环网柜气箱漏气问题分析及解决措施
2023-07-26陈健豪
李 勉,熊 祺,李 浩,陈健豪,李 啸
(常州博瑞电力自动化设备有限公司,江苏 常州 213025)
0 引言
环网柜是电力系统输配中重要设备之一,因其安全可靠、结构简单、尺寸小、占地面积小等凸出优点而被广泛应用在电网系统中。而环网柜的关键优势在于将断路器、负荷开关等关键器件置于充满绝缘气体的密闭气箱,提高其绝缘效果,从而提升了环网柜各方面的性能。但是环网柜在生产加工以及运行中经常遇到气箱漏气的问题,制造企业在生产中出现气箱漏气后需要返工甚至报废气箱,在设备投入运行后出现气箱漏气的情况设备可能出现停运、烧毁。进而对电力系统构成威胁,所以环网柜气箱漏气问题备受行业内各方的关注。本文将着重介绍环网柜气箱可能导致气箱漏气的各种情况、对应的控制方法及指标。
1 环网柜气箱组成
环网柜气箱由多块不锈钢板拼焊并配合各种密封件的共同作用形成一个封闭箱体(图1),箱体内部充满绝缘气体,同时箱体内装有断路器、负荷开关、隔离开关、连接套管、熔丝筒、连接母线等器件,各类开关通过动密封结构进行传动,导体通过密封套管引至箱体外侧。此外,气箱外侧还安装了气压表、泄压阀等器件,这类器件采用静密封方式满足气密性的要求。

图1 环网柜气箱
2 环网柜气箱漏气影响
在环网柜生产厂家出现漏气时会造成气箱返工甚至报废,降低环网柜的生产效率,增加生产成本,不能按期交货。而在运行中的环网柜气箱漏气造成的后果更为严重,一旦发生气箱漏气情况,会使气箱内绝缘设备耐压强度降低,如果泄露严重,设备安全受到严重威胁,因此气体泄露是环网柜的致命缺陷。密封性能是考核产品质量的关键性能指标之一,它对保证环网柜设备的安全运行和人身安全都有重要意义[1]。
3 环网柜气箱漏气问题
3.1 焊缝漏气
气箱在焊接过程中可能出现气孔、夹渣、未熔合以及焊缝偏移等情况而导致焊缝中存在细小的孔洞、缝隙等问题,在运输及分合闸过程中都会对气箱带来较为剧烈的振动进而引发细小孔洞及缝隙缺陷的放大。此外,气箱长期处于内外压差较大的环境,焊缝长期受力也会导致细小孔洞及缝隙缺陷的放大从而导致气箱漏气绝缘失效。
目前市场上多数厂家采用CMT 焊接技术或激光焊接技术配合机械手完成气箱焊接工作(图2)。为了提高焊接质量,我司对CMT 焊接技术的各项输出参数开展了调研分析,通过对不同焊接参数形成的焊缝对比最终得出了比较可靠的各项工艺参数(表1)。在焊接过程中,受到气箱各零部件加工精度、焊接工装精度等因素的影响常会发生焊缝偏移进而导致气箱漏气,针对这种情况可以给机械手配备焊缝实时跟踪系统,用以校正焊枪的轨迹,而且可以实现自适应控制。例如通过调整电流、送丝速度或行走速度来改变焊缝及焊接过程,确保较高的焊接质量[2]。除此之外,焊前的清理工作也必不可少,焊缝上的油污、杂质等会让焊缝产生气孔、夹渣等问题从而导致出现焊缝漏气的可能。
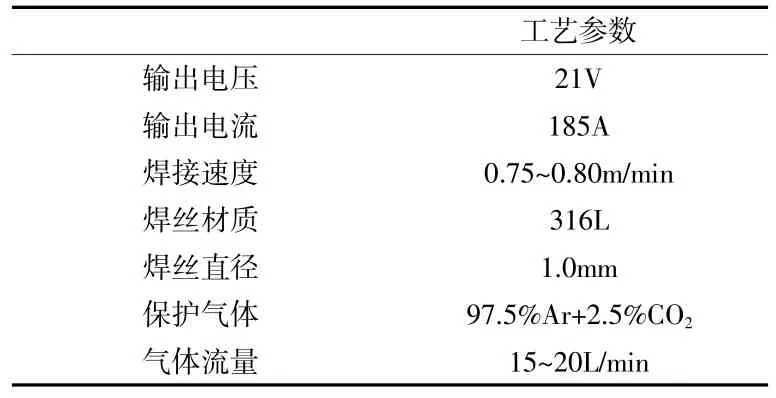
表1 CMT 焊接输出参数表

图2 机器人焊接设备
3.2 其他静密封漏气
环网柜气箱上装有连通气箱内外侧回路的连接套管、防爆泄压阀、充气用的单向逆止阀、测量显示气箱内部气压的气压表等器件。以上器件多采用“O”型密封圈的静密封连接结构,密封圈如果设计、使用不当或者失效都有可能导致气箱漏气。
3.2.1 密封圈压缩率与膨胀率
密封圈压缩量过小难以确保密封圈局部微观的可靠密封;压缩量过大则会导致密封圈应力松弛、加速老化进而导致密封失效。环网柜气箱上密封形式为轴向静密封,要确保其密封可靠性需要对设计阶段密封圈的选型以及密封槽尺寸的控制,确保应用中密封圈的压缩量在15% ~30%范围内。此外密封圈在所用的密封硅脂介质中或正常工作环境温度要求范围内的膨胀率应不大于15%[3]。
3.2.2 密封面表面控制
气箱与其他器件安装的密封面应在生产加工、转运过程中做好防护,确保无磕碰、划伤、摩擦、焊渣残留等表面缺陷。如图3、图4,磕碰、划伤以及擦痕等问题极易导致密封圈与密封面存在局部微观接触不紧密、有微缝隙等进而导致漏气。另外,由于气箱钣金整体是靠焊接连接密封,所以无可避免的存在一定的焊渣飞溅,当焊渣飞溅在密封面且未经处理或处理不净极易导致密封圈破损或密封环氧件局部应力集中导致开裂从而引起气箱密封失效。因此,在气箱生产及转运过程中应设计合适的放置工装确保气箱密封面不受磕碰、摩擦、拉划等,在气箱完成焊接后应对关键密封面进行打磨抛光以去除可能存在的焊渣,且应确保打磨后的密封面表面粗糙度Ra 值不大于6.3 μm。
图3 密封面划伤

图4 焊渣导致绝缘子开裂
3.2.3 密封圈表面要求
密封圈表面有缺陷或在使用过程中未防护到位导致密封圈沾染杂物而引发的漏气问题也是存在的。密封圈表面破损或在涂抹硅脂后容易沾染一些杂物、头发等以及用来涂抹硅脂的刷子涂抹硅脂时脱落的刷毛滞留在在密封圈表面,这些在安装后都可能会导致密封失效漏气,所以密封圈使用前应确保其表面无任何破损并应对密封圈实行全检作业要求,密封件拆包后应在无尘环境下完成检验、转运、装配安装等工作确保其表面清洁度,硅脂涂抹推荐操作人员佩戴一次性指套并用手指涂抹或采用专用涂覆设备。如图5、图6 所示。

图5 密封件无防护、清洁度较差

图6 专用涂覆设备
3.2.4 密封圈受转动摩擦挤压受损
部分静密封结构件非通过螺钉连接紧固而是通过旋转零件自带的螺纹从而达到压缩密封圈的目的,但在转动过程中密封圈与内外密封面因摩擦力过大导致在旋进过程中密封圈与密封面产生摩擦很容易导致密封圈的破损,进而导致气箱漏气,所以遇到类似这种紧固方式的密封件必须在密封圈上涂抹一层硅脂以降低密封圈与内外密封面的摩擦力,从而达到保护密封圈在相对转动过程中不被破坏。
3.2.5 高低温引起密封失效
成套环网箱多用于户外环境对环网箱内部的环网柜及各零部件均有着影响,其中低温环境对密封圈密封性能的影响较大,低温会导致大部分橡塑材料降低或散失弹性进而失去密封作用引起气箱漏气。针对该类问题应在设计产品时结合产品转运、运行环境的温度选择能满足使用要求的密封圈以避免环境温度变化对密封圈密封可靠性的影响。常用O 型密封圈材料及其适用范围见表2。

表2 常用O 型密封圈材料及其适用范围
4 结语
环网柜气箱的密封可靠性需要从多个环节进行控制。首先,在设计阶段应结合密封圈使用工况以及环网柜运行环境选择相应材料的密封圈并通过密封圈的压缩量设计密封槽确保密封圈压缩量得到保障。其次,焊接加工阶段应选择合适的焊接参数并对零件焊接面进行焊前处理工作以避免焊缝存在气孔、夹渣、未熔合等现象;同时在焊后应对密封面位置进行打磨处理避免残留焊渣导致密封件的破损并失效。再次,装配阶段应确保所有密封件的完整无损并在装配过程中应注意对气箱、密封件等密封面的防护避免沾染杂物,且在装配过程中应尽可能避免密封圈与密封面发生相对位移,如无法避免应添加适当的硅脂润滑尽可能降低滑动的摩擦力确保名密封圈不发生破损。
