陶瓷原料预处理工艺技术与装备研究
2023-07-26赵雨杰刘荣勇
虞 洋,赵雨杰,刘荣勇,赵 勇,陈 雪,3
(1.桂林电子科技大学 机电工程学院,广西 桂林 541004;2.广西蒙娜丽莎新材料有限公司,广西 藤州 543300;3.广西机械工程学会,广西 南宁 530000)
0 引言
中国陶瓷行业目前存在产区分布较广、不同产区原料性能不均一、品质差异较大等问题[1],严重影响造粒粉的性能和瓷砖产品的品质。传统陶瓷造粒粉的生产工艺路线中通常先将不同原料堆积在不同原料仓中,根据配方选取不同砂石原料,利用铲车将原料运送到球磨系统中进行球磨,得到均匀的浆料,进而通过喷雾干燥的方法进行造粒[2]。由于砂石料粒度分布不均匀,直接进入球磨工艺往往会延长球磨时间,增加球磨能耗。因此在原料进入到原料仓之前需采用预破碎流程,将含有大颗粒的砂石料通过多级破碎成尺寸较均一的原料,缩短球磨时间,从而实现绿色节能生产。近年来大量学者在原料破碎工艺方面开展深入研究。霍建荣[3]提出将原料中的硬质砂石料按一定的配方比例进行破碎处理,可以有效提高球磨效率,节约球磨时间。刘卫东[4]研究了入球物料颗粒分布对球磨效率的影响,研究发现将原料经过研磨处理后再入球,不仅可显著提高球磨效率和原料加工质量,同时能降低原料加工成本。
砂石原料经过预处理后需要按照一定的比例配方加入到球磨系统中,原料入球的均化程度决定了球磨后浆料的性能。由于生产配方中原料种类繁多,有石粉、钾砂、铝矾土、膨润土、中温砂、回收料等,这些低品位原料性能不均一导致的工艺参数的波动,是目前企业在连续化生产中遇到的共性问题。黄运东[5]提出了一种“分层平铺-搅拌混合法”,利用钩机和铲车将不同批次的原料按一定厚度分层平铺,然后进行翻转搅拌,使原料性得到均化。招伟培[6]提出了一种混合原料的想法,通过原料之间的混掺研制新配方原料,以达到减少配方种类、减少原料占地面积的目的。鉴于此,本文提出陶瓷原料预处理工艺技术,通过将不同原料按比例混合预破碎、多仓位分层平铺等多种方法,实现低品位原料的均一化。多仓位分层平铺主要应用在多级破碎后,将原料通过传送机构协调配合运送至原料仓中,实现分层平铺效果。在这个过程中多个传送带的协同工作机制对原料堆放形貌具有重要影响,可避免出现如图1 所示的“小山堆”形貌,影响原料均一性。其次是原料仓较大,大多数的传输机构在长距离传输时不够稳定,设计多级协同的长距离输送机构尤为关键。

图1 原料仓中原料“小山堆”形貌
基于校企会合作平台,本文针对传统陶瓷原料生产工艺,提出了原料预处理工艺,通过多级破碎和分层平铺工艺,将低品位原料仓中的原料变为粒度均一、性能稳定的原料,缩短后续球磨工艺的时间,降低能耗,从而实现高效绿色节能生产。
1 陶瓷原料预处理工艺技术
陶瓷原料预处理工艺原理如图2 所示,来自低品位原料仓的两种原料A、B 按照配方比例分别加入至喂料机1 和喂料机2 中,形成混合原料C,经过多级破碎装置的鄂破、反击破、对辊破等破碎后形成粒径均化原料C。采用同样的方法还可以得到其他配方的均化原料D,将均化后的C、D 原料分别加入喂料机3 和4 中,按照一定的下料速度运输至传送机构,经过分层平铺,将混匀的原料平铺至原料仓A 和B 中。随后铲车将分层平铺的原料加入至球磨机进行多级研磨。
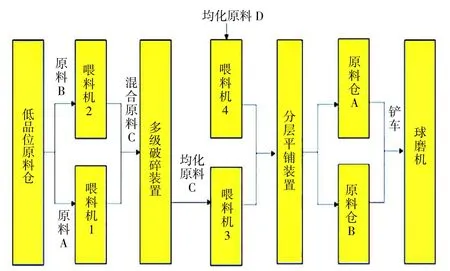
图2 陶瓷原料预处理工艺技术
1.1 多级破碎工艺
针对传统工艺中大颗粒原料破碎效果不佳问题,本研究提出了一种多级循环破碎工艺,原理如图3 所示。陶瓷原料按照一定比例进入喂料机后,先是由滚筛进行筛选,将细颗粒原料与粗颗粒原料区分开,细料和粗料的尺寸取决于筛孔尺寸。未能过筛的粗料将被送至鄂式破碎机和反击破碎机中依次进行一级、二级破碎,反击破碎后的原料会被送至滚筛中再次进行粗细料的筛选;可以通过筛孔的细料将被送至震筛中进行二次筛选。而未能通过震筛筛孔的原料会被送至高压对辊机中进行三级破碎,能够通过筛孔的原料将被送至储料仓中进行储存。

图3 多级破碎工艺原理图
经过多级破碎工艺的原料的粒径较为均匀,避免了过度破碎的现象,同时也提高了原料破碎效率,提高了生产效益。
在该工艺中,各级破碎之间通过传送带进行物料输送,原料通过喂料机运送到滚筛中进行筛选。喂料机中通常设置有称重皮带和传动控制装置,可以控制原料的进料速度以及进料量。若在进料口处采用多组喂料机,每台喂料机只投放一种配方原料,可实现将不同配方比例的原料进行混合筛选,起到混匀的效果。
1.2 分层平铺工艺
分层平铺工艺是将不同时间和地点开采的原料分层堆放,当铲车从底部铲料时均化混匀,实现原料理化性能均一的目的,其工艺原理如图4 所示。在A、B 两个原料仓中,分别设计有一级、二级、三级传送装置。一级传送带位于两个料仓之间,沿Y向运动,且连接有下料机构,传送带沿着Y方向往复运动可将原料传送给两个仓位的二级传送装置,实现同时作业。二级和三级传送装置设有两组,分布在两个原料仓内,实现长距离的输送。固定在二级桁架上的二级输送装置一端限位在移动下料机构落料口的下方,另一端限位在三级传送装置一侧,沿桁架Y向移动,将原料传送落至三级传送装置。三级传送装置可以同时进行X向、Y向移动,并依据设定的运动轨迹,实现原料在仓内的分层填补。
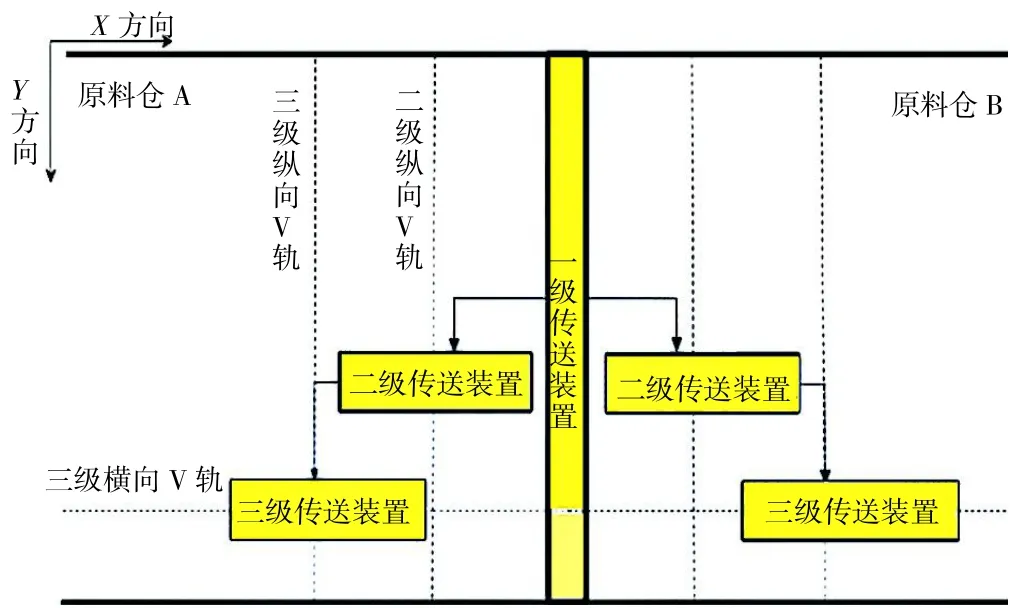
图4 分层平铺工艺原理图
多级传送带在分层平铺中的运动轨迹如图5 所示。原料经喂料系统被送至一级传送装置中,下料机构沿着一级传送装置Y向移动一个二级传送带宽度的位移并下料,二级传送装置随之同步Y向运动并接收下料机构的原料。原料沿着二级传送装置运送至三级传送装置中。三级传送装置将原料沿着X负方向进行平铺下料,直至原料平铺至原料仓左边缘即停止下料,电机驱动三级传送装置按照原路线反向沿X正向运动回到原料仓中间位置。随后,皮带驱动电机反转三级传送沿X正向移动,继续下料,直至原料平铺至原料仓右边缘即停止下料,三级传送装置按照原路线反向回到原料仓中间位置,完成一条X路径的平铺。接着,纵向驱动电机带动二级和三级传送装置进行Y方向平移,并重复上述运动轨迹,直至原料仓的一层被铺满,再进行第二层的平铺。
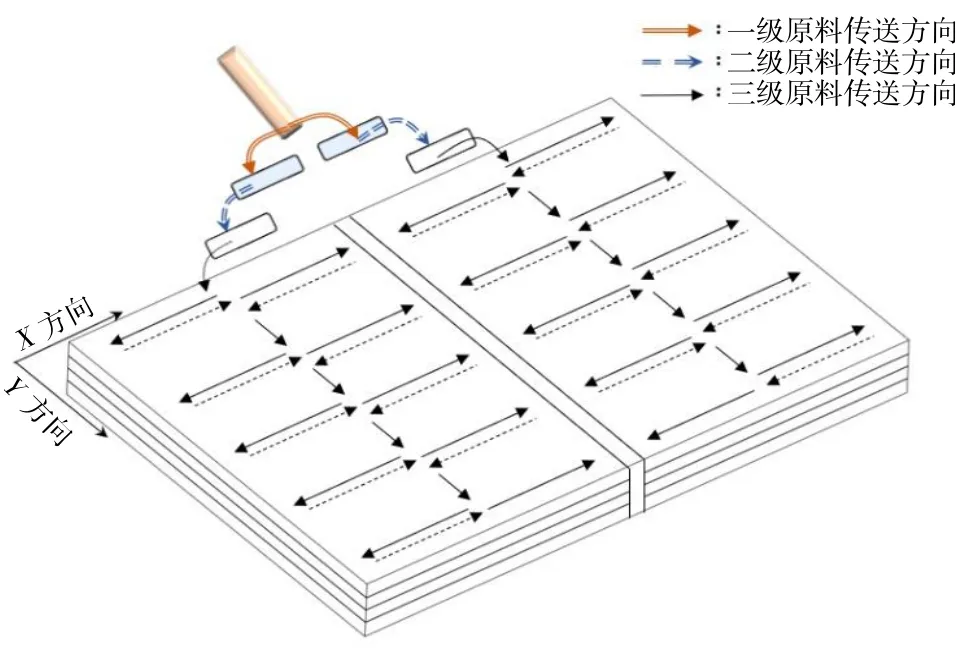
图5 分层平铺运动轨迹
2 多仓位分层平铺装备研制
多仓位分层平铺装备由一级、二级、三级传送装置和对应的桁架结构组成。为了保证长距离输运的传送带的稳定性和力学性能,设计的二级、三级传送装置长度均为单个料仓宽度的一半,并且添加了支撑结构,以支撑较长度的二级和三级传送装置,从而减轻传送带负载,提高传送带稳定性和可靠性。该装置不仅可以有效降低传送带的重量和减少传送带弯曲,还可以使物料平稳传输,提高物料传输效率、降低能耗。
2.1 一级传送装置
一级传送装置的三维结构如图6 所示。其工作原理为:一级驱动电机驱动一级驱动辊逆时针旋转,带动一级输送带按红色箭头指示方向传动,原料被运输至分料器。通过分料器同时将物料输运到两侧的二级输送装置上,加快下料速度,提升生产效率。随后下料移动电机通过驱动齿轮带动车轮沿着桁架上的一级V 轨进行移动,重复运输、分料、下料过程。通过二级、三级传送装置配合移动直至完成平铺任务。
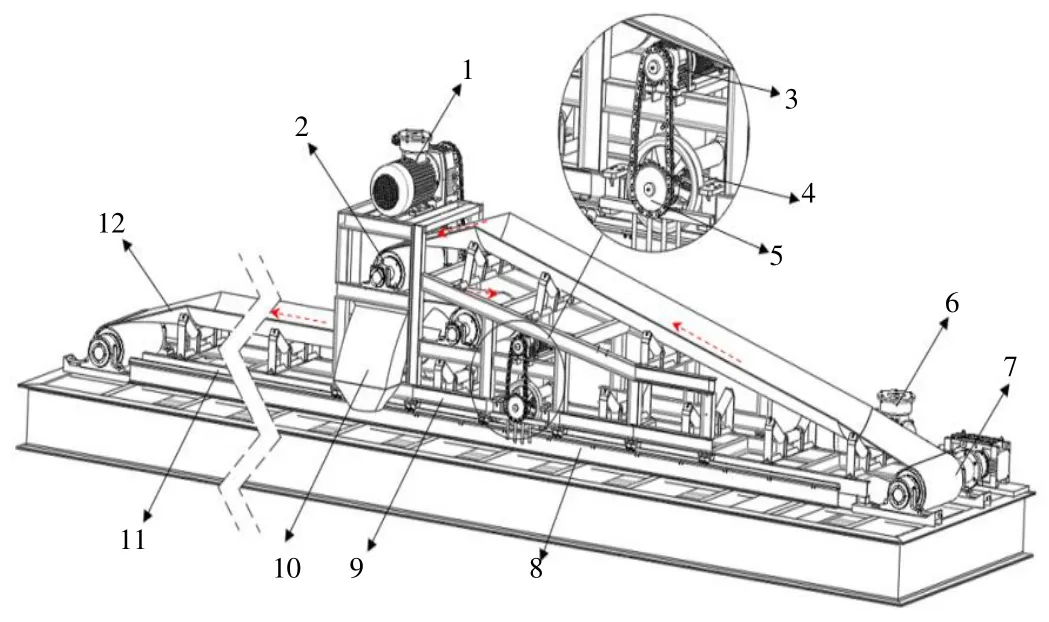
图6 一级传送装置三维结构图
在一级传送装置中,一级驱动电机1、2 需要设置相同转速与转动方向,使输送带在移动下料的过程中能够正常传动。移动下料机构通过移动下料电机驱动,车轮摩擦表面与V 轨之间通过套有橡胶来增加摩擦阻力。此外车轮轴承座通过减震弹簧座安装到移动下料机构中,当橡胶套磨损后可通过拆解弹簧座,安装新的橡胶套。
2.2 三级传送装置
三级传送装置与二级传送装置运动机理相似,二级输送装置仅为横向移动,本节重点介绍三级输送装置的结构设计与工作原理。图7 给出了三级传送装置的三维结构,其工作原理为:三级输送装置接收二级输送装置落下的原料,三级驱动电机通过齿轮与X向齿条啮合运动,实现X 向移动铺料。完成X 向铺料以后由三级驱动电机通过齿轮与Y 向齿条啮合运动,实现X 向移动。随后重复Y 向和X 向铺料,往复循环直至铺满整个仓库。
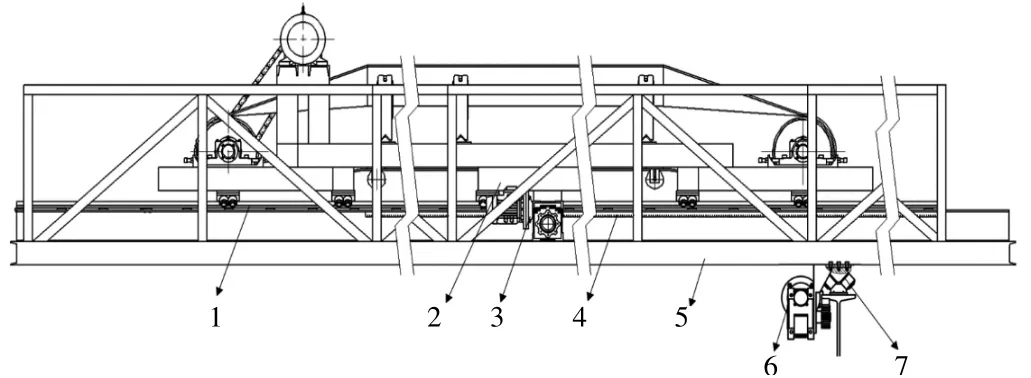
图7 三级传送装置三维结构图
在三级传送装置中,三级移动电机固定在输送带机架上,纵向齿条固定在V 轨上且与V 轨等长,电机与齿条通过齿轮啮合传动,使输送带能够沿着V 轨纵向移动。桁架下方设置有横向V 轨,在横向上桁架能够按照相同方式进行移动。
3 预处理工艺效果分析
3.1 预处理前后原料成分分析
为了验证预处理工艺的可行性,本文以集中制粉产线中某一组配方为例,对预处理前后原料成分进行分析。表1 给出了配方原料中不同砂石料所含有的氧化物成分组成。从表中可以看出不同砂石料的主要成分是SiO2和Al2O3,占混合配方的80%以上;其余的钙、镁、铁、钠等元素组成的氧化物占比较少。表1 中还给出了通过加权平均算得理论上配方原料中所含有氧化物的成分组成,表明SiO2和Al2O3分别占比70.69%和18.28%,其余氧化物占比都不超过4%。
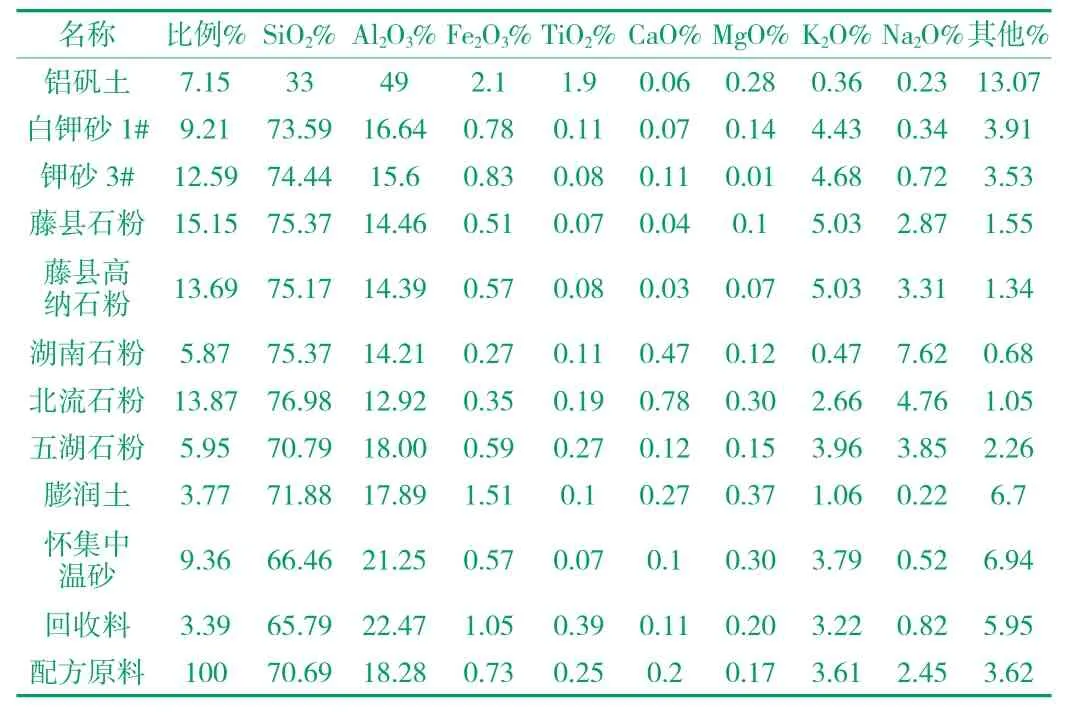
表1 配方原料氧化物成分组成
将原料经过分级破碎和分层平铺后,从原料仓取混合原料进行氧化物成分分析,结果见表2。对比发现,混合后原料的氧化物占比与混合前原料的理论值差别很小,说明通过原料预处理工艺可实现原料的均化,相较于传统储料方法形成的“小山堆”原料堆,可以得到与理论值相当的氧化物组成,理化性能均有了较大改善。

表2 分层平铺后混合原料氧化物成分分析
3.2 预处理前后成本和能耗分析
为了研究预处理前后成本和能耗的区别,以生产4600 t 浆料为标准,对比了不经过预处理工艺和经过预处理工艺后的球磨阶段生产耗时、生产成本、电能耗和球石用量,如表3 所示。结果表明,采用传统预处理工艺的产线,生产4600 t 浆料需要耗时48 h,电能耗为78 kWh/t,球石用量约为7 t。采用本文提出的预处理工艺的产线仅需用时24 h,时间成本节约一半,人力成本减少了35%,铲车减少58%,极大地减少了人工成本。电能耗节约27 kWh/t,减少约34.6%,球石成本节约57.1%。因此,预处理工艺能够有效的节能提产,对陶瓷行业原料集中制粉具有重要工程应用价值。
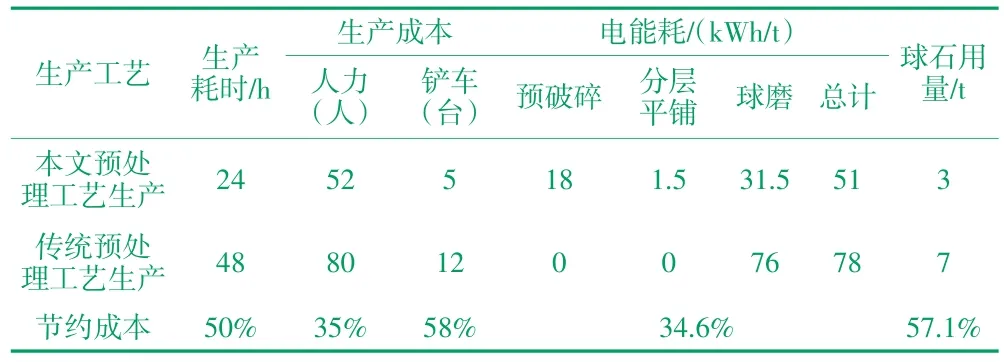
表3 成本和能耗对比
4 结语
基于陶瓷原料性能不均一、品质差异较大等问题,本文提出了一种陶瓷原料预处理工艺技术,包括多级破碎和分层平铺工艺。经过多级破碎处理后,砂石料被破碎成尺寸均匀的颗粒原料,有助于缩短后续的球磨的生产耗时,降低能耗。经过分层平铺后,多种砂石料可以混匀成一种配方的原料进行储藏,减少了原料仓库的占位,使原料得到充分的混匀,从而达到原料均化目的。最后,对预处理前后效果进行分析结果表明:原料成分混合后原料的氧化物占比与混合前原料的理论值差别很小,说明原料实现了充分的均化,理化性能有了较大改善;采用预处理工艺对生产耗时、生产成本、电能耗和球石用量有不同程度的降低,说明预处理工艺能够有效的节能提产,对工业生产具有重要工程应用价值。
