高速冲压模具卡废料分析与废料监测装置设计
2023-08-25杜洋洋李晓俊上汽大众汽车有限公司
文/杜洋洋,李晓俊·上汽大众汽车有限公司
冲压件的成形过程一般包括落料、拉延、切边冲孔、翻边、整形等工艺。经过爬坡生产与大批量供件后,虽然零件状态及模具的稳定性会得到大幅提升,但依然存在制约冲次提升的关键因素,如卡废料等。此外,随着电气设备的不断升级,高速自动生产线技术也越来越成熟,在各大主机厂冲压车间的使用越来越普遍。其中,Schuler 伺服高速自动冲压生产线冲次可达到20 次/分钟,大部分冲压件的无故障冲次(SPM)可达到15 次/分钟,甚至18 次/分钟。
在高冲次生产条件下,废料下滑速度更快,下滑姿态更不容易得到控制,切边模卡废料问题会更加突出,甚至造成模具事故,这也愈发成为冲压行业共同面临并亟待解决的重难点问题。
切边模卡废料原因分析
切边模卡废料问题的产生一般与模具结构有关,如废料下滑空间小(小于等于切边废料对角线长度)、废料滑板角度小(小于25°,甚至20°)、落料下滑姿态(导向差、废料翻转),废料滑板状态差(变形、无网纹)等,如图1、图2 所示。
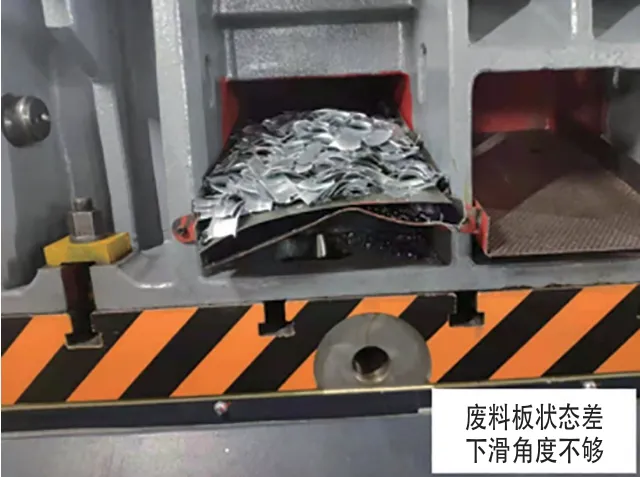
图1 废料下滑不畅
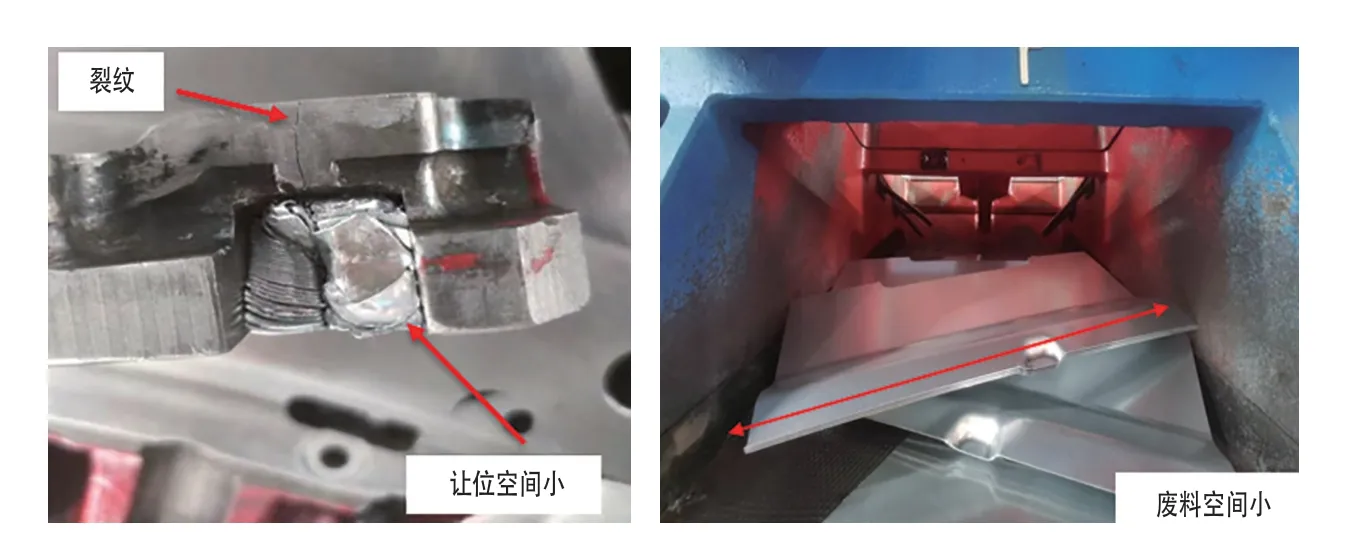
图2 卡废料
切边模卡废料解决措施
新项目冲压模具
针对切边模卡废料问题,新项目模具在设计阶段可重点考虑以下几个方面,从根源上解决,减少对后续批量生产的影响。
⑴将切边模废料排放通道设计成开口结构。针对封闭式切边可设计成倒漏斗结构,在切边刃口段下部进行让位,让位后可增大废料排放空间。通过设计局部支撑,可确保模具本体强度,避免大批量生产后产生模具事故,如图3 所示。
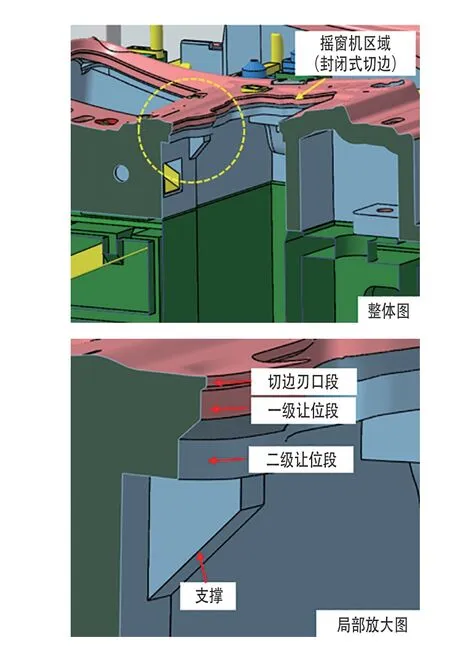
图3 封闭式切边(开口结构)
针对开放式切边可设计成开放式结构,不仅在切边刃口段下部设置了让位段,相对切边刃口(图4 中I 与II)还需要设计10°~ 15°的倾角,可避免切边后废料卡在切边刃口上阻碍废料下滑,如图4 所示。
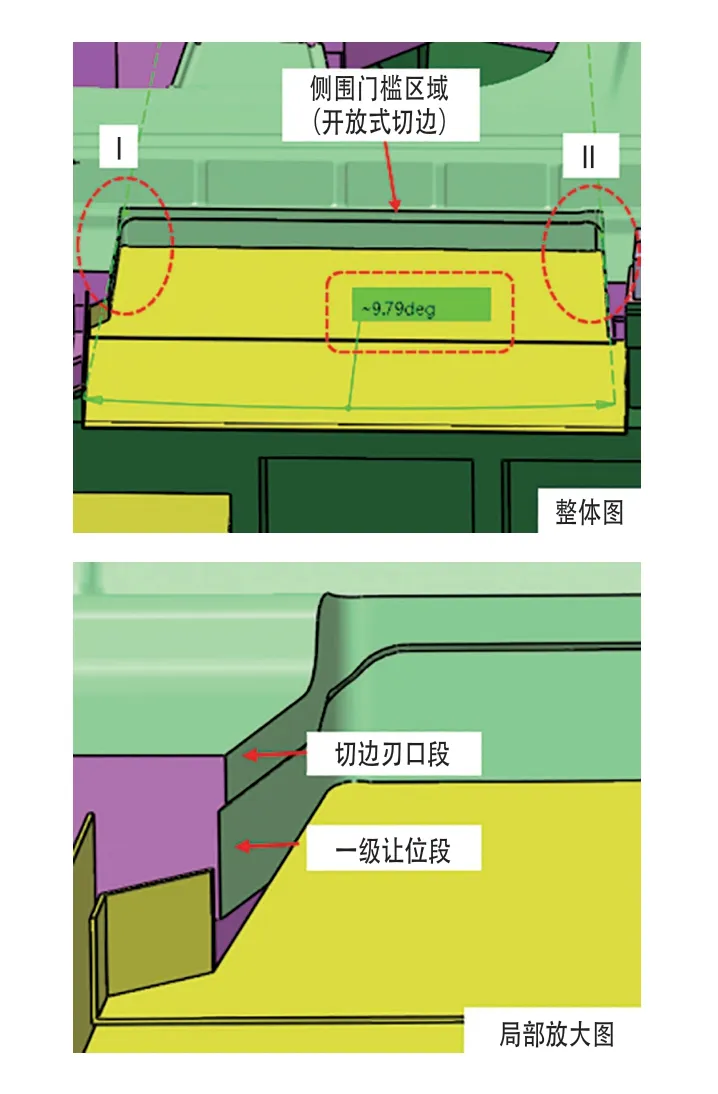
图4 开放式切边(开口结构)
⑵合理设计切边工艺(废料分割)。切边废料的卡滞和切边工艺的排布密不可分,合理的切边工艺需要兼顾切边顺序和切边废料的分割方式。考虑切边顺序时应避免出现多块废料同时下滑出现干涉现象,废料分割时需要考虑废料槽允许的废料长度。此外,由于切边废料的卡滞很大程度上与废料形状的不规则有关,在废料分割时应避免框型封闭区域的出现,如图5 所示。
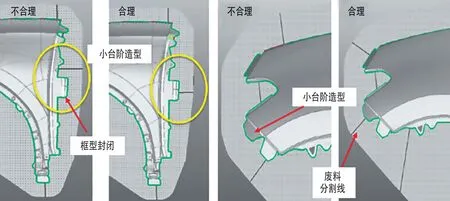
图5 废料分割示意图(小台阶造型区域)
通过左侧废料分割(不合理)不难发现,均存在框型封闭区域。切边后废料在重力的作用下下滑,框式封闭造型直接对废料的顺畅排放造成阻碍,因此,废料分割时应避免局部框型封闭造型的出现。通过在凸台造型区域设置废料分割,将框型封闭废料变为开放式废料,改善了废料下滑条件,在很大程度上可解决该类卡废料问题。
⑶取消废料刀或改作嵌入式废料刀。切边模下模废料刀一般会安装在模架上,模具设计时会在模架上设置专门的安装支座,如图6 所示。废料分割时,相邻废料刀之间存在刀口对刀口、刀口对刀背、刀背对刀背几种情况,其中刀背对刀背最易出现卡废料问题。刀背对刀背情况下,完成切边后废料两端均搁置在废料刀刀背之上,虽有上模弹顶作用,卡废料问题依然频发。

图6 普通废料刀
普通废料刀不仅占用了下模废料排放空间,还存在刀背对刀背的恶劣工况,不利于切边废料的排放。因此,在斜楔等复杂切边工艺中常设计镶嵌式废料刀,如图7 所示。该废料刀安装在模芯之上,需要在模芯侧面加工安装平面,考虑废料刀强度,常用锻钢制作。此外,如门内板门槛区域,在满足废料长度的前提下,可减少废料刀的设置,不仅有利于废料排放,也可减少切边碎屑的产生。
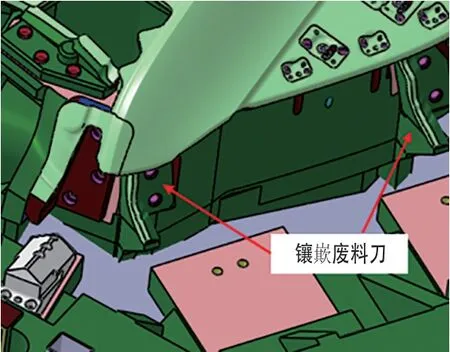
图7 镶嵌式废料刀
批量生产冲压模具
针对批量生产模具,模具已铸造成形,模具的可更改性很大程度上会受到限制,常通过加工让位增大废料排放空间、增加导杆调整废料下滑姿态、调整上模弹顶、提高废料板质量等多种方法进行优化。
通过常用的优化方法,在一定程度上能解决切边模卡废料问题,但由于模具更改受限,卡废料问题依然是影响冲压模修停机率的关键因素。批量生产过程需要巡线人员针对卡废料问题进行专项跟踪,及时疏通切边废料,费时费力。实际由于视觉盲区与人员疏忽等多种因素的影响,很多情况下卡废料问题不能被发现,导致模具损坏,不得不拆模抢修。因此,迫切需要设计一种能够实现废料下滑状态自动监测,卡废料后报警并反馈给冲压线实现自动停线的装置。
切边模废料监测装置设计
废料监测装置主要部件
⑴控制环节—控制继电器(继电器可调整时间为0.01s ~999s,可根据废料监测频次进行设置调整)。
⑵光电感应传感器(采用漫反射方式进行感应,相比传统的料片接近开关,其能监测更大的范围及更复杂的形状)。感应距离可调整,根据监测位置的不同,可选用扁平光电传感器或柱状光电传感器。
⑶电源指示灯(监测装置需DC24V 供电,可通过模具哈丁插座引线供电。当模具备模至台面,插上哈丁线后通电,指示灯亮,否则报故障)。
⑷报警指示灯(正常情况下该指示灯为常灭状态。若该指示灯亮,表示监测装置已监测到卡废料问题,提醒生产线人员及时清理切边废料)。
⑸复位按钮(按下复位按钮,冲压线报警解除,可继续生产)。
废料监测装置基本工作原理
如图8 所示,废料检测装置基本工作原理如下:
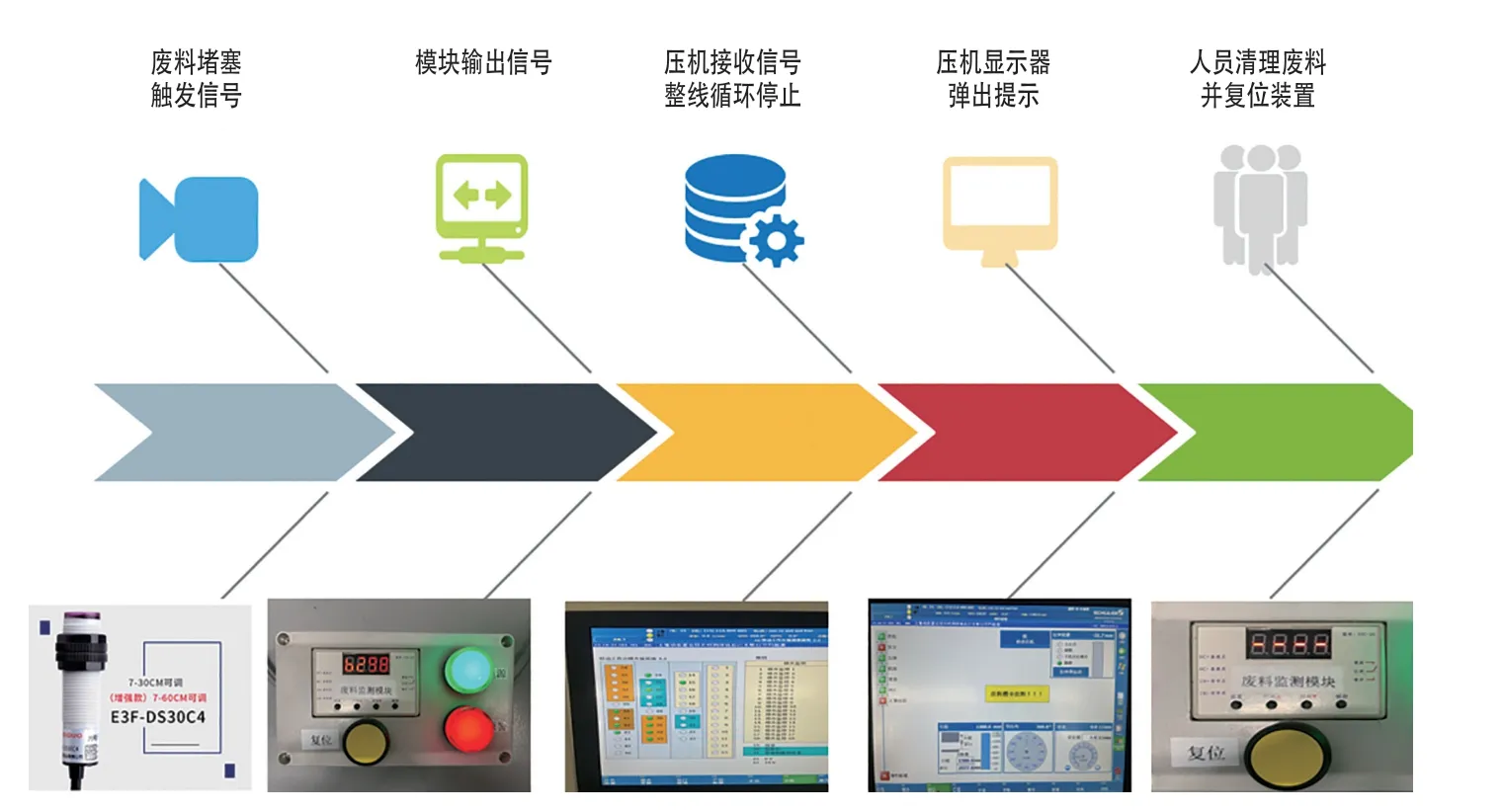
图8 废料监测装置基本原理
⑴调整好光电传感器的感应距离,设置控制继电器的触发时间。通过光电传感器感应设置范围内是否有切边废料,未感应到废料时则不计时;当感应到有废料时开始计时,并反馈给控制继电器。
⑵废料感应时间达到控制继电器设定时间表示出现了卡废料问题,继电器触发,输出电平信号给冲压线。
⑶接收触发信号后,冲压生产线根据预先设定的连续运行条件进行判断,实现冲压生产线的自动报警并停线。
⑷生产线人员根据报警情况对卡废料区域进行废料清理,完成清理后点击复位按钮完成复位操作,压机警报解除可继续连线生产。
废料监测装置的优势
⑴成本优势,单套废料监测装置约60 元。与通过视觉进行废料监测的技术相比(动辄几万元),成本低廉,适用性更广,可推广性更强。安装该废料监测装置后,无需安排专人不停地检查是否出现卡废料,改善了人机工程,节省了人员工时成本。
⑵技术优势,通过光电传感器与控制继电器可实现废料的智能监测。当判定卡废料后,能实现冲压生产线报警并自动停线功能,降低了产生模具事故的风险,在一定程度上也延长了模具的寿命。
⑶调试过程优势,可根据安装位置的不同选用不同形式的光电传感器,安装该装置后无需在线进行调试,避免浪费冲压生产线的整线时间。
实际使用效果评估
根据模具结构与现场生产情况,对上汽大众某车型侧围OP60模具进行了废料监测装置的安装与调试。首先拦住废料槽下部阻碍废料下滑,然后进行连续生产,以模拟切边废料卡滞场景。经现场验证,当废料卡顿后废料监测模块红灯亮起,触发信号反馈给冲压生产线,面板显示监测信号并报警,实现了冲压生产线自动停线功能,如图9、10、11 所示。

图9 废料监测模块报警

图10 压机面板显示监测信号
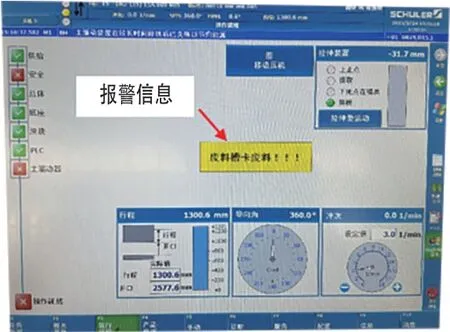
图11 冲压线报警界面
安装废料监测装置后,不影响冲压生产线的正常运行。只有当卡废料情况发生后才会触发信号进行报警停机。该装置安装后已使用半年以上,运行状态良好,曾多次实现报警预警,避免了模具事故的发生,已计划进行推广使用。
结束语
本文分析了高速冲压模具生产过程中卡废料问题的形成原因,并分类系统地介绍了针对新项目冲压模具与批量生产冲压模具卡废料的解决方法。针对由于模具结构更改受限或者视觉盲区卡废料后易产生的模具事故问题,本文设计了一套切边废料监测装置。该装置可在不影响冲压生产线正常运行条件下对切边废料进行智能监控,无论在成本、技术还是调试方面都有很大的优势,极具推广价值,可供行业同仁借鉴。
