量现场如图1所示。

图1 车间环境温度监测
1.1.2 环境温度波动特性分析
以车间夏季七月份的环境温度为例进行分析。受到自然气候的影响,车间环境温度在23~34 ℃之间波动,如图2a所示。由于空间无遮挡时,顶部与底部之间的温度差异较小,主要集中在±0.2 ℃内,故可以用底部温度代表测点附近的车间环境温度。通过快速傅里叶变换对底部环境温度进行分析,得到其主要波动频率约为1天,如图2b所示,这与外部自然环境温度日周期波动特性一致。七月份白天车间环境温度在以温升为主,最大波动范围为6 ℃。故本文主要研究夏季白天温升条件下的环境温度变化对静置下机床精度的影响。

(a) 幅值变化 (b) 波动频率
1.2 机床结构特点分析
以一台五轴精密卧式加工中心机床为例展开研究。该机床主要由主轴、主轴箱、立柱、床身、工作台等组成,如图3a所示。工程实际中,为了保护电气设备以及人员安全,机床外部还会安装防护罩,如图3b所示。机床防护罩会影响空气的自然流动,使得机床附近的环境温度在竖直方向上具有一定的梯度。
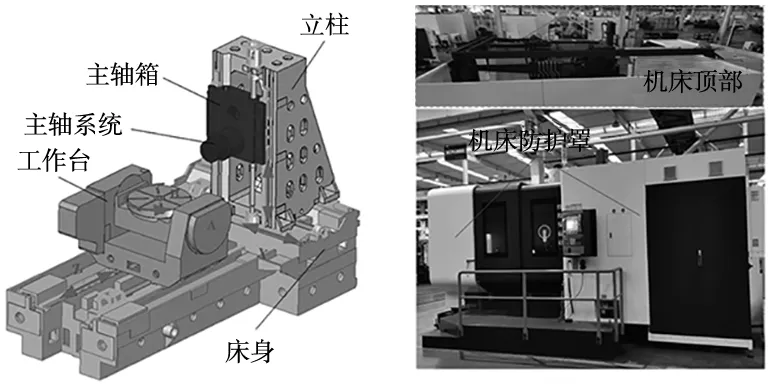
(a) 机床结构 (b) 机床整体
1.3 机床热误差形成过程
1.3.1 环境温度变化引起的机床温度变化推导
在机床防护罩影响下,机床竖直方向上第i部分的环境温度分为Tambi,对应机床温度Ti,根据集总热容法可得到:
(1)
式中:h是自然对流换热系数,Ai是空气与机床之间的接触面积,ρi是材料密度,ci是比热容,Vi是体积。令τi=ρiVici/(hAi),为集总热容系统一阶时间常数,其值越小表示系统达到热平衡的时间越短。将时间常量τi带入式(1),得到非齐次微分方程:
(2)
(3)
根据初始条件,Ti|t=0=T0,并假设环境温度按照正弦周期波动,Tambi(t)=Tamb+Tsisin(ωt),Tamb、Tsi、ω分别是环境温度初始值、变化幅值、变化频率。由1.1.2节分析可知,环境温度变化频率ω基本一致。可得到式(3)解为:
(4)
(5)
由式(5)可以看出,由于不同位置处时间常数τi,环境温度波动幅值Tsi均不同。同一时刻,不同位置处的机床温度将不同。受到机床防护罩和机床结构的影响,环境温度会引起非均匀的机床温度场,而不是单一的均匀温度场。
1.3.2 热误差传递
由1.3.1节可知,环境温度变化最终会引起不同部件发生不同程度的温度变化。每个部件的温度变化会形成3个线性热误差和3个角度热误差,通过误差传递链累积至主轴前端,改变主轴端与工作台之间的位置,形成机床热误差。假定工作台不发生热变形,以床身→立柱→主轴箱→主轴为例进行分析,热误差传递过程为:
(6)
式中:Pact是在环境温度变化影响下的实际刀尖点坐标,Δα、Δβ、Δγ分别表示由于部件温度变化引起绕x、y、z轴的角度误差,Δx、Δy、Δz表示部件温度变化引起的平移误差,b、c、h和s三个下标分别代表床身、立柱、主轴箱和主轴,l表示原始无任何热变形时刀尖点p0在z方向的坐标,p0=[0,0,l,1]T。
忽略式(6)结果中的高阶无穷小,机床在x、y、z三个方向上的线性热误差为:
(7)
2 机床热误差测量实验
2.1 传感器布置
考虑到实际情况,在机床防护罩内竖直方向上分别布置了3个温度传感器Tamb1、Tamb2、Tamb3,用于测量相应位置的环境温度,如图4a所示。另外,在主轴后角接触轴承处布置了主轴温度测点T1、主轴箱顶部与底部中央温度测点T2、T3,立柱顶部与底部中央温度测点T4、T5,靠近立柱底部中央的床身温度测点T6,用于辅助分析环境温度变化引起的机床温度变化,验证1.3节理论分析的正确性,更好地揭示机床热误差的过程,不用于建模。

(a) 环境温度传感器 (b) 位移传感器
参考ISO标准[14],用3个电涡流位移传感器分别测量主轴轴向热误差ez,x径向热误差ex和y径向热误差ey,如图4b所示。
2.2 实验结果分析
夏季环境温度在白天升温最明显,故对精密卧式加工中心在09:00~17:00时间内仅仅由环境温度变化引起的机床热态特性和机床热误差展开实验研究。受到机床防护罩的影响,环境温度在竖直方向上具有明显的梯度分布特点,如图5a所示。其中,Tamb1温度传感器位于顶部,测量到的环境温度最高,从27.5 ℃变化值至33 ℃,升高约5.5 ℃,Tamb3温度传感器位于底部,测量到的环境温度最低,从27 ℃变化值至31 ℃,升高约4 ℃。由1.3.1节研究可知,机床温度幅值与附近的环境温度幅值密切相关。环境温度幅值越高,通过对流传热后进入机床的热量越多,机床温度就越高。因此,立柱顶部的温度最高,由27.4 ℃升高至32.2 ℃,变化了4.8 ℃。床身温度变化最小,从27.2 ℃升高至28.9 ℃,变化了1.7 ℃,如图5b所示。

(a) 环境温度 (b) 机床温度
非均匀的环境温度变化引起了非均匀的机床温度变化,进而导致各部件产生热误差,最终传递至主轴前端。由于机床各部件在轴向方向的热变形最严重,导致机床主轴轴向热误差最大,8 h达到了17.4 μm。y方向径向热误差由于受到机床热弯曲变形的影响,先增长至8 μm,最后减少至-2 μm。因为整个机床关于x轴对称,故x径向热误差最小,在±2 μm范围内波动,如图5c所示。
3 机床热误差建模
3.1 共线性分析
热误差建模时,温度变量之间的共线性会显著地影响热误差模型的预测能力。因此,需要首先对各温度变量之间的共线性进行定量分析。方差膨胀因子法可以定量分析温度变量之间的共线性,计算公式为:
(8)
式中:VIF是方差膨胀因子值,R2是可决系数,表明其余温度变量对目标温度变量的解释能力。环境温度变化量ΔTamb1,ΔTamb2,ΔTamb3分别与其余两个环境温度变化量之间的VIF为236、799、230。一般认为方差膨胀因子大于10时变量之间存在较重的共线性。本文中最小的VIF为230,意味着各温度变量之间存在严重的共线性。因此,在热误差建模时需要考虑变量共线性对模型性能的影响。
3.2 机床热误差模型
3.2.1 岭回归算法
机床热误差与多环境温度变化量之间的回归模型为:
(9)

(10)
式中:
岭回归算法是通过对模型参数做L2正则化,使得求解出的模型参数之间的差异性减小,降低环境温度变量之间的共线性对模型泛化能力的影响。采用岭回归回归算法求解的损失函数为:
(11)

(12)

3.2.2 模型参数求解
岭回归模型的损失函数中有绝对值运算,不方便直接求导,无法采用传统的梯度下降搜索算法求解模型参数。坐标下降算法是一种非梯度优化算法,通过将复杂的优化问题分解为一系列简单的优化问题,每一次朝着一个坐标轴方向进行优化搜索。在优化过程中将其中1个模型参数作为变量,其余模型参数作为常量进行搜索,不需要目标函数的导数信息。

(13)


图6 坐标下降法流程图
以最显著的机床主轴轴向热误差为例展开建模研究。利用2.2节展示的环境温度和轴向热误差进行模型训练,通过岭迹筛选法求得模型的λ=2,并采用坐标下降算法求解模型参数,如表1所示。另外,为了证明本文提出的模型的优越性,与传统基于最高单点环境温度的线性回归模型(LR),多点环境温度的普通多元线性回归模型(MLR)进行对比。LR和MLR模型参数通过普通最小二乘法求解。由表1可知,采用岭回归算法建立的热误差模型参数分布更均匀。

表1 辨识出的模型参数
利用辨识出的模型参数拟合训练数据,其结果如图7所示。

图7 各模型拟合结果
由图7可知,各算法均能有效拟合训练数据,其中MLR模型拟合效果最好,但还需要对模型在未知数据上的泛化能力进行验证。岭回归、LR、MLR拟合均方根误差分别为0.2、0.8、0.1 μm。
3.2.3 热误差模型验证
为了进一步验证模型的有效性,在另外两次不同的实验中对模型的预测能力进行检验。实验1中最高环境温度(Tamb1)从26.3 ℃升高至30.9 ℃,最低环境温度(Tamb3)从25.8 ℃升高至29.2 ℃,如图8a所示。实验2中最高环境温度(Tamb1)从27.1 ℃升高至31.8 ℃,最低环境温度(Tamb3)从26.8 ℃升高至30.1 ℃,如图8b所示。

(a) 实验1 (b) 实验2
本文提出的基于多点环境温度以及考虑各环境温度变量之间的共线性的岭回归热误差模型预测性能最好。基于传统单点最高环境温度的普通线性回归模型(LR)预测能力最差,具体预测结果如图9所示。由图9a可知,实验1中,岭回归模型的预测残差在-3.7~+0.5 μm,LR模型的预测残差在-4.0~+2.0 μm,MLR模型的预测残差在-3.7~+0.5 μm。实验2中,岭回归模型的预测残差在-1.0~+1.0 μm,LR模型的预测残差在-1.7~+1.5 μm,MLR模型的预测残差在-1.3~+1.2 μm,如图9b所示。
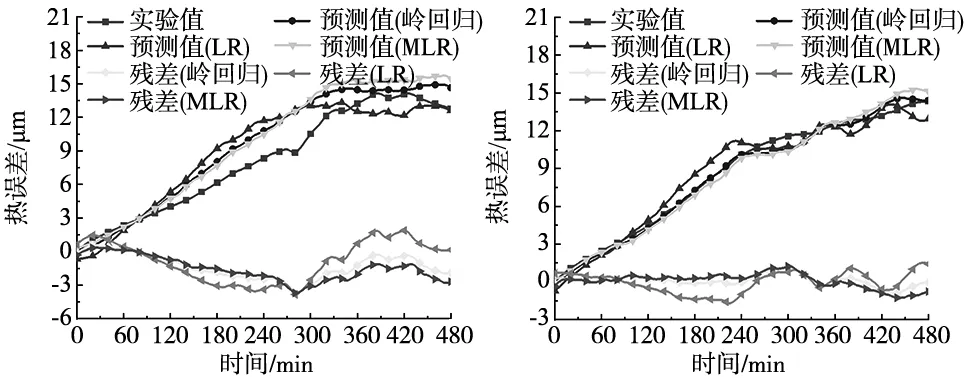
(a) 实验1 (b) 实验2

图10 各模型的均方根误差
岭回归、LR、MLR分别在实验1的预测均方根误差(RMSE)为1.7、2.0、1.9 μm。实验2中预测均方根误差约为0.4、0.8、0.6 μm。MLR模型比LR模型在实验1和实验2中分别提升5%和25%,证明了多环境温度测点建模的优越性。基于多环境温度变量的岭回归模型考虑了变量间的共线性,相比于LR和MLR模型,在实验1中分别提高了15%和11%,实验2中分别提升了50%和33%,平均分别提高约33%和22%。
4 结论
本文以一台五轴精密卧式加工中心为对象,考虑了实际工程中环境温度分布特点,研究了环境温度变化引起机床热误差的形成过程,建立了预测能力强的热误差模型,具体结论为:
(1)揭示了车间环境温度波动特性。通过对车间环境温度的长期监测,发现了车间白天以温升为主的环境温度变化特点,利用快速傅里叶变换获得了车间环境温度的日周期频率波动特性。
(2)提出了分析环境温度变化引起机床热误差的方法。首先,考虑了机床防护罩对传热过程的影响,通过多段集总热容法分析了环境温度变化会引起机床非均匀温度变化和多部件热变形;然后,通过热误差传递链,揭示了机床热误差的形成过程,为热误差建模奠定了基础。
(3)建立了基于岭回归的热误差模型。建立的岭回归热误差模型考虑了环境温度分布的非均匀性与多个温度点之间的共线性,模型预测能力强。结果表明,本文建立的模型比传统的LR、MLR模型预测能力分别提高了33%和22%,为后期补偿提供了一种有效的热误差模型。
