0.2 mm 厚超薄不锈钢激光焊接焊缝抗拉强度分析*
2023-08-28陈银银
陈银银
(河南工业贸易职业学院,河南 郑州 450000)
不锈钢具有良好的耐腐蚀性能,已经广泛应用于人们生产生活的方方面面[1]。但是不锈钢的含铬量高,焊接时容易出现晶间腐蚀,降低耐腐蚀性能;再加上超薄不锈钢太薄,在焊接的时候难度更大,容易出现未熔合、烧穿、翘曲变形等问题[2-3]。尤其对于有受力要求的产品,更要关注焊缝区抗拉强度和硬度值的变化,本文主要研究0.2 mm 厚304 不锈钢采用脉冲激光焊接时,焊缝的抗拉强度变化情况,以此为生产实践提供参考。
1 超薄不锈钢应用范围
一般把厚度小于0.3 mm 的不锈钢称为超薄不锈钢,常用的不锈钢型号主要有321、301、304、316、304L、316L、309 等,其中304 和316 不锈钢是食品级常用不锈钢[4]。超薄不锈钢的各种应用领域对厚度及钢种的要求如表1所示[5-7]。
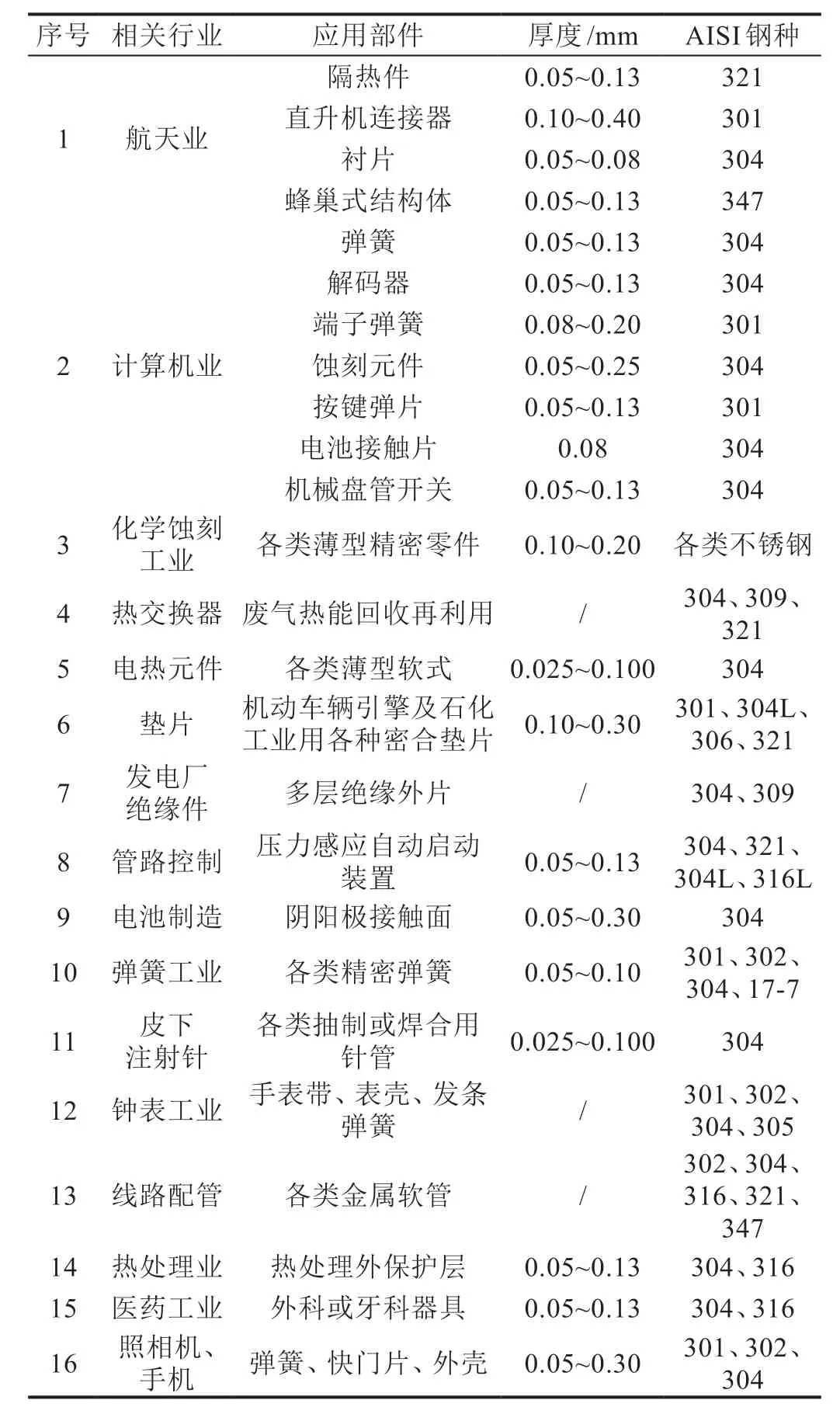
表1 各种应用领域对厚度及钢种的要求
2 焊接方法的选择
在很多零件上用到的不锈钢都会涉及焊接,最常用的方法是钨极氩弧焊,这种焊接方法经济实惠、操作简单,但是对于厚度小于0.3 mm 的超薄不锈钢,采用钨极氩弧焊相当困难,常常出现端部未熔合的圆形缺口和烧穿的焊接缺陷,如图1 所示,难以保证焊接质量。
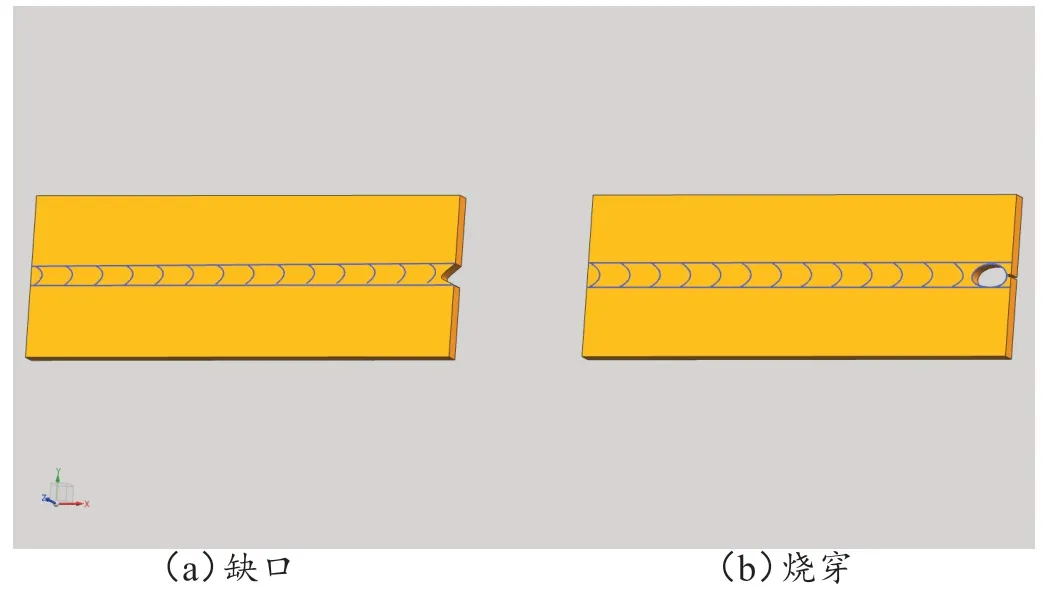
图1 缺口和烧穿缺陷
而且在用钨极氩弧焊方法焊接不锈钢时,还不可避免地会存在飞溅,造成不锈钢表面有很多凸起,影响美观,甚至会破坏周边其他部件。为了美观,需要增加打磨、抛光工序,增加了生产成本,而对于飞溅影响到周边零部件的情况,只能进行遮挡。这对于自动化生产线来说显然不太现实,所以对于超薄不锈钢焊接最常用的方法是激光焊接,激光焊接主要有连续激光焊接、脉冲激光焊接两种。本试验用到的是脉冲激光焊接。由于脉冲激光焊接的脉冲宽度可以调节,能够更好地控制能量,更容易保证焊接质量,避免烧穿情况的发生,更适合焊接超薄板件[8]。
3 试验设备和材料
本试验采用JHM-1GXY-300E 型脉冲激光焊机,焊接材料为0.2 mm 厚的304 不锈钢薄板,试板尺寸为40 mm×20 mm×0.2 mm,试验采用的304不锈钢化学成分如表2所示[9-10]。
4 正交试验
将提前切割好的尺寸为40 mm×20 mm×0.2 mm的304 不锈钢片作为焊接试样对接,采用自制夹具夹紧,放置在合适的工作位置。调整两块板件间隙,初步定为无间隙,后期根据填丝情况调整对接间隙。为了保证焊接效果,焊接时采用氩气进行保护,氩气流量为5 L/min,聚焦镜的焦距为55 mm,焊接速度初步定为150 mm/min,光斑直径为0.3 mm,焊接电流、脉冲宽度和脉冲频率根据正交试验结果进行试验。
根据前期试验结果,在激光光斑直径、焊接速度、氩气流量一定的情况下,影响脉冲激光焊接超薄不锈钢焊接接头质量的主要因素有焊接电流、脉冲宽度、脉冲频率和离焦量。焊接电流为主要影响参数,影响焊缝深度,当焊接电流小于80 A 时,焊缝容易出现未熔合的现象;当焊接电流大于84 A 时,很容易发生烧穿现象。脉冲宽度和脉冲频率为次要影响因素,脉冲宽度和脉冲频率主要影响焊缝的深度和宽度。若脉冲频率太高,前一个周期的激光能量还在起作用,下一个周期就会叠加上;如果焊接电流过大,则极容易发生烧穿现象,而且焊缝表面成形不美观,焊缝凸起过高,平直度也不好;经过初步试验,脉冲频率在18 Hz~22 Hz 之间比较合适。激光焊接时,离焦量可以取正值、负值,也可以等于0。激光焊接厚板时,离焦量一般取负值,即为负离焦,此时激光焦点位于母材拼接缝隙中间位置,能更好地传输热量,保证焊接厚板的时候更容易焊透;激光焊接薄板时,离焦量一般取正值,即为正离焦,此时激光焦点位于拼接缝隙上方,调节正离焦量大小,即可获得不同光斑直径。正负离焦量对焊缝的影响如图2 所示,本试验是焊接超薄板件,采用正离焦。

图2 正负离焦量对焊缝的影响
前期试验发现,即使采用正离焦也需要有一定的范围,当正离焦量过小时,依然会发生烧穿;而当正离焦量过大时,焊缝表面会发黑并且不平整。经多次试验之后,获得了一个能保证焊缝表面美观的离焦量,初步将离焦量定为此值。
正交试验主要针对焊接电流、脉冲宽度和脉冲频率进行设计,前期的试验已经探索出合适的焊接电流范围为80 A~84 A,脉冲宽度范围为2.0 ms~2.4 ms,脉冲频率范围为18 Hz~22 Hz,每个参数确定3 个水平,取值如表3 所示。采用L9 三因素三水平正交表设计试验,正交试验设计方案如表4所示。
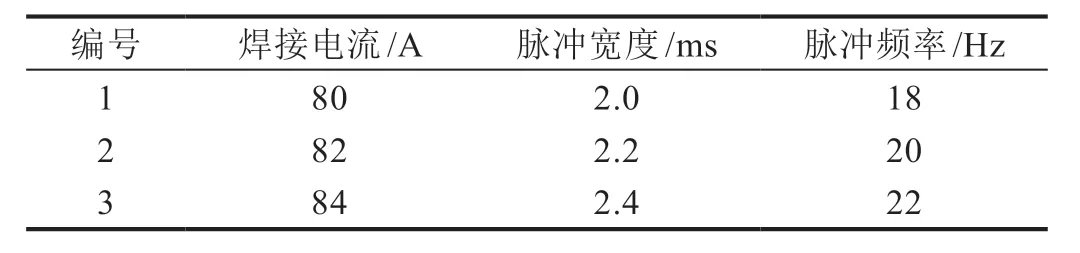
表3 正交试验因素水平表
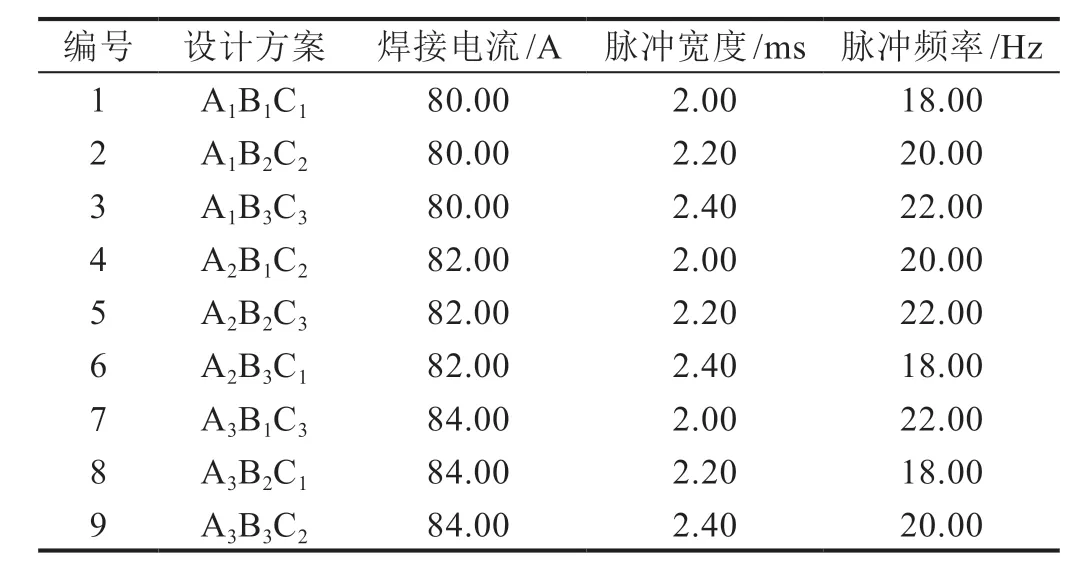
表4 正交试验设计方案
表4 优化后的试验参数主要有9 组,在试验时,重点观察焊缝成形,对于焊缝成形美观的焊接试样进行标记,在试样上贴标签写上编号和具体的工艺参数,以免后期混淆。
各试验编号对应的正交试验结果如表5 所示,方差分析如表6 所示。表中的T1、T2、T3 分别表示因素A、B、C在1、2、3水平下的抗拉强度之和,R为极差。

表5 正交试验结果
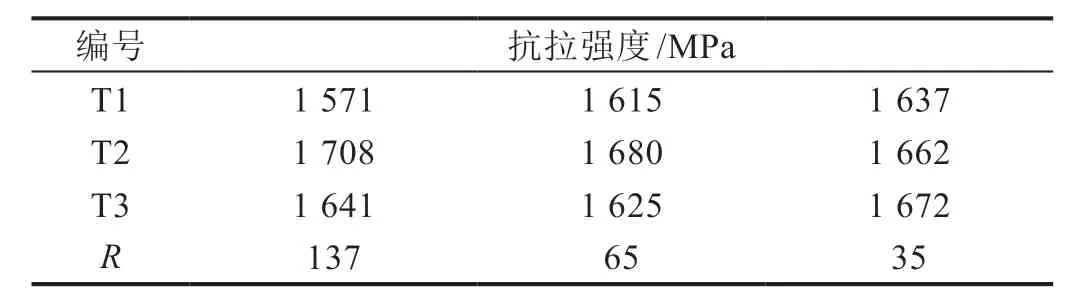
表6 方差分析数据表
由正交优化试验结果分析得出,最佳工艺参数为:焊接电流82 A、脉冲宽度2.2 ms、脉冲频率22 Hz。此时能够获得抗拉强度最大的焊缝。经过试验验证,在采用焊接电流82 A、脉冲宽度2.2 ms、脉冲频率22 Hz 时,获得了成形优良的焊缝,此时焊缝鱼鳞纹整齐、宽度一致、凸起均匀。
5 拉伸试验
对于采用脉冲激光焊方法焊接的超薄不锈钢产品,由于使用时主要考虑其承受抗拉载荷的能力,因此采用抗拉强度作为工艺参数的主要评定标准。将焊接好的试样剪裁成合适大小,夹持在拉伸试验机上进行拉伸试验,测试其具体拉断力,记录数据,再根据拉伸试样的宽度和厚度,计算抗拉强度。表中编号对应正交试验表编号,具体试验数据如表7 所示。由于焊接过程中没有采用填丝填料,实际焊缝处厚度小于0.2 mm,而本表在计算时,拉伸试样厚度取0.2 mm,故焊缝实际的抗拉强度值大于本表计算值。

表7 拉伸试验数据
测试母材的抗拉强度为578 MPa,试验结果表明,采用最佳工艺参数(编号5)焊接时,接头的承载能力能够达到母材的99%,焊接接头的抗拉强度和母材基本一致,符合使用要求。
6 结论
采用脉冲激光焊接0.2 mm 厚304 不锈钢时,采用最佳工艺参数焊接,焊缝区的抗拉强度能够跟母材相当,可以达到母材承载能力的99%以上。经过拉伸试验验证,焊接接头在断裂时也正是从焊缝和母材交界处断裂,所以在脉冲激光焊接的0.2 mm 厚304不锈钢产品的使用过程中,要重点检查焊缝和母材交接处有无裂纹、有无断裂风险。
