航天器贮箱在狭小空间内的安装方法与应用
2023-07-26赵尔华闫建刚安欣欣谷平顾雨蛟程北阳张恩煜
赵尔华,闫建刚,安欣欣,谷平,顾雨蛟,程北阳,张恩煜,支 鑫
(首都航天机械有限公司,北京 100076)
0 引言
贮箱广泛应用于航天产品,主要用于液体介质的贮存和供应使用,在航天产品的发射过程中承受着巨大的动静载荷。贮箱均为大型薄壁回转结构,具有大尺寸、弱刚度等特征,同时在装配过程中过约束装夹和焊接变形的耦合作用导致大型薄壁贮箱制造偏差难以精准预测[1],因此贮箱安装到箭体内部,尤其是狭小空间的过程存在一定的难度。针对贮箱结构形式的不同,国内外提出了多种贮箱安装方案,并成功用于航天型号贮箱安装过程中。例如中国运载火箭研究院专利“一种双导轨贮箱安装装置及其安装流程”提出了一种基于L 型双导轨贮箱安装装置[2]。“航天器机械臂柔性力控辅助装配方法”提出一种航天器机械臂柔性力控辅助装配方法,使用机械臂在狭小空间内进行大重量工件安装[3]。“机器人在卫星舱板装配中的应用研究”提出在卫星舱板过程中机器人辅助自动化装配、半自动化装配的方案,有效地提高了装配工作效率[4]。这两种方法均能够实现在狭小空间位置可调和可重复装配。本文将上述两种方法应用在航天器狭小空间内贮箱安装上,并成功完成了贮箱在狭小空间内的装配。
1 航天器贮箱安装分析
某航天器为单件小批量产品,且产品结构为不同于传统的运载火箭的非回转体结构。产品中舱部段长度为5.3 m,舱内装填机构系统、增压输送管路系统、电气系统和气瓶等,且需在内部安装两个尺寸较大的贮箱,造成内部安装空间狭窄、结构紧凑、装填密度大,导致贮箱安装空间狭小,贮箱安装过程中需要实现精确对准,同时要求贮箱安装装置占用的空间位置小[2]。
液氧贮箱安装在前端,贮箱后部通过后短壳与机身框进行连接,前部则在贮箱装配后通过在锥段与舱体之间填充缓冲垫连接支撑。液氧贮箱长度约3 m,外直径(含绝热层)约1.5 m,贮箱具有尺寸大、壁薄、刚性不足等特点,且表面包覆有绝热层,仅有前底人孔盖及后短壳下方侧壁上4 个Φ8 的通孔可供支撑及承力;且舱体内壁与贮箱外表面最大间隙约为20 mm,最小间隙不足10 mm;煤油贮箱安装在中舱后段,煤油贮箱后部叉形环上设置外翻支耳与舱体结构对接,前部通过4 个定位锥销与框上的定位孔配合实现前连接;煤油贮箱长度约2 m,外直径约1.2 m,按照装配流程煤油贮箱需要在氧箱及其他产品安装完成后才能进行安装,此时舱内已没有装配空间。因此基于以上情况该航天器贮箱安装存在以下三个问题:
(1)舱内安装空间狭小,贮箱与舱体之间间隙小,且按照装配流程需要在管路系统及电气系统组件安装完成后方可安装,因此,舱内可调裕度较小,需要精确安装到位。
(2)舱内安装间隙小,液氧贮箱壁薄、刚度不足,且表面包覆热防护涂层,因此安装过程中需保证液氧贮箱热防护涂层与舱体及其他系统不发生刮蹭碰撞等问题。
(3)舱内安装空间不足,煤油箱安装前舱内空间已基本填充满了,安装煤油箱时,操作人员无法进入舱内进行操作。
针对以上3 个问题,本文对狭小空间的贮箱装配方法进行研究分析,最终选择了双导轨水平安装液氧贮箱和机械臂精密柔性安装煤油贮箱,并对上述方法进行改进,并成功应用于航天器装配上。
2 双导轨水平安装氧箱
2.1 设计思路
液氧贮箱采用横向双导轨水平安装工装,其包括内、外部轨道(L 形导轨)、外部轨道支架、轨道连接装置、带轴承件的人孔盖支架、带滚珠的轨道滑块、外部轨道调节机构和末端调节机构。在舱体内、外部分别相向放置L 形双导轨,内部轨道安装在产品内部,外部轨道安装在外部轨道支架上,使用轨道连接装置将其连接在一起;外部轨道调节机构安装在外部轨道支架上,两个末端调节机构安装在内部导轨支架上,末端调节机构安装在产品内部用于调节内部导轨的高度和水平,采用内外部导轨提供主要支撑固定并保证其安装刚度,采用末端调节机构和外部轨道支架调节内外部轨道高度和水平。安装前采用激光跟踪仪测量并调节滑轨高度及水平。在液氧贮箱前端人孔法兰上安装带轴承件的人孔盖支架,后端加强框处安装带滚珠的滑块,带有轴承件和滚珠滑块的液氧贮箱放置沿滑轨移动,由外部导轨移动到内部导轨,直至最终安装位置,解决了大结构薄壁液氧贮箱在狭小空间内的安装难题,实现了液氧贮箱横向安装目标。具体结构如图1 所示。

图1 双导轨水平安装装置
2.2 实施方案
首先将液氧贮箱横向导轨分别安装于机身内部及外部轨道支架上,在液氧贮箱轨道装置安装过程中,利用激光跟踪仪测量内外部导轨的高度及水平,并通过末端调节机构及外部导轨的丝杠调节机构进行调节。然后将液氧贮箱调节转至I 象限向下后,分别将液氧贮箱安装轨道装置的前端支撑与前底人孔盖连接、轨道滑块与液氧贮箱后底连接,然后起吊至液氧贮箱安装轨道装置上,贮箱沿导轨移动至最终安装位置后,微调末端调节机构和丝杠调节机构使液氧贮箱后端面与安装框上的安装孔基本重合,同时测量液氧贮箱锥段与舱体之间的间隙并记录,微调贮箱尽量保持间隙均匀后,安装连接螺栓固定液氧贮箱,将人孔盖支架及滚珠滑块拆下后,再将内部轨道取出,即完成了液氧贮箱的安装。
3 机械臂精密柔性安装煤油箱
机械臂在汽车焊接、航空工业舱段对接等领域的应用很成熟,在国外航天领域也有一些应用。机械臂具有载重量大、定位精度高、响应速度快等特点,可以实现大重量零部件装配的位姿保持与精确调整,在工况复杂多变的航天器装配中有效、灵活地发挥机械臂的特点,减少工装的设计制造,并提高生产效率[3]。与大批量工业产品相比,航天器研制通常为单件小批量,装配工况不固定,变化多样,需要机械臂具有充分的柔性来适应不同的装配约束条件[3]。本文结合狭小空间内贮箱装配的特点,提出一种航天器贮箱机械臂柔性装配的方法,旨在提高贮箱装配质量,减少大型工装的制造生产。
3.1 设计思路
煤油贮箱安装在中机身后端,煤油箱在机身内的位置如图2 所示。安装过程存在偏心上移,将煤油贮箱水平送入到舱体内后,再将煤油箱抬高一定高度后才能将煤油箱安装到位。

图2 煤油箱安装位置示意图
煤油箱前后分别通过前短壳和后转接环外翻边与机体进行连接。煤油箱前短壳上设计4 个直径10 mm 的导向锥销,在贮箱装入机身后锥销与框上的定位孔配合实现前连接;在煤油箱后转接环外翻边分度圆上设置22 个φ11 的通孔,作为与结构对接的后连接接口,煤油箱结构如图3 所示。

图3 煤油箱结构示意图
按照装配流程在中机身装配基本完成后,才能开始安装煤油贮箱,此时中舱内没有操作空间,操作人员无法进入舱内进行操作。由于产品的这种结构特点,导致普通工装无法实现煤油箱的安装,因此煤油贮箱只能进行悬臂安装,为解决煤油箱安装问题考虑KUKA KR 360 R2830 型号机器人进行柔性高精度悬臂安装,最小控制精度≤0.1 mm,角度控制≤0.005°,具体指标如图4 所示。
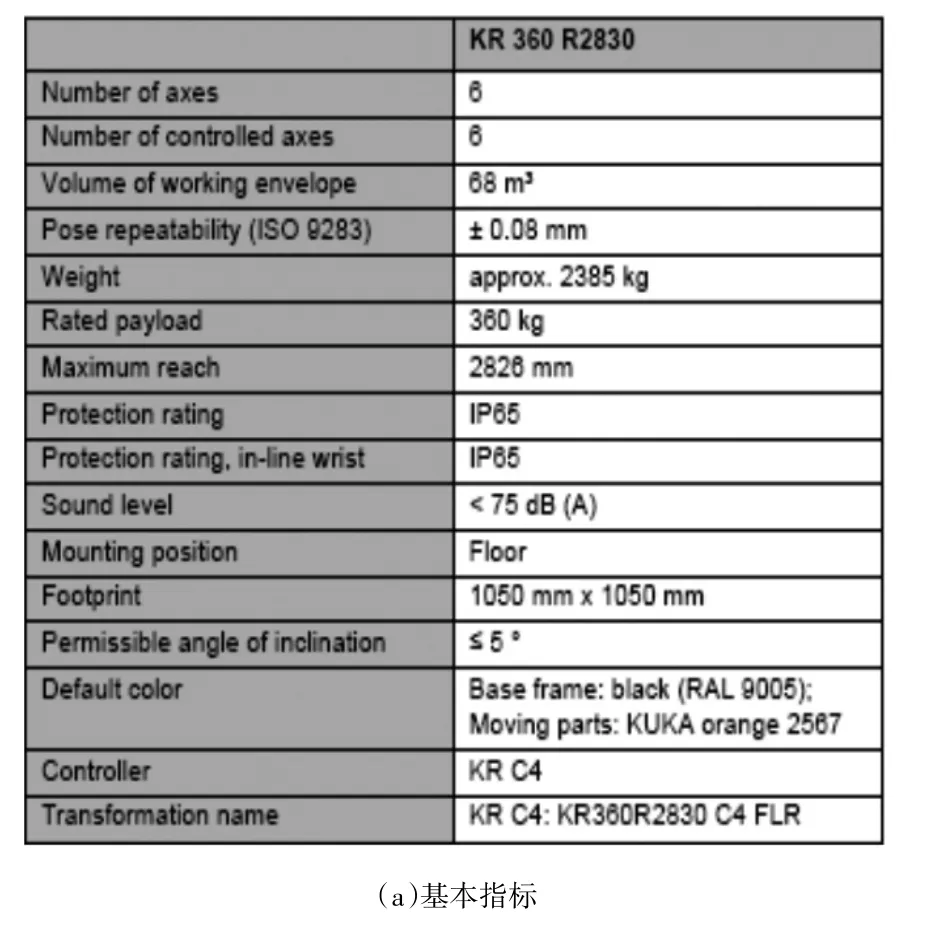
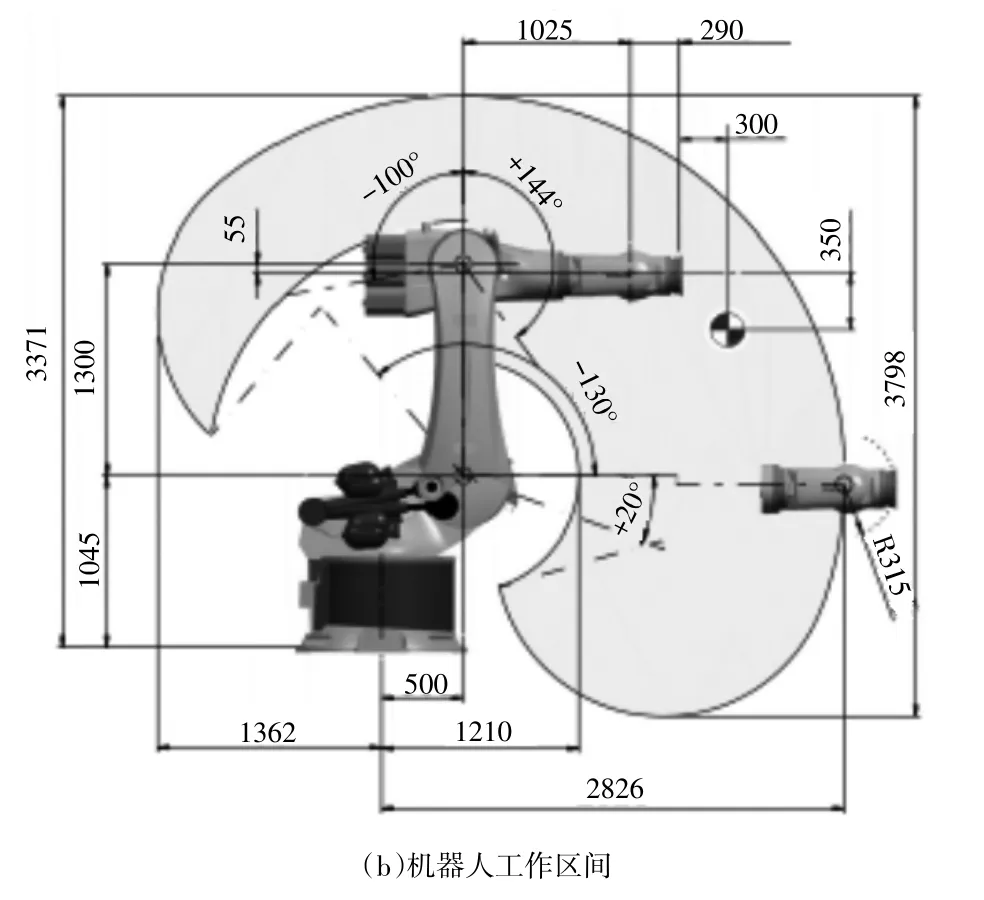
图4 KR360 R2830 技术指标
为解决这个问题设计了转接工装(图5),利用转接工装将煤油贮箱后转接环与机械臂连接在一起,通过操控机械臂悬臂抓取煤油贮箱,在煤油贮箱距离安装位置较远时采用快速连续的柔性力控方式将其移动至结构舱内,待煤油贮箱后底连接环前端面接近安装位置时,采用慢速点动的柔性力控方式进行微调将其缓慢平稳的移动到安装位置,从而实现煤油贮箱高精度精密安装,具体形式如图6 所示。
图5 转接工装

图6 机械臂柔性力控安装示意图
3.2 实施方案
贮箱精密柔性力控安装装置由机器人、力控模块、工装等组成。其中,力控模块上含有供工人操作使用的手柄,工人可以通过手柄控制机器人将煤油贮箱安装到待装位置。具体装配流程如下:
首先确认机械臂基座的安装位置,保证满足煤油贮箱的安装行程,将机械臂放置在基座上并与基座连接可靠后,通过示教器、操纵杆等手动控制机械臂运动人工示教装配轨迹[5]。使用转接工装连接煤油贮箱与机械臂,将装配工装大端与煤油箱后连接支耳固定连接在一起,小端与机械臂连接一起。操控机械臂按照示教轨迹使用快速连续的柔性力控模式操控机械臂将煤油贮箱移动至结构舱内,待煤油贮箱后底连接环前端面接近机身内安装框时,采取慢速点动的柔性力控模式进行微调,要求直至中舱前安装框上的底孔与煤油贮箱前底钢支座导向销重合,同时煤油贮箱后底连接环前端面与机身内后安装框贴合且底孔基本重合,从而实现通过操控机械臂将煤油贮箱通过舱体后端偏心装入到位。煤油贮箱安装到位后,安装前连接导向锥销和后连接的工艺导向销,将煤油贮箱和转接工装分离,控制机器人将转接工装回收到初始位置后,连接煤油贮箱,完成煤油贮箱安装如7 所示。

图7 煤油箱装配示意图
4 结语
这两种方法均能实现航天飞行器在狭小空间内的贮箱的精确安装,且都能够满足重复拆卸和安装的要求。
双导轨水平安装方法适用于前后均有操作空间,且安装路线简单的情况,操作人员需要进入舱内完成连接,工装安装调试较为复杂,需要在产品内、外部分别安装长度大于贮箱长度的工装轨道,工装占用空间较大,产品安装所需空间较大,操作人员需要进入到舱内完成贮箱安装,安装完成后需要将内部轨道拆卸并取出。每次安装或者拆卸液氧贮箱时需要提前安装内、外部轨道。安装过程简单直接,能够实现液氧贮箱快速精确安装到位。
机械臂精密柔性安装方法主要用于舱内没有安装空间,或者安装路线比较复杂,安装过程中工件质心发生跳跃性偏移的情况,工装简单,只需要在机械臂与煤油贮箱之间安装一个转接工装即可。但安装前需要提前计算机械臂放置位置,确保产品的安装位置在机械臂的行程范围内且每次安装或拆卸都需要提前进行示教,从而确定机械臂的运动轨迹。机械臂尤其适合于内部操作空间紧张且产品安装路线复杂的情况,使用机械臂直接进行悬臂安装,操作人员无需进入舱内即可完成操作。
经过验证,这两种方法均能够实现狭小空间大尺寸产品安装,且能够实现反复拆卸和安装的要求,可以推广应用于其它狭小空间内的安装装配,但随着科学技术的发展,使用机械臂进行数字化安装的装配方式将是未来的发展方向。
