盘式复合滤棒成型机供料及消隙装置改进
2023-07-08梁策,赵鲁,李显
梁 策,赵 鲁,李 显
(颐中烟草(集团)有限公司卷烟材料分公司,山东 青岛 266011)
随着烟草行业新材料新技术的不断发展,特种滤棒、功能性滤棒发展势头迅猛[1]。许昌烟机开发的YL43型、ZL41 型二元复合滤棒成型机和最新与荷兰ITM 公司合作开发的ZL45 型二元复合滤棒成型机主要区别在于各原料棒消隙形式不同。其中ZL45 型采用盘式消隙形式,原料棒之间消隙主要依赖于3 个交接盘的传递,且ZL45 型可以实现二元三元规格转换。
近年来,国际上加热不燃烧卷烟产品发展迅猛,国内多家中烟公司加工的加热不燃烧卷烟的加工工艺采用“2+2”形式,即由2 种二元复合棒使用接嘴机原理加工而成[2]。二元复合滤棒成型机成为加热不燃烧卷烟加工流程中十分重要的一环。
现有的生产实践中,二元复合机加工主要面临设备性能开动率低、产品合格率低等问题。统计生产数据分析得到设备性能开动率低的主要制约因素为出棒口堵塞导致故障停机。产品合格率低的主要缺陷为相位偏差大。为此,本文利用六西格玛管理工具,以盘式消隙结构二元复合滤杆成型机为基础,为提高设备性能开动率和产品合格率,优化了影响设备综合效能的关键部位。
1 系统组成
二元复合成型机主要由供料系统、盘式传递机构、缝隙消除机构、供胶系统、成型系统、电气控制系统、检测剔除系统等构成[3],基本工作原理如图1 所示。根据复合滤棒的生产情况,相位不合格是对料棒段的长度偏差过大导致,需对供料系统防旋器高度进行优化,并对出棒口高度进行优化,减少其故障停机时间。
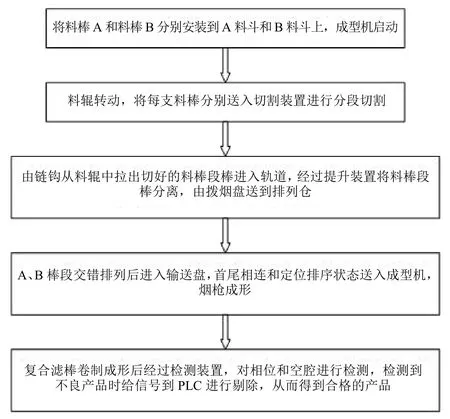
图1 二元复合机基本工作原理图
1.1 供料系统防旋器高度
二元复合滤棒成型机供料系统用于分切原料棒和输送棒段。二元复合滤棒成型机分切装置如图2 所示。该系统主要由料斗盘、料仓、切割鼓轮(如图3 所示)、圆切刀、转向装置和盘式输送传动装置、负压系统等组成。搅拌器在切割料棒过程中,避免料棒被掏空或堆积,使切割的鼓轮能连续拾取料棒,将鼓轮与阻挡辊对向旋转,阻隔多余的料棒,鼓轮上方的防旋器(如图4 所示)使料棒在切削位置不在凹槽内转动,将料棒切成设定好的长度和数量。

图2 二元复合滤棒成型机分切装置示意图

图3 切割鼓轮示意图

图4 防旋器示意图
当防旋器与切割鼓轮调整间隙时出现偏差,切割时极易造成料棒旋转、变形,进而使料棒段切割长度不均匀,因此必须根据料棒直径改进防旋器高度。根据KDF2 滤棒成型机维修手册,滤棒烟舌高度设定为率棒直径-1.2 mm,同理设定防旋器高度为5.8~7 mm,生产中发现当防旋器高度设定为5.8 mm 时,料棒发生变形,防旋器与物料轮之间阻力过大,加大了物料轮与链条碰撞的故障,因此防旋器高度设定为a,收集a=6 mm、a=6.2 mm、a=6.4 mm、a=6.8 mm、a=7 mm 进行试验,对比不同水平下的相位不合格品率。
对运行结果进行回归方程分析得到回归方程不合格品率为13.75-4.384a+0.350 5a2,在复合Φ7.00 mm料棒时,防旋器高度为6.25 mm 时,料棒切段长度稳定且相位合格率最佳。防旋器高度与不合格品率拟合线图如图5 所示。
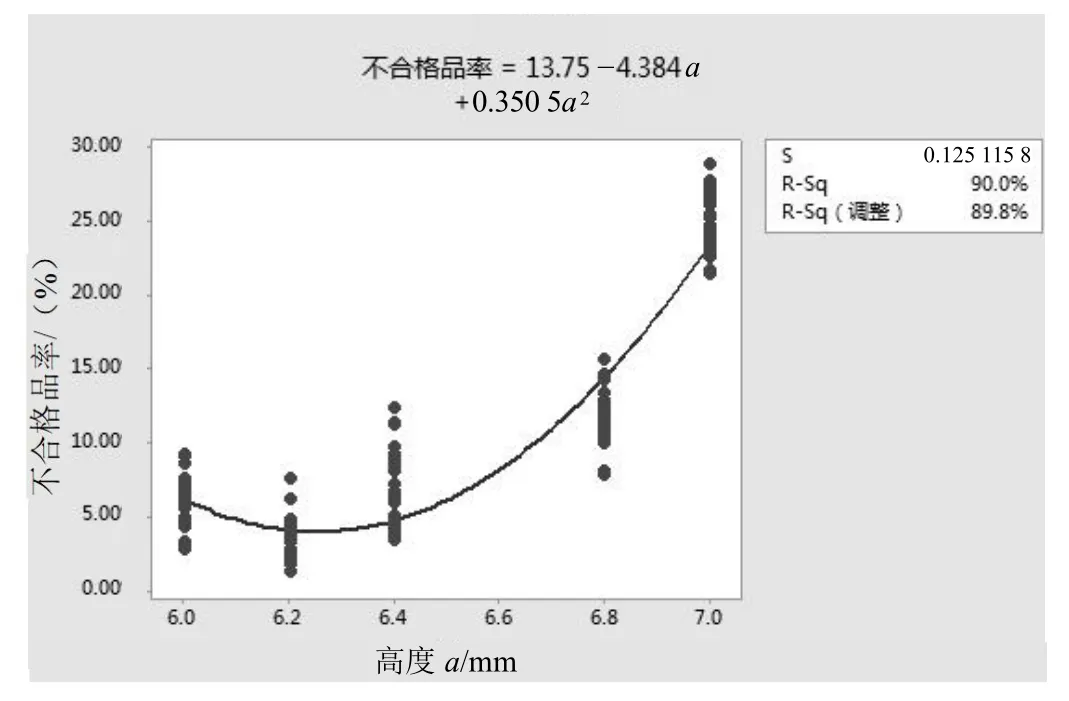
图5 防旋器高度与不合格品率拟合线图
1.2 缝隙消除机构出棒口导板高度
料棒被供料系统切割成料棒段,经传送装置送至缝隙消除机构(如图6 所示)。该机构主要由3 个直径不同的传动盘组成。料棒由1 号盘底部从右至左进入,盘外侧拨齿带动料棒至2 号盘,同理从3 号盘底部输出。其中1 号盘中拨齿间距最大,从2 号到3 号盘拨齿间距依次减小,在出口处辅助吹风管以达到消隙的目的。出棒口导板将3 号盘传送过来的小料棒段固定到纸带上并传送到烟舌。

图6 盘式缝隙消除机构示意图
出棒口导板高度过高,会造成料棒段无规则进入纸带,造成设备故障停机;出棒口导板高度过低会造成料棒段阻力过大,无法随纸带传送到烟舌位置。需对出棒口导板高度进行调整,既要保证料棒段按照设定轨迹顺利输送,又要避免因堵塞造成停机故障。将出棒口导板高度设置为b,收集b=5.8 mm、b=6.3 m、b=6.8 mm 和b=7 mm,记录其负荷生产1 min,进行回归分析,得到回归方程故障停机时间为1 558-482.3b+37.43b2,当出棒口导板高度设置为6.42 mm时,设备故障每小时停机时间最小为4.7 min。出棒口导板高度与故障停机时间拟合线图如图7 所示。
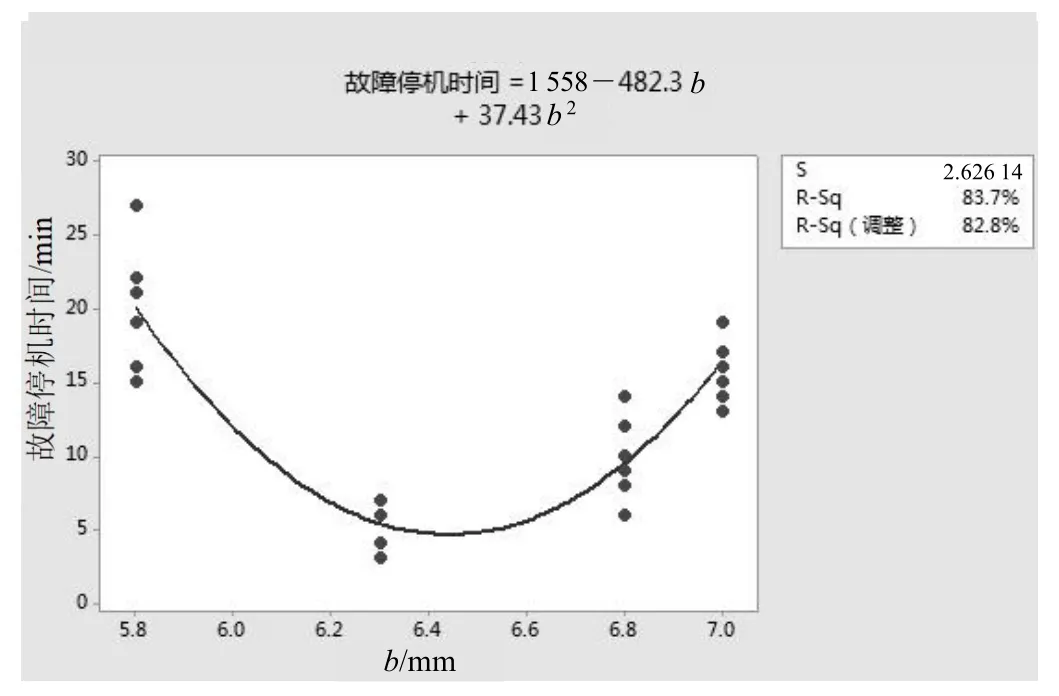
图7 出棒口导板高度与故障停机时间拟合线图
2 应用效果
2.1 防旋器高度调整产生的影响
根据数学方程计算出防旋器高度为6.25 mm 时最佳,但是在实际操作过程中,设备调整后达不到该水平。因此,将防旋器高度设置为6.3 mm 进行开机试验。对2021 年12 月和2022 年8 月的复合滤棒当月的外观合格品率进行统计,绘制单值控制图,如图8 所示。

图8 合格品率按阶段的单值控制图
进行双样本T检验,将防旋器高度调整至6.3 mm对产品合格率具有显著影响。
2.2 出棒口导板高度对性能开动率指标的影响
将出棒口导板高度设置为6.4 mm,对2021 年12月和2022 年8 月的复合滤棒当月的性能开动率进行统计。性能开动率按阶段的单值控制图如图9 所示。进行双样本T检验,出棒口高度调整至6.4 mm 对设备性能开动率具有显著影响。
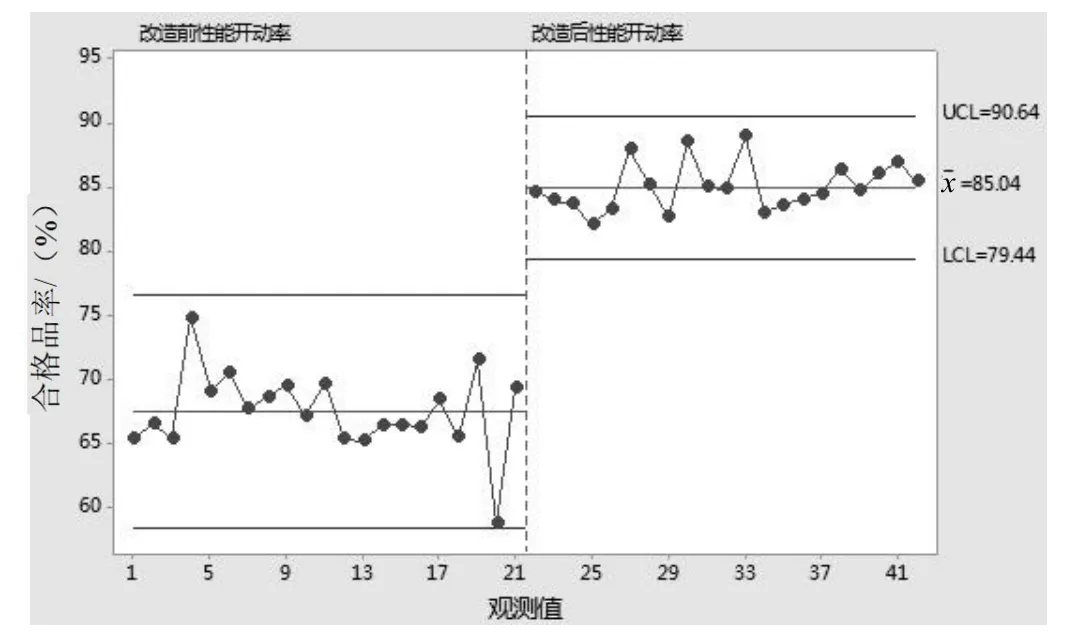
图9 性能开动率按阶段的单值控制图
3 结论
加热卷烟用二元复合滤棒成型机作为烟支搓接前的最后一道工序设备,其综合效率决定了烟支产能与烟支合格品率水平。针对影响设备性能开动率与产品合格率的关键点因素进行分析,可以实现设备综合效能的提高。
加热卷烟使用的料棒和传统的醋纤维滤棒有很大的区别,本文以直径为7 mm 的料棒为例,根据实际加工的料棒性能,需对二元复合滤棒的成型机进行针对性调整。
经生产实践,提升产品合格品率带来的收益,高于提升设备提速所带来的收益,提升产品合格品率应是今后项目攻关的主要方向。
