大型销子类零件外花键铣削加工
2023-08-22刘壮壮
刘壮壮
航空工业庆安集团有限公司 陕西西安 710007
1 序言
机械传动具有恒功率输出、承载能力大、功率高、寿命长、可靠性高及结构紧凑等优点,广泛用于各种机械设备和仪器仪表中。花键传动是机械传动的一种主要形式。花键是机器的基础器件,其质量、性能和寿命直接影响整机的技术经济指标,花键因其形状复杂、技术问题多,故制造难度较大[1]。尤其是大型零件中的花键,由于其零件尺寸大,采用常规的插齿、滚齿加工等会出现加工干涉、行程不足等问题,因此导致零件无法加工。
我公司生产的几种大型销子类零件,其外形结构都有外花键特征,零件材料牌号为300M,最长的零件长度为840.5mm,其零件结构如图1所示。此零件最右侧外圆为外花键,花键的具体尺寸参数见表1[2],零件的尺寸及结构如图2所示。由于此零件外花键的压力角为45°,外渐开线会非常小,因此可以使用铣刀铣削加工。
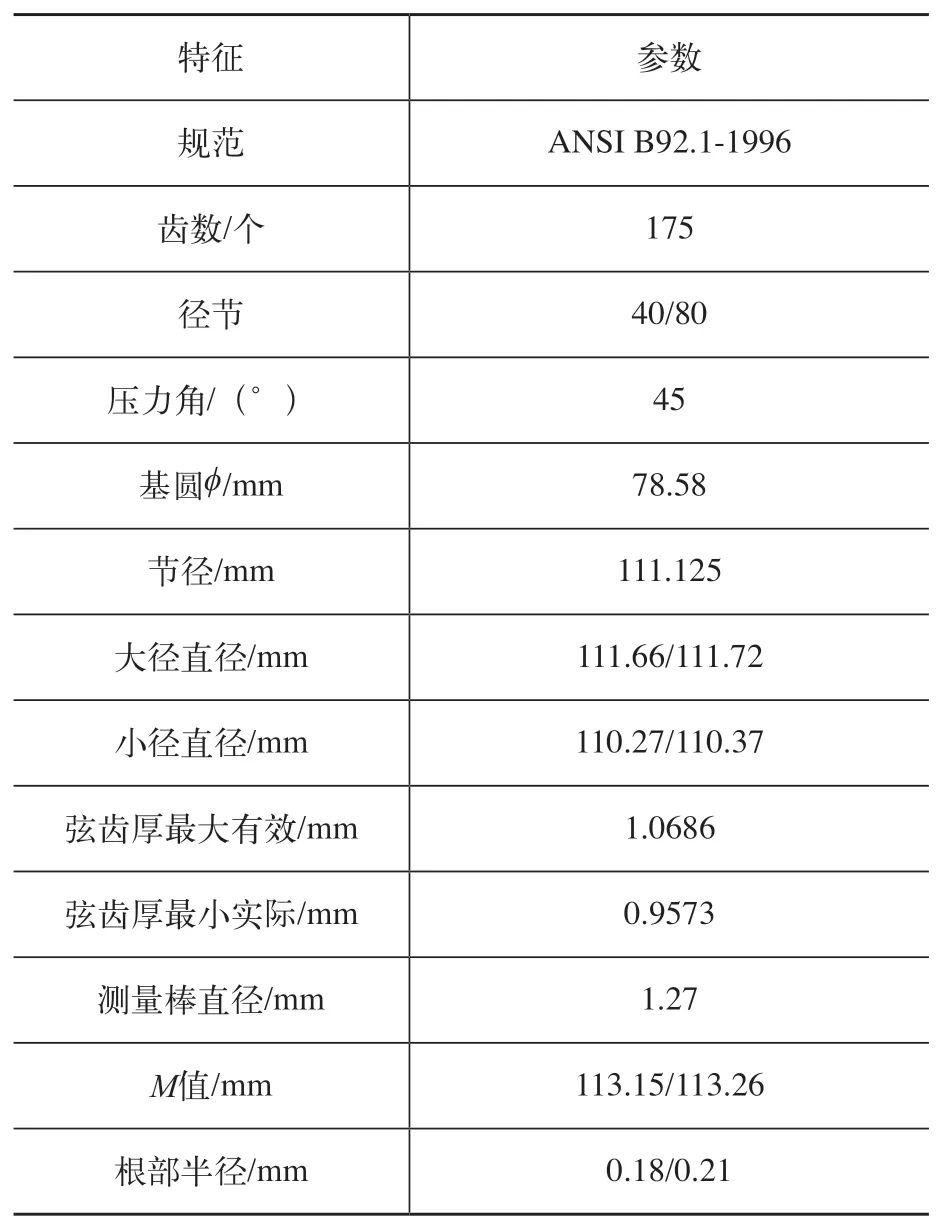
表1 花键尺寸参数

图1 零件结构

图2 零件的尺寸及结构
2 制造工艺流程
从图2可以看出,此零件有几个重要的尺寸精度要求,分别是:外圆与两顶尖孔0.025mm位置度要求;螺纹与A基准ϕ0.1mm位置度要求;外花键大径与螺纹的ϕ0.1mm位置度要求。如何利用加工中心保证铣削的花键满足要求至关重要。
为了保证以上要求,需要制定合理的制造工艺,由于花键尺寸比较精密,因此选择在热处理后加工花键。此零件的制造工艺流程为:①粗加工外圆及内孔,单边留1mm的余量。②热处理。③以内孔为基准加工外圆,见光即可。④夹持外圆,精加工内孔。⑤两顶尖装夹,加工A基准外圆、螺纹大径和外花键大径,保证两顶尖孔与外圆0.025mm位置度要求(见图3)。⑥夹持外圆,顶尖顶住螺纹端内孔,车削螺纹。⑦夹持外圆,顶尖顶住花键端内孔倒角,铣削花键。⑧外圆定位,加工其他剩余尺寸。⑨去除机械加工毛刺。

图3 工序⑤加工要求
在整个制造流程中,工序⑤和工序⑦是非常重要的两个工序。在工序⑤中,保证了A基准对顶尖孔的跳动要求,同时保证了外花键大径对A基准ϕ0.1mm位置度要求。这样安排加工内容,能保证基准外圆和被测量特征在同一工序中一次加工,避免了分工序加工时,工艺基准与装夹基准不能完全重合的问题。
工序⑦加工时,夹持A基准外圆,顶尖顶住外花键对应内孔的C基准,由于在工序⑤保证了A基准和C基准的位置度要求,因此本工序装夹后,可以很容易地保证A基准的跳动控制在0.03mm内。此零件的材料牌号为300M,由于热处理之后,硬度为52~55HRC,因此选用适合加工这种超高强度低合金钢的硬质合金铣刀(见图4)。硬质合金铣刀选择某品牌,刀具牌号为303471272,刀具直径为8mm,尖圆角R0.2mm。

图4 某硬质合金铣刀
3 铣削花键程序编制
加工外花键使用的设备是带A轴旋转的四轴加工中心,X轴正方向沿着零件轴线方向,从表1可知,外花键的齿数为175个,每齿夹角为2.057°。在编制程序时,首先在A轴0°面方向铣削一个齿,底面留余量0.05mm,侧面留余量0.12mm,然后在接近180°的方向上再铣削一个齿,此零件选择间隔87个齿进行铣削,A轴旋转的角度是178.959°。通过这两个齿来控制铣削齿的M值,粗铣完成之后,再按照精铣的方法进行精加工,将底面和侧面加工至成品尺寸。精铣结束后,通对过M值的实际值与理论值进行比较,进行局部调整,至M值满足要求后再加工其余的齿。其余的齿加工可采用宏程序进行编制,这样比较方便修改和读取,如图5所示。

图5 利用CATIA编制程序
编制完成的加工程序如下所示,首先是两个相对齿的加工,然后是其他所有齿的加工。


4 铣削花键注意事项
利用加工中心铣削外花键需要注意一些事项,否则会使得零件报废或者需要返工。注意事项主要包括以下几点。
(1)花键参数分析 表1中列出了我公司加工的外花键的参数,最重要的一个参数是花键的压力角,为45°,45°的压力角渐开线轮廓与平面相差较小,可以用直线来代替,这是使用铣刀加工花键的一个最重要的条件,没有此条件,就需要定制专用的加工刀具。
(2)装夹基准的控制 分析图样可知,外螺纹与外花键有ϕ0.1mm位置度要求,外螺纹与外圆A基准有ϕ0.1mm位置度要求。由于在铣削花键时需要夹持A基准外圆,因此需要保证A基准与外螺纹、外花键的几何关系。在此零件制造过程中,安排了工序⑤数控车削来保证这一要求,在介绍制造工艺流程时已经描述过这一工序,在这里还要再强调一下。
(3)铣刀的选择 由于材料硬度较高,因此选择硬质合金铣刀来加工,并且选择刀具的刀尖圆角为R0.2mm,这样才能保证花键根部圆角R0.18~R0.21mm要求。为了保证加工精度,粗加工给精加工留的余量较少,轴向只有0.05mm,粗、精加工使用两把刀具,这样容易控制尺寸精度。
(4)M值的调整控制 在加工过程中,M值是一个控制花键中径的关键参数,为了保证使用花键环规测量时,通端能顺利穿过花键,需要将M值控制在中差及偏差以下。此零件要求的M值为113.15~113.26mm,在机床上需要将M值控制在113.15~113.20mm,则花键环规的通端可以顺利通过。在调整M值时要注意刀具补偿量与M值的关系(见图6)。假如两齿面的夹角为2θ,当铣刀补偿量为L时,M值变化量为M=2L/sinθ,在进行补偿时要进行计算,补偿过多会导致M值超小。此零件的两齿面夹角为90°,M值与补偿量的关系为M=2.8L。
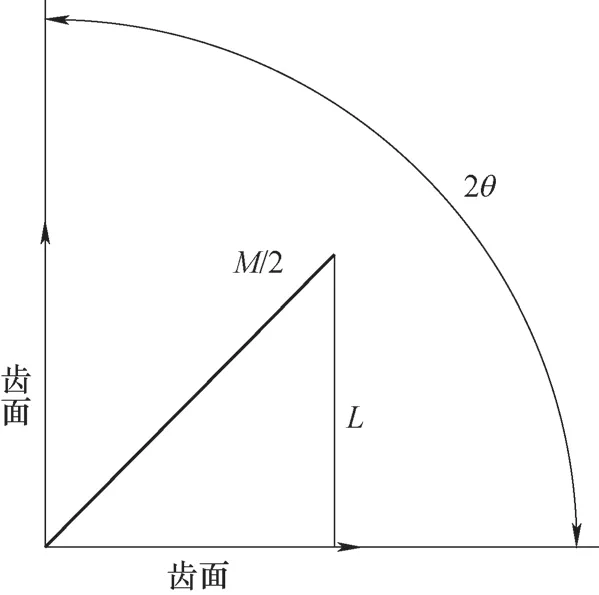
图6 M值与刀具补偿量的关系
(5)花键的测量 在加工中心设备上,使用滚棒测量M值,零件加工完成后,需要使用花键环规进行测量,保证花键环规通端可以顺利通过,花键环规的止端不能通过花键。在设计花键环规止端时,要减少止端的齿数,这样会检测得更加准确。使用花键环规测量零件时的状态如图7所示。

图7 使用环规检测零件
(6)花键的返修 当使用花键环规测量花键时,如果出现环规通端不能通过的情况,就需要在机床上进行返修,最大的难点就是如何找到初始加工的齿,初始齿找正有偏差的话,就会出现乱齿。为了防止出现这种情况,在加工齿时需要在第1个齿和第87个齿上做标记,方便后续测量找正。返工时,在第1个齿和第87个齿上各放一个芯棒,用绷带将芯棒绑紧,然后找正A基准外圆,并拉直两个芯棒,使其在同一水平面,此水平面与初始的A轴0°面有一个夹角α,旋转A轴使其转动角度α,就可以得到初始的A轴0°面,如图8所示。经计算此零件在返修时,A轴需要旋转的角度是44.48°,这个方法能准确地找到初始的A轴0°面,不会出现乱齿的现象。

图8 零件返修时A轴找正
5 结束语
花键是一种传动精度较高的结构,利用加工中心铣削花键可以在无合适的插齿、滚齿设备或者加工零件有干涉的情况下,实现大型零件上花键的加工。利用加工中心铣削花键,首先需要满足花键压力角是45°这个条件;其次,需要注意零件的设计要求,保证工艺基准与加工基准重合,在安排制造工艺时,需要根据零件的图样要求进行科学的安排[3]。铣削花键难度较高,在铣削过程中需要注意一些小的细节,只有在每个小细节上都进行控制,才能稳定地控制整个加工流程。