时效时间对SP2215 同种钢焊接接头微观组织和力学性能的影响
2023-09-20靳晓坤张世超刁旺战杜晋峰梁军张峥
靳晓坤,张世超,刁旺战,杜晋峰,梁军,张峥
(1.国家能源集团新能源技术研究院有限公司,北京,102209;2.北京航空航天大学,北京,100191;3.哈尔滨锅炉厂有限责任公司,高效清洁燃煤电站锅炉国家重点实验室,哈尔滨,150046)
0 序言
富煤贫油少气的一次能源结构决定国内电力供应长期以燃煤火电为主[1],虽然其价格低廉,但也带来了巨大的能源消耗和污染物排放[2],提高火电机组蒸汽参数能够有效提高机组效率,降低污染物排放,成为国际上燃煤火电机组发展的主导方向,目前世界范围内火电机组初参数已经达到600~620 ℃[3-4].随着蒸汽参数的提高对锅炉耐热材料的要求也不断提高,特别是末级过热器和高温再热器,其壁温比蒸汽温度还要高出25~ 39 ℃,服役环境最为苛刻[5-6],由于耐热材料限制,700 ℃参数机组发展缓慢,而630~ 650 ℃参数机组材料的研制已初步具备应用条件,国内630 ℃超(超)临界二次再热机组已处于在建阶段.
传统的600~ 620 ℃机组锅炉末级过热器和高温再热器多使用Super304H 和HR3C 奥氏体耐热钢[7],提高蒸汽参数后Super304H 的抗腐蚀和抗氧化能力变差,而HR3C 强度不足[8],亟需解决更高蒸汽参数下末级过热器和高温再热器的材料问题.北京科技大学研发了SP2215 新型奥氏体耐热钢,以Fe-22Cr-15Ni 为基体,同时加入Cu、Nb 和N 元素,形成以富Cu 相、MX 相及NbCrN 相的复合强化作用,使SP2215 兼具了高持久强度和良好的抗腐蚀性及抗氧化性,能够满足630~ 650 ℃机组锅炉末级过热器和高温再热器的使用要求[8-9],国内某电厂计划在新建630 ℃超(超)临界二次再热机组锅炉中首次使用SP2215 钢.
超(超)临界机组锅炉建造过程中不可避免的要进行同种钢和异种钢焊接,接头不同区域因组织及力学性能不均匀导致其在长期高温服役时更容易发生失效[10-11].高虹等人[9]采用手工钨极氩弧焊和ϕ2.4 mm ERNiCrCoMo-1 焊丝制备了SP2215同种钢焊接接头,随后对接头焊缝及熔合区的微观组织及室温和高温拉伸等短时力学性能进行了分析;Zhang 等人[12-14]分析了SP2215 同种钢焊接接头的微观组织和力学性能,包括母材(base metal,BM)、焊缝及熔合线处的微观组织和接头蠕变行为及蠕变过程中熔合线的演化及析出相与位错的交互作用,并对焊接接头进行了寿命评估.但是目前关于SP2215 同种钢焊接接头长期高温时效过程中微观组织、力学性能及断裂机理演变的分析却严重不足.
文中以SP2215 同种钢焊接接头为对象,分析650 ℃时效不同时间后焊接接头母材、焊缝及熔合线处的微观组织和接头室温及高温拉伸短时力学性能,最后分析不同时效时间下焊接接头室温及高温拉伸断裂机理,这将为国产新型奥氏体耐热钢SP2215 在630~ 650 ℃超(超)临界火电机组锅炉中的应用和安全服役提供重要参考,具有重要的工程意义.
1 试验方法
1.1 试验材料
使用的SP2215 钢管规格为ϕ51 mm × 9.5 mm,热处理制度为1 190~ 1 250 ℃固溶,保温时间为30 min,随后水冷,使用ϕ2.4 mm 的ERNiCr-3 焊丝进行焊接,母材及焊丝的主要化学成分见表1.

表1 SP2215 钢管和ERNiCr-3 焊丝的主要化学成分(质量分数,%)Table 1 Chemical compositions of SP2215 tube and ERNiCr-3 welding wire
1.2 接头制备及热处理
采用M-GTAW 对SP2215 钢管进行焊接,坡口为60°无钝边V 形坡口,根部间隙3 mm,焊接5 层5 道,焊接工艺参数见表2,每层焊接完成后空冷,待焊缝温度不高于200 ℃(层间温度)时进行下一层焊接,层间温度采用TM-902C 型快速测温仪进行测温,焊接时使用氩气保护,焊后对接头进行100%射线检测,检测无裂纹、未熔合、夹渣和气孔等缺陷,检测结果合格,接头如图1 所示.焊接完成后对接头进行650 ℃高温时效处理,时效时间分别为0(焊接态)、50、114、500、1 026 和2 012 h.

图1 SP2215 焊接接头Fig.1 SP2215 welded joint
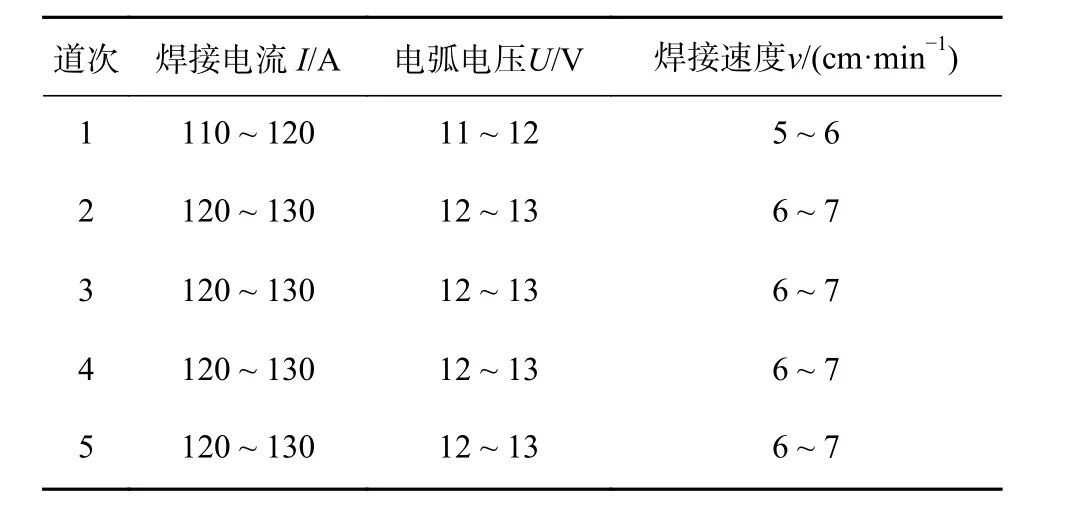
表2 多层多道手工钨极氩弧焊焊接工艺参数Table 2 Parameters in multipass M-GTAW
1.3 微观组织表征
采用电火花线切割机沿接头轴向切取包含两端母材、热影响区(heat affected zone,HAZ)及焊缝的金相样,经研磨、抛光和腐蚀后,采用蔡司Axio Observer光学显微镜(optical microscope,OM)和配备有牛津X-Max 型能谱仪(energy dispersive spectrometer,EDS)的蔡司AVO-18 型扫描电子显微镜(scanning electron microscope,SEM),对焊接接头不同区域进行微观组织观察和能谱分析,SEM 加速电压为20 kV.焊缝金属(weld metal,WM)和SP2215 钢均采用三氯化铁盐酸水溶液(5 g FeCl3+15 mL HCl +80 mL H2O)腐蚀.采用Tecnai G2F20 s-TWIN 型透射电子显微镜(transmission electron microscope,TEM)对接头不同区域的析出相进行形貌分析,并使用选区电子衍射(selected area electron diffraction,SAED)确定析出相类型,透射薄膜样品采用MTP-1A 型电解双喷仪制取,电解液为8%的高氯酸酒精溶液.
1.4 力学性能测试
采用岛津HMV-G 维氏硬度计对接头进行显微硬度测试,执行国家标准GB/T 4340.1-2009《金属材料维氏硬度试验第1 部分:试验方法》,为尽量避免层间热输入对硬度的影响,在焊接接头最后一层进行显微硬度测试,测试位置距金相样上边缘约2 mm,从焊缝中间位置开始,每个试验点间隔300 μm如图2 所示,试验力为4.9 N,加载时间为15 s.

图2 SP2215 焊接接头显微硬度测试示意图Fig.2 Diagram of microhardness test of SP2215 welded joint
采用岛津AG-X plus ODM 试验机对接头进行室温和650 ℃高温拉伸试验,采用国家标准GB/T 228.1—2021《金属材料拉伸试验第1 部分:室温试验方法》和GB/T 228.2—2015《金属材料拉伸试验第2 部分:高温试验方法》,室温和高温拉伸试样平行段尺寸均为ϕ5 mm × 30 mm(焊缝位于拉伸试样平行段中间位置),位移加载速率均为0.45 mm/min;采用Epsilon 引伸计测定屈服强度;采用ZBC2302-B 型冲击试验机,按照国家标准GB/T 229 —2020《金属材料夏比摆锤冲击试验方法》进行室温冲击试验,冲击试样尺寸为宽5 mm,高10 mm,长55 mm,V 形缺口深度为2 mm.
1.5 断口分析
将拉伸断口在无水乙醇中用超声波清洗干净,吹干后采用SEM(JEOL,JSM 6010)进行断口分析,加速电压为20 kV.
2 试验分析
2.1 650 ℃不同时效时间不同区域微观组织
2.1.1 SP2215 母材
650 ℃高温时效不同时间SP2215 母材横向微观组织如图3 所示,焊态下SP2215 母材组织由奥氏体和少量孪晶组成,奥氏体晶界和孪晶界上无明显连续析出相(图3a);由SEM 背散射电子像(backscattered electron,BSE)可知奥氏体晶内或晶界分散分布着短棒状或球状的一次未溶析出相(图3b);TEM 分析表明短棒状析出相为Z 相,球状析出相为NbN 相,其TEM 形貌及对应衍射斑如图3c~ 图3e 所示;由SEM 二次电子像(secondary electron,SE)可知650 ℃高温时效50 h 后奥氏体晶界出现连续薄膜状析出相,晶界清晰可见(图3f);随时效时间延长奥氏体晶界析出相逐渐粗化(图3g~ 图3i).

图3 不同时效时间SP2215 母材微观组织Fig.3 Microstructure of SP2215 BM aging for different times.(a) 0 h OM;(b) 0 h SEM BSE;(c) 0 h TEM;(d) 0 h diffraction spot of NbN;(e) 0 h diffraction spot of Z phase;(f) 50 h SEM SE;(g) 500 h SEM SE;(h) 1 026 h SEM SE;(i) 2 012 h SEM SE
对SP2215 母材时效0,50 和2 012 h 试样进行EDS 面扫描分析,如图4 所示,固溶态(时效0 h)SP2215 母材奥氏体晶界无明显元素富集,表明晶界无明显析出相;时效50 h 后,奥氏体晶界开始出现Cr 元素的富集(图4b-2),表明奥氏体晶界出现富Cr 析出相,这些晶界富Cr 相为M23C6[9];随时效时间延长至2 012 h,奥氏体晶界富Cr 现象更加明显(图4c-2),同时晶界处Fe,Ni 元素含量明显降低(图4c-4 和4c-5),表明随时效时间延长晶界析出相由(Cr,Fe)23C6逐渐向Cr23C6转变;而未溶NbN相和Z 相(NbCrN)均为富Nb 相,并且随时效时间的延长变化不明显,如图4a-3,4b-3 和4c-3 所示.
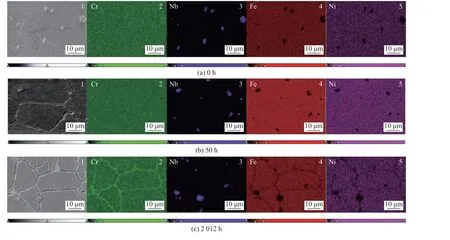
图4 不同时效时间SP2215 母材元素面扫描分析Fig.4 Area mapping analysis of SP2215 BM aging for different times.(a) 0 h;(b) 50 h;(c) 2 012 h
2.1.2 SP2215/焊缝金属界面
不同时效时间SP2215/焊缝金属界面金相组织如图5 所示,由图5a 可知焊态接头,SP2215/焊缝金属界面熔合线清晰可见,焊缝金属借助SP2215 奥氏体晶粒形核,并沿垂直于熔合线方向以完全奥氏体组织凝固形成柱状枝晶,凝固晶界(solidification grain boundary,SGB)清晰可见,枝晶间存在大量第二相粒子,在OM 下呈黑色;SP2215 HAZ 奥氏体晶粒明显长大(图5b);因焊接残余应力的释放,在时效114 h 或更长时间时SP2215 HAZ 出现退火孪晶(图5c~ 5f),随着时效时间的延长,奥氏体晶界和孪晶界上析出相增多粗化,由图4可知奥氏体晶界和孪晶界处的析出相为Cr23C6.
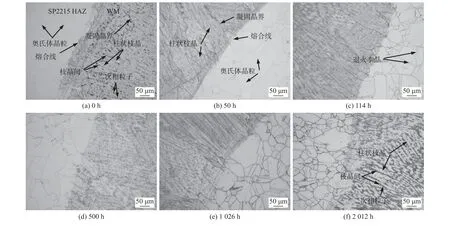
图5 不同时效时间下SP2215/焊缝金属界面金相组织Fig.5 OM image of SP2215/WM interface under different aging times.(a) 0 h;(b) 50 h;(c) 114 h;(d) 500 h;(e) 1 026 h;(f) 2 012 h
2.1.3 焊缝
焊态接头焊缝SE 像及主要元素面分布如图6所示,焊缝枝晶间存在大量第二相粒子(图6a),在SEM 下呈现亮白色;Nb 元素在枝晶间偏析(图6b);Ti 元素与Nb 元素的分布具有一定相关性,有沿枝晶间分布的趋势(图6c);而枝晶间的Ni、Fe 和Cr 元素含量相对较少(图6d~ 6f).焊缝金属的结晶速度快,溶质的扩散系数较小,凝固过程中溶质元素来不及扩散,随着凝固的进行,溶质堆积不断加剧,引起较重的溶质元素,如Nb 元素被排斥到枝 晶间,导致其在枝晶间过饱和度增大,从而形成严重的偏析,伴随着焊缝金属的凝固,沿枝晶间形成链状的一次富Nb 析出相,Ti 元素与Nb 元素能够相互固溶,故Ti 元素与Nb 元素的分布具有一定的关联性.枝晶间一次富Nb 析出相的TEM 形貌如图7 所示,对其衍射斑进行标定,可知枝晶间一次析出相为NbC.
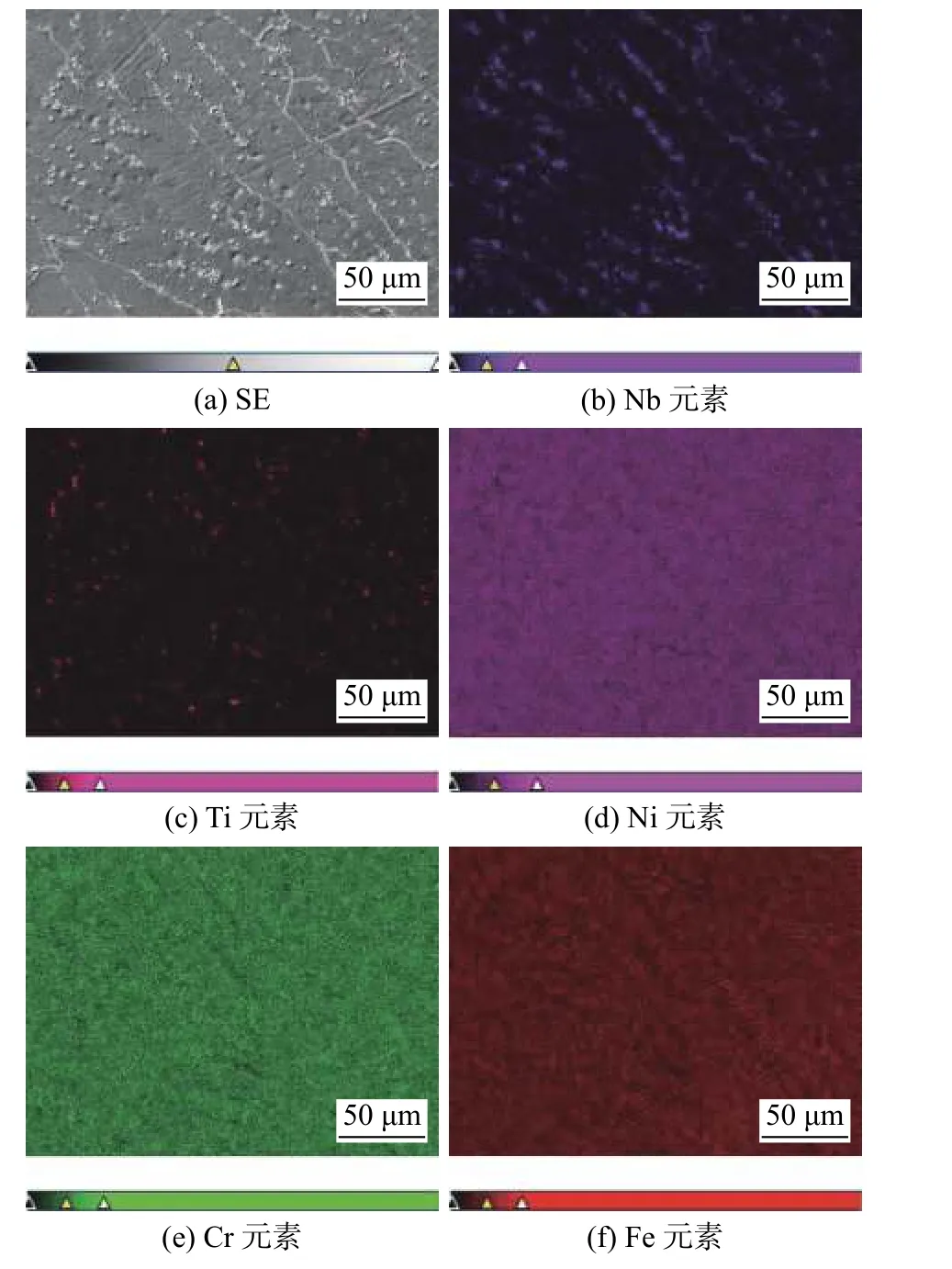
图6 焊态接头焊缝SEM 面扫描分析Fig.6 Area mapping analysis of weld seam of the welded joint.(a) SE;(b) Nb;(c) Ti;(d) Ni;(e) Cr;(f) Fe
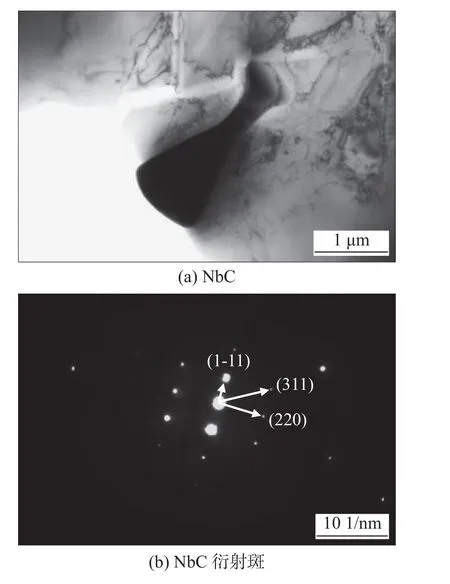
图7 焊态接头枝晶间NbC 相的TEM 形貌及衍射斑Fig.7 TEM morphology and diffraction spot of interdendritic NbC in the as-welded welded joint.(a) NbC;(b) diffraction spot of NbC
随时效时间的延长,枝晶间过饱和Nb 元素以第二相形式不断析出,时效2 012 h 枝晶间析出相逐渐聚集形成团簇状(图5f).对时效2 012 h 试样焊缝枝晶间团簇状析出相进行线扫描分析如图8 所示,扫描位置如图8a 中白色直线所示,扫描结果如图8b 所示;图8c 为图8b 中C 元素的放大图,可见团簇状析出相仍然富Nb 和C 元素,而贫Ni、Cr 和Fe 元素,表明在650 ℃时效过程中枝晶间过饱和Nb 元素以NbC 形式析出,并随时效时间延长聚集形成团簇状.
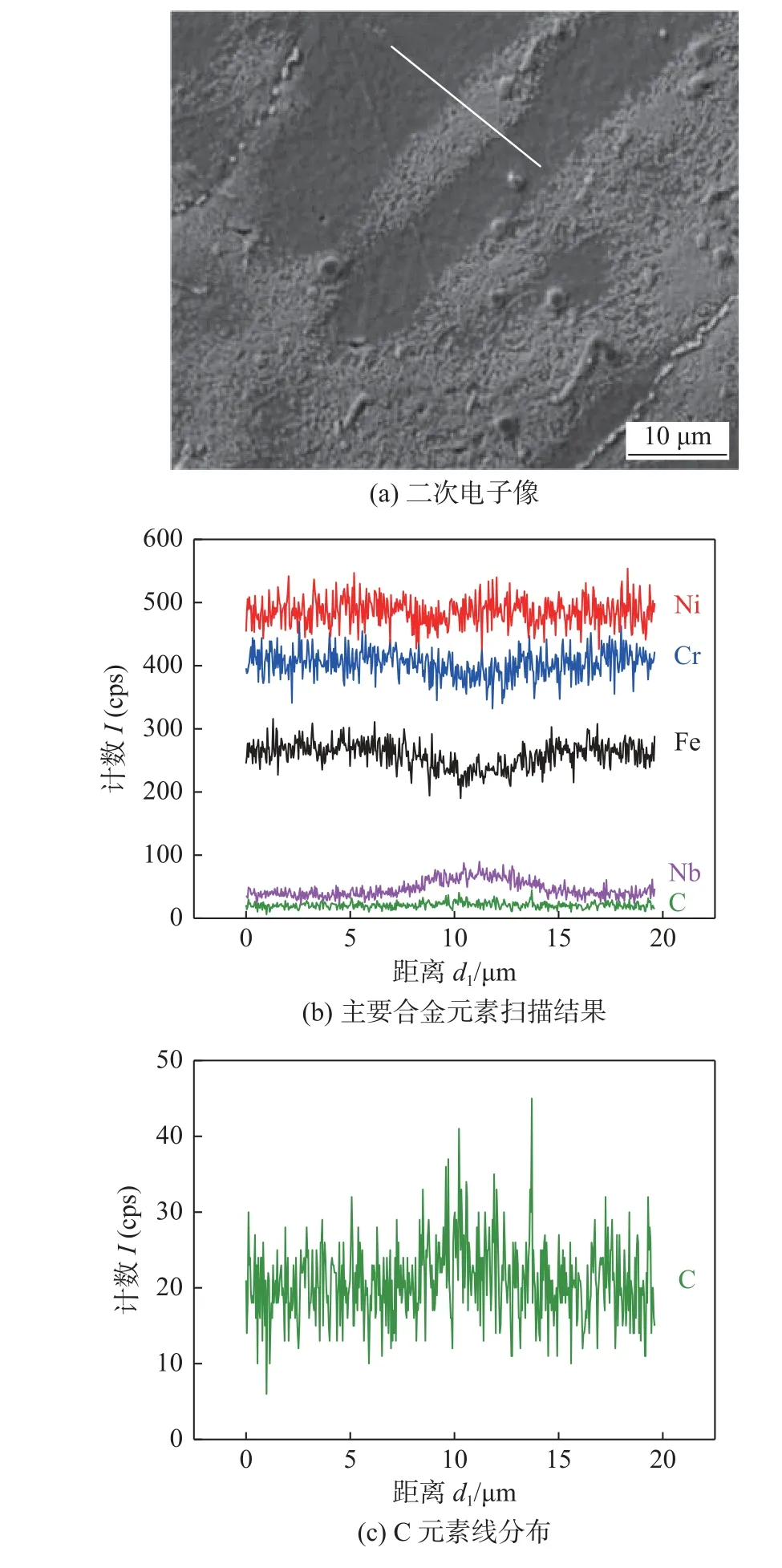
图8 时效2 012 h 接头焊缝中团簇状析出相元素线扫描分析Fig.8 Line mapping analysis of the cluster shape precipitates in the weld seam of the WJ aging for 2 012 h.(a) SE image;(b) line map of main element;(c) line map of C
2.2 650 ℃不同时效时间对接头力学性能的影响
2.2.1 显微硬度
650 ℃不同时效时间SP2215 钢接头显微硬度如图9 所示,为方便作图将焊缝中心定为坐标零点,焊缝左侧横坐标则为负值,不同时效时间焊缝和SP2215 侧显微硬度分布如图9a 所示,焊缝和母材平均硬度随时效时间的变化如图9b 所示.焊态下母材的平均硬度为195 HV,高于焊态焊缝的平均硬度167 HV,焊缝硬度随时效时间的延长而升高;时效500 h 时达到最高值195 HV,随着时效时间的进一步延长,焊缝硬度略有下降;时效2 012 h时焊缝的硬度为192 HV,仍高于焊态下焊缝的硬度.母材硬度随时效时间的延长也有所升高,时效500 h时达到216 HV,随着时效时间的进一步延长,母材的硬度略有升高,时效2 012 h 时平均硬度为220 HV,焊缝的硬度始终较母材的硬度低约20~ 30 HV.
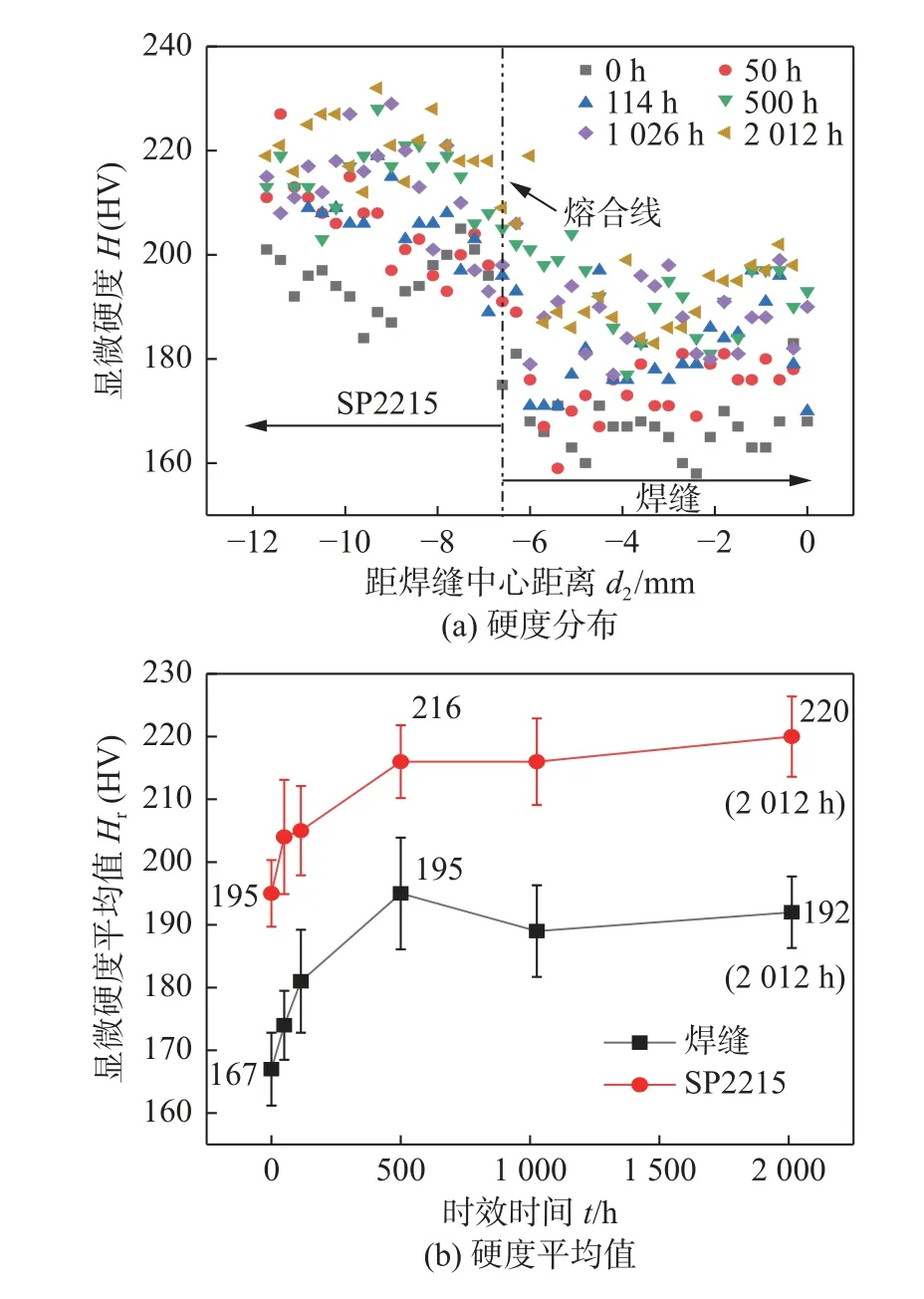
图9 不同时效时间下SP2215 钢接头显微硬度Fig.9 Microhardness of SP2215 WJ under different aging times.(a) hardness distribution;(b) average value of hardness
2.2.2 室温拉伸性能
650 ℃不同时效时间SP2215 钢焊接接头室温拉伸性能如图10 所示,图10a 为工程应力-应变曲线,如图10b 所示焊态下接头的屈服强度为343 MPa,抗拉强度为659 MPa,接头的屈服强度随时效时间的延长而升高;时效500 h 时达到最高412 MPa,随着时效时间的进一步延长,屈服强度略有降低;时效2 012 h 时降低到365 MPa,但仍高于焊态下接头的屈服强度,接头室温拉伸屈服强度随时效时间的变化趋势与显微硬度随时效时间的变化趋势基本一致.接头的抗拉强度则随时效时间的延长不断升高,时效2 012 h 时达到714 MPa.

图10 650 ℃不同时效时间SP2215 钢接头室温拉伸性能Fig.10 Effect of aging time at 650 ℃ on room temperature tensile properties of SP2215 WJ.(a) Room temperature tensile engineering stress-strain curves;(b) room temperature tensile strengthaging time curves
2.2.3 高温拉伸性能
时效时间对SP2215 钢焊接接头650 ℃高温拉伸性能的影响如图11 所示,图11a 为650 ℃高温拉伸工程应力-应变曲线,如图11b 所示,焊态接头高温拉伸屈服强度为171 MPa,并且随时效时间的延长不断升高;时效2 012 h 时达到242 MPa,焊态接头的抗拉强度为449 MPa,随时效时间的延长接头的抗拉强度逐渐升高,时效500 h 时达到最大465 MPa,随着时效时间的进一步延长接头的抗拉强度略有降低,时效2 012 h 时为445 MPa.

图11 650 ℃不同时效时间SP2215 钢接头高温拉伸性能Fig.11 Effect of aging time at 650 ℃ on high temperature tensile properties of SP2215 WJ.(a) engineering stress-strain curves;(b) tensile strength-aging time curves
2.3 断口分析
2.3.1 室温拉伸断口分析
650 ℃不同时效时间的SP2215 钢焊接接头室温拉伸均在焊缝处断裂,室温拉伸断口纵切面宏观形貌如图12 所示.采用SEM 对不同时效时间下的室温拉伸断口进行分析,发现不同时效时间下接头室温拉伸时均是以韧窝为主的韧性方式断裂,典型的焊态0 h 和时效2 012 h 接头的断口形貌如图13所示,由图13a 可知焊态接头室温拉伸断口,由枝晶间的以一次NbC 粒子为核心的微孔和在枝晶核心形成的韧窝和撕裂棱组成;而时效2 012 h 接头室温拉伸断口以韧窝和二次裂纹为主,以第二相粒子为核心的微孔较少且单独存在如图13b 所示,表明时效2 012 h 接头室温拉伸起裂位置和断裂方向与焊态接头室温拉伸的起裂位置和断裂方向不同.

图13 焊态和时效2 012 h 接头断口形貌Fig.13 Room temperature tensile fractography of the as-welded WJ and aging for 2012 h.(a) 0 h;(b)2 012 h
不同时效时间下焊接接头室温拉伸断口纵切面及其Nb 元素分布如图14 所示,可见时效0~114 h 时Nb 元素分布方向与断面相交,呈约90°夹角如图14b-1 和 图14b-2 所示,由图6 可知Nb 元素在柱状枝晶间偏析,并形成粗大的一次NbC 粒子,表明时效0~ 114 h 接头室温拉伸时以横向拉断柱状晶的方式断裂,因此可在断面上观察到交替出现的在枝晶间形成的以一次NbC 为核心的微孔和在枝晶核心形成的韧窝及撕裂棱,如图13a 所示;当时效时间达到500~ 2 012 h 时,接头室温拉伸断面几乎与Nb 元素分布方向即柱状枝晶方向平行,如图14b-3 和 图14b-4 所示,表明时效500~ 2 012 h接头室温拉伸时以平行于柱状晶方向在焊缝处发生断裂,因此,很难观察到在枝晶间和枝晶核心处交替出现的不同的断口形貌,如图13b 所示;由时效2 012 h 接头室温拉伸断口附近的微裂纹可知,时效2 012 h 接头室温拉伸时裂纹在枝晶核心形核并扩展,如图14c 所示.

图14 不同时效时间接头室温拉伸断口纵切面和Nb 元素面分布Fig.14 Longitudinal section and Nb map distribution of the roomtemperature tensile fractured WJ under different aging times.(a) longitudinal section;(b) Nb distribution;(c) microcracks near the fracture surface of the welded joint aging for 2 012 h
2.3.2 高温拉伸断口分析
不同时效时间SP2215 钢焊接接头所有高温拉伸断裂试样如图15 所示,时效0~ 114 h 时,接头均在焊缝处发生明显屈服并最终在焊缝处断裂;随时效时间延长接头出现在焊缝外断裂情况,时效500 h 和1 026 h 时2 个拉伸样中均存在一个试样断在焊缝外;时效2 012 h 时2 个拉伸试样在焊缝和SP2215 侧同时发生屈服,但均在SP2215 侧断裂.接头高温拉伸断口形貌如图16 所示,焊态接头和断裂在焊缝处的时效1 026 h 接头断口相似,均是以韧窝为主的韧性方式断裂(图16a~ 图16b),而时效2 012 h 接头高温拉伸则在SP2215 侧以脆性的准解理(quasi cleavage,QC)方式断裂(图16c).

图15 不同时效时间SP2215 接头高温拉伸断裂试样Fig.15 High temperature tensile fractured specimens of SP2215 WJ aging for different times
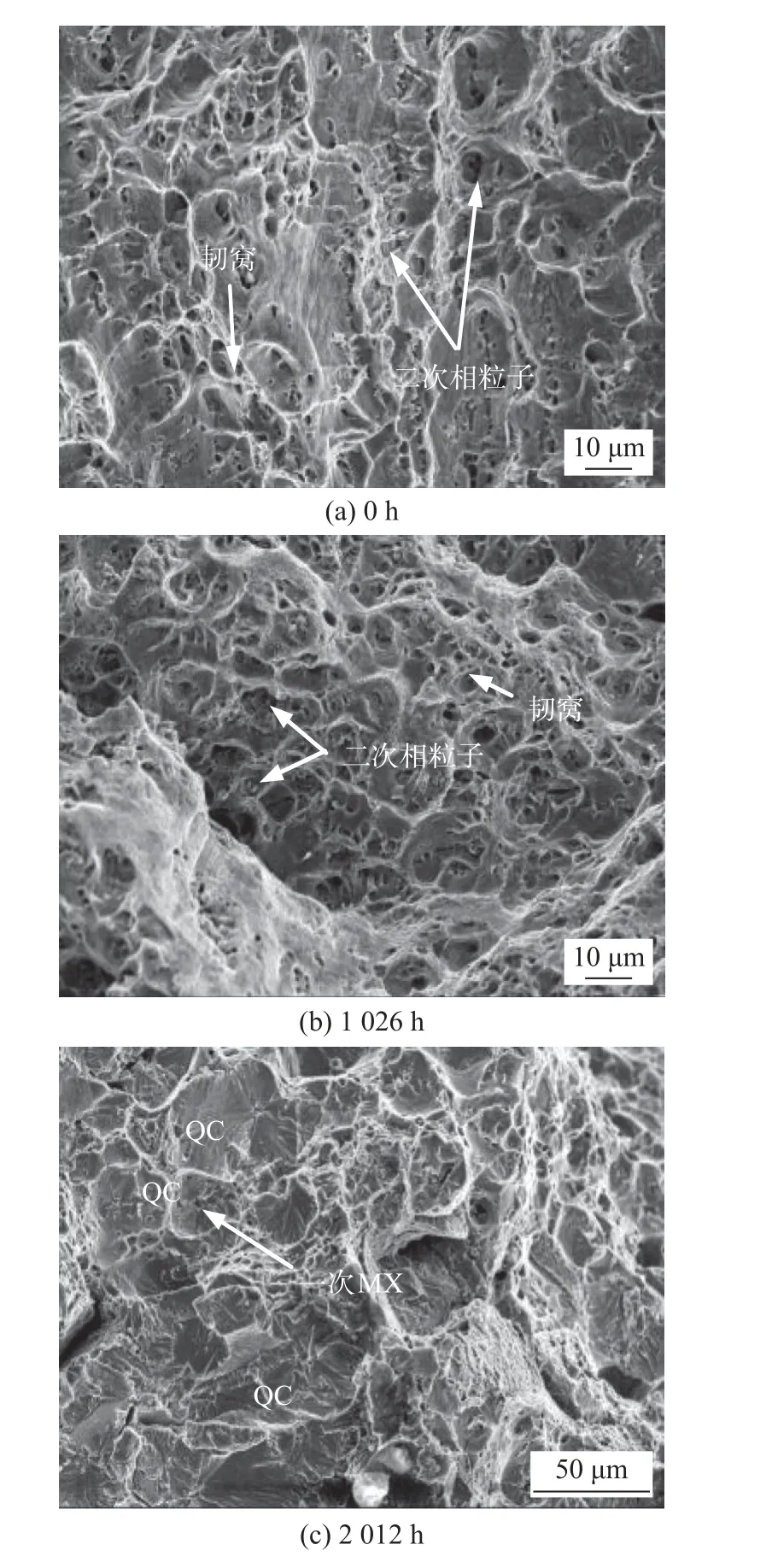
图16 不同时效时间接头高温拉伸断口形貌Fig.16 Fractography of high temperature tensile of SP2215 WJ aging for different times.(a) 0 h;(b)1 026 h;(c) 2 012 h
2.3.3 时效时间对接头断裂位置影响机理
如图6 和图7 所示,焊缝凝固时Nb 元素在枝晶间过饱和偏析,并形成粗大的一次NbC 粒子,室温拉伸时微裂纹易在枝晶间较大的一次NbC 粒子处形核并扩展(图13a);随时效时间的延长,枝晶间过饱和的Nb 元素不断以NbC 形式在枝晶间附近析出,甚至在时效2 012 h 时聚集形成团簇状,对枝晶间起到强化作用,这种强化作用在时效500 h 时达到最大(图10b).当时效0~ 114 h 时,时效析出的NbC 对枝晶间的强化作用还相对较弱,拉伸时微裂纹仍容易在枝晶间尺寸较大的一次NbC 粒子处形核并扩展;而时效500~ 2 012 h 时,时效析出的NbC 对枝晶间的强化作用增强,导致裂纹不易在枝晶间形核和扩展,反而易在相对较弱的枝晶核心形核、扩展,因此导致SP2215 焊接接头室温拉伸断裂方向由时效0~ 114 h 时的几乎垂直于柱状晶方向断裂向时效500~ 2 012 h 时的几乎平行于柱状晶方向转变.
如图15 所示,随着时效时间的延长SP2215 焊接接头高温拉伸时断裂位置由焊缝向SP2215 侧转变.如前文所述,时效2 012 h 接头650 ℃高温拉伸时在焊缝和SP2215 侧同时发生屈服,表明此时SP2215 钢的高温屈服强度与焊材屈服强度接近,而接头断裂位置随时效时间延长逐渐从焊缝向SP2215 侧转变的原因可能与SP2215 母材的韧性随时效时间延长急剧降低有关,如图17 所示,而SP2215 母材韧性随时效时间延长降低的主要原因与钢中Cr23C6的析出有关,如图3 和图4 所示.
3 结论
(1)焊态SP2215 母材组织由奥氏体和少量孪晶及一次NbN 和Z 相组成,奥氏体晶界上无明显连续析出相,焊缝金属以完全奥氏体组织凝固形成柱状晶,Nb 元素在枝晶间偏析,并形成链状分布的一次NbC 相,650 ℃时效50 h 后SP2215 母材奥氏体晶界开始析出薄膜状M23C6,并随时效时间延长逐渐粗化,而在焊缝枝晶间附近析出NbC 相,并随时效时间延长逐渐形成团簇状.
(2)焊态下母材的平均硬度为195 HV,高于焊缝的平均硬度167 HV,随时效时间延长母材和焊缝硬度均有所升高,并在时效500 h 时达到最大值,母材平均硬度始终较焊缝平均硬度高约20~30 HV;接头室温拉伸屈服强度同样在时效500 h达到最大值,室温抗拉强度则随时效时间的延长一直升高;接头650 ℃高温拉伸屈服强度随时效时间延长不断升高,高温抗拉强度则在时效500 h 时达到最大.
(3)不同时效时间下SP2215 同种钢接头室温拉伸均以韧性方式在焊缝处断裂,随时效时间延长室温拉伸起裂位置和断裂方向发生改变,时效0~114 h 时以横向拉断柱状晶的方式断裂,起裂位置为枝晶间一次NbC 粒子,时效时间为500~ 2 012 h时以几乎平行于柱状晶方向断裂,起裂位置为枝晶核心;焊接接头650 ℃高温拉伸断裂位置随时效时间延长从焊缝逐渐向母材转变,时效0~ 114 h 时在焊缝处以韧性方式断裂,时效2 012 h 时以准解理方式在SP2215 侧断裂.
