中小组立弧线焊缝机器人轨迹规划1
2023-07-07吴洪瑞刘新虎许树风
邵 奇,徐 鹏,张 强,吴洪瑞,刘新虎,许树风
(1.南京航空航天大学 自动化学院,南京 210016;2.江苏自动化研究所,江苏连云港 222006;3.江苏杰瑞科技集团有限责任公司,江苏连云港 222061;4.哈尔滨工程大学 机电工程学院,哈尔滨 150001)
0 引言
近年来,随着我国劳动力成本的逐渐提升,以廉价劳动力为支撑的“中国制造”经济模式难以为继[1]。焊接作为造船过程中一个非常重要的环节,对产品质量的要求较高。由于存在焊接烟尘、弧光、金属飞溅,焊接的工作环境非常恶劣。目前,国内大部分船舶企业未实现自动化焊接,对成熟的智能化生产流水线心驰神往。然而,由于发达国家的技术封锁,国内尚未有船厂能够实现中小组立弧线焊缝机器人自动化焊接[2]。自2009 年以来,我国造船完工量、新接订单量、手持订单量等三大指标在国际市场的份额持续位居世界第一。中小组立弧线焊缝机器人在国内市场的前景良好,市场需求量巨大[3]。
目前,国内部分骨干船厂积极开展关于焊接自动化和智能化的研究,并已实现简单中小组立结构的机器人直线焊接[4]。对于船舶建造过程中以空间曲线焊缝为主的中小组立,由于其结构复杂、工艺要求高、空间范围大、操作步骤复杂,目前国内尚未有船厂实现机器人自动化焊接。由于中小组立弧线焊缝的焊接工时在船舶制造总工时中占比较大,因此,实现中小组立弧线焊缝的机器人自动化焊接是推进中国船舶智能化生产的关键[5]。
开展船舶中小组立弧线焊缝机器人焊接技术研究,研制适用于船舶中小组立制造尤其是弧线焊缝焊接的自主焊接机器人柔性智能焊接系统,实现高效率、低成本、高质量的中小组立产品制造,对于促进船舶智能制造,引导船舶工业转型升级、提质增效具有重要意义[6]。本文基于运动学建模、机器人轨迹规划等方法,开展中小组立弧线焊缝机器人仿真与试验、软件总体设计、人机交互设计、工作站设计,以期为机器人自动化焊接设计提供一定参考。
1 中小组立弧线焊缝机器人关键技术分析
在充分利用已开工的中小组立直线焊缝焊接相关研究成果的基础上,对中小组立弧线焊缝机器人的关键技术进行分析。本文的研究内容见图1。
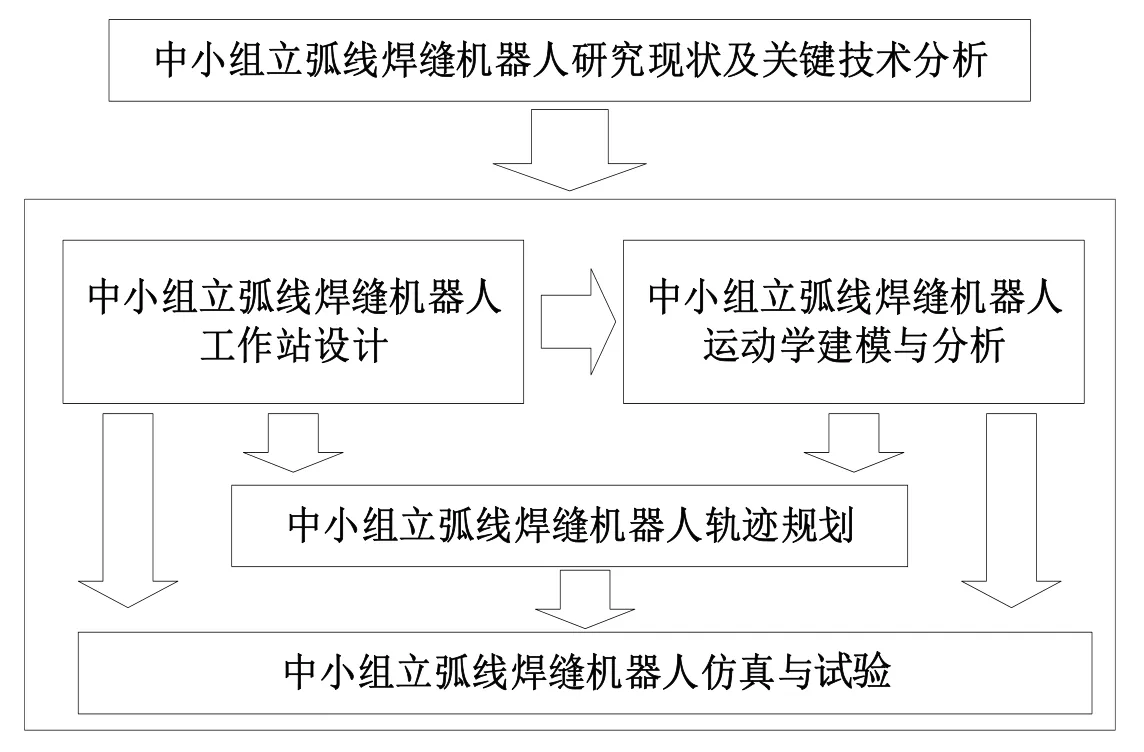
图1 研究内容
1.1 中小组立弧线焊缝机器人工作站设计
针对船舶中小组立弧线焊缝的结构特点和技术要求,设计中小组立弧线焊缝双机器人系统。对于对称结构,采用双面对称焊,可有效减小焊接变形,双面焊机器人系统的整体布局情况见图2;对于非对称结构,采用单机器人焊接,另一个机器人停留在安全位置,单面焊机器人系统的整体布局情况见图3。
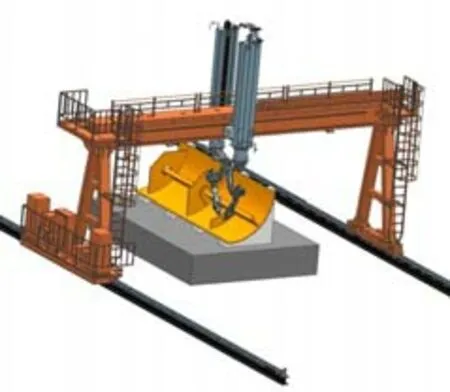
图2 双面焊机器人系统整体布局
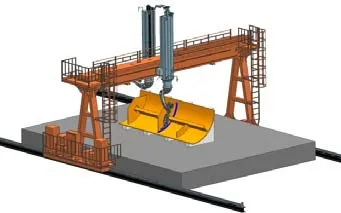
图3 单面焊机器人系统整体布局
双臂焊接机器人立于2 条导轨之上,移动范围为20 m。机器人肩部的主体梁长约12 m,距离地面的高度约6 m。机器人系统具有5个滑动运动轴,12 个旋转运动轴[7],其机器臂具有以下特征:1)可在主体梁上独立进行水平移动,移动范围为10 m;2)可在主体梁上进行距离地面2~4 m 范围内的垂直运动;3)每个独立臂具有6 个能够旋转的关节。通过控制6 个旋转关节,满足精确控制轨迹的需要。
1.2 中小组立弧线焊缝机器人运动学建模与分析
首先选用合适的数学方法对机器人进行运动学描述,建立运动学模型,并对其进行正、反求解。在此基础上,对焊接机器人进行工作空间可达性分析、灵活性与姿态分析,根据某一点的灵活度分析整个工作空间的灵活性。最后,通过仿真软件结合运动轨迹进行仿真运动试验验证。
1.3 中小组立弧线焊缝机器人轨迹规划
本文运动学建模与分析、轨迹规划的技术路线见图4。中小组立弧线焊缝机器人运动学建模与分析是中小组立弧线焊缝机器人轨迹规划的基础和前提。在中小组立弧线焊缝机器人的焊接过程中,需要考虑工艺和机器人实现能力方面的约束,比如厚板多层多道焊机的时空约束、焊接轨迹连续性约束、焊接规避障碍物约束等。因此,需要对焊接机器人进行运动轨迹规划及多机器人的协同控制。在规划和协同控制前,首先基于D-H 法建立曲线焊缝焊接机器人的运动学模型,在焊接机器人边界条件下利用数值法进行单臂和多臂焊接机器人的作业空间分析,并基于焊接机器人冗余机械臂的运动情况判断焊接机器人的工作空间可达性。在进行焊接机器人轨迹规划时,运用末端分离法建立焊接机器人工作姿态简化模型,结合摆线运动方程,以工作姿态和关节运动学为约束,建立时间最优的运动规划模型。最后,运用免疫优化算法求解规划模型,获得焊接机器人的关节角。在进行多焊接机器人的协同控制时,首先建立多焊接机器人的动力学模型基础,然后设计基于免疫神经网络的多焊接机器人系统状态反馈控制器,最后利用李雅普诺夫直接法(Lyapunov Direct Method)证明控制的稳定性。
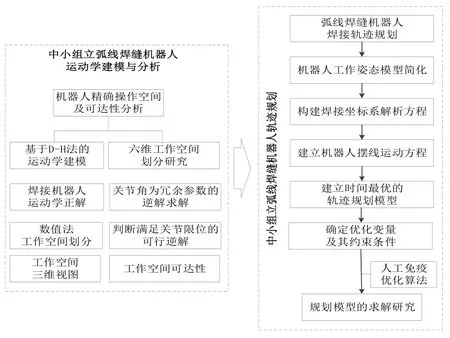
图4 技术路线
1.4 中小组立弧线焊缝机器人仿真与实验
首先,对中小组立弧线焊缝机器人焊接设备进行集成(见图5),建立基于可移动门架式的中小组立弧线焊缝的双机器人焊接平台,可实现门架行走、双臂横移、焊枪升降、6 轴旋转控制等功能。其次,利用中小组立弧线焊缝机器人焊接装备平台和机器人仿真软件进行中小组立弧线焊缝的机器人单/双臂运动学、轨迹规划仿真与试验。最后,开展中小组立弧线焊缝机器人应用研究,实现全周圆弧焊接、倾斜角度焊接、小空间端部包角焊接、双层多道大焊角焊接等复杂工艺的机器人自动化焊接,保证焊缝成形美观、焊接质量稳定。
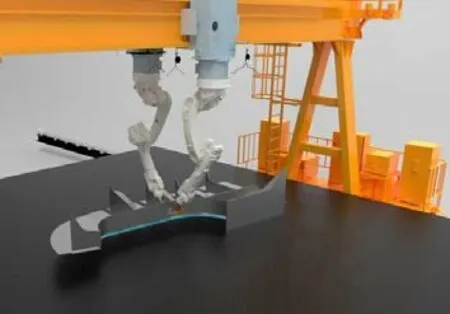
图5 中小组立弧线焊缝机器人焊接设备
2 软件总体设计
2.1 软件总体架构
采用结构化设计方法进行软件总体设计,将控制系统设计成由相对独立、功能单一的模块组成的结构。按控制软件可分为机器人控制器软件和平台总控系统软件。机器人控制器软件主要包括如下模块:1)标准六轴机器人控制模块;2)多层多道弧焊软件包模块;3)焊缝跟踪接口模块。平台总控系统软件主要包括如下模块:1)焊接电源监控模块;2)平台运动控制模块;3)清枪剪丝控制模块;4)焊接工艺数据库模块;5)交互用户界面模块。软件总体架构见图6。
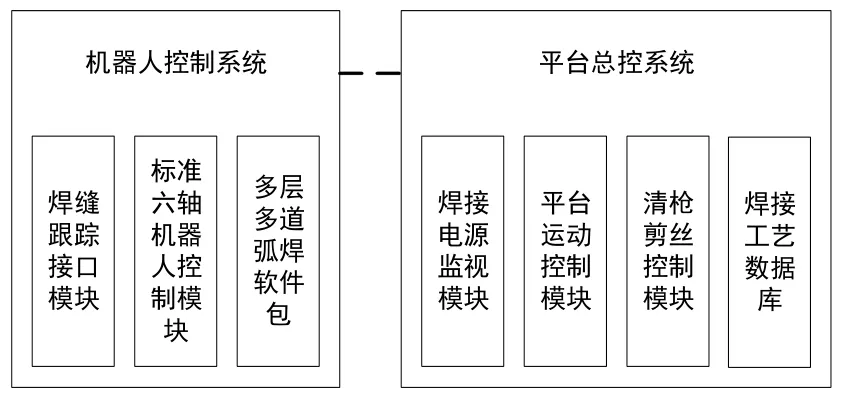
图6 软件总体架构图
2.2 焊接工艺数据库
焊接工艺数据库存储常见厚板的焊接工艺参数,本项目对已有的焊接工艺数据库进行了扩充。
3 总控系统人机交互设计
机器人焊接系统主界面及工艺参数设置界面分别见图7 和图8。总控系统监视控制终端主要用于工作数据反馈、运行状态显示、机器人焊接状态监控、定位控制、电磁吸附控制及状态急停。图7 中机器人状态区的X、Y、Z表示机器人焊枪末端的空间位置坐标,单位为mm;A、B、C表示机器人焊枪末端的空间姿态角度,单位为(°)。
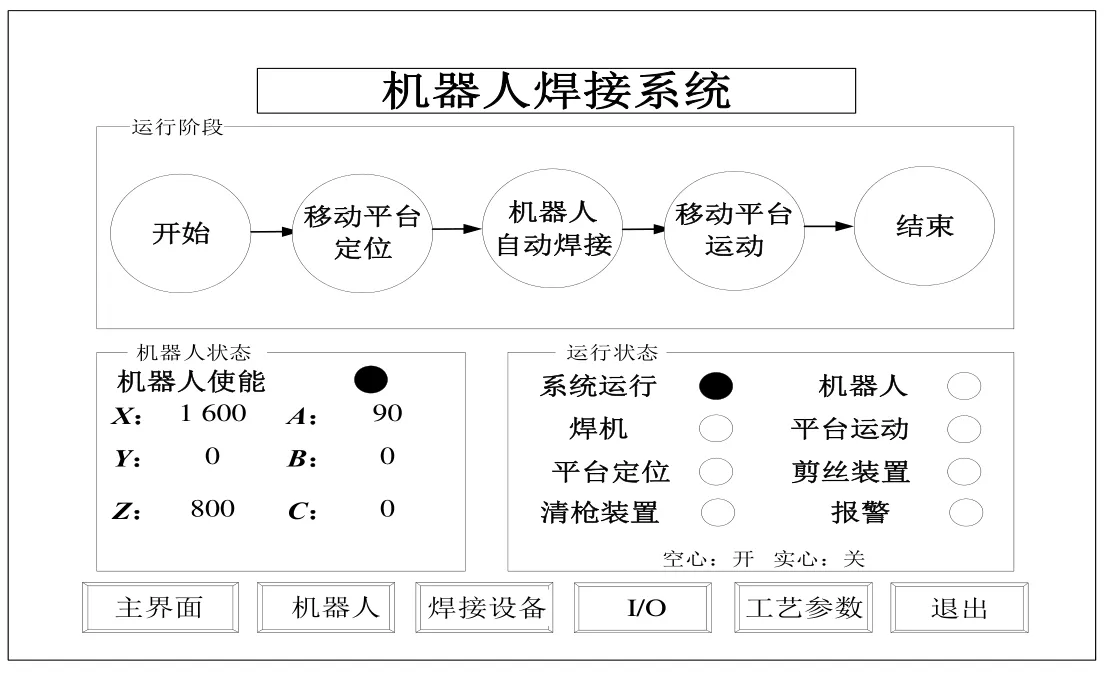
图7 机器人焊接系统主界面
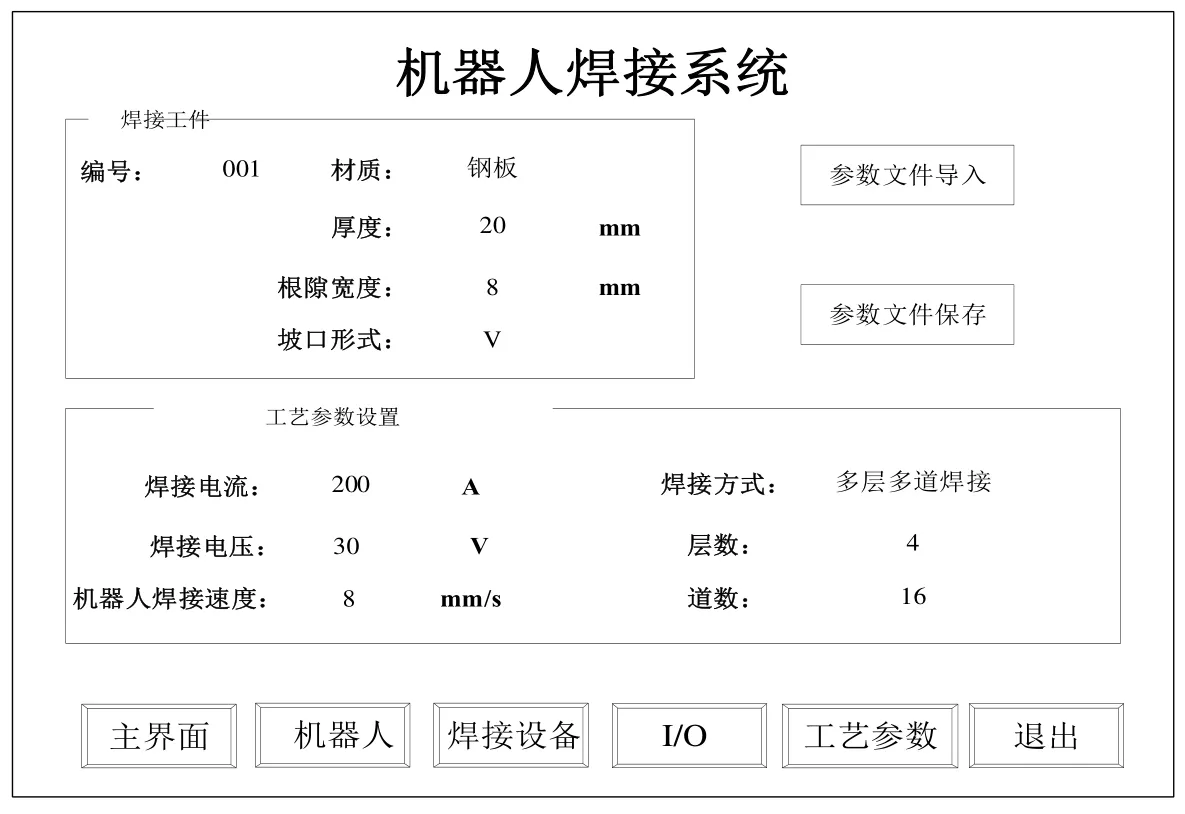
图8 机器人焊接系统工艺参数设置界面
机器人焊接系统界面的底部包括主界面、机器人、焊接设备、I/O、工艺参数设置、退出等6 个按钮,点击按钮可以链接到相应界面。主界面的运行阶段部分实时显示焊接工作的进度。机器人状态部分可对机器人工作中心点进行实时位姿显示。运行状态部分包括系统运行状态、机器人运行状态、焊机运行状态、平台运动状态、平台定位状态、剪丝装置状态、清枪装置状态和报警信息状态。
机器人焊接系统的焊接工艺参数主要包括焊接工件信息(编号、材质、厚度、根隙宽度、坡口形式)、焊接电流、焊接电压、机器人焊接速度、焊接方式、层数和道数等。在机器人焊接系统工艺参数设置界面,用户可以通过改变工艺参数的方式进行焊接试验,试验获得的最优工艺参数会保存在焊接工艺数据库。此外,在进行实际焊接作业时,可直接调用焊接工艺数据库中的焊接工艺参数,方便快捷。
4 结论
本文基于运动学建模、机器人轨迹规划等方法,开展中小组立弧线焊缝机器人仿真与试验、软件总体设计、人机交互设计、工作站设计,可得出如下结论:
1)中小组立弧线焊缝机器人实现了对复杂件的焊接,提高了中小组立焊接生产效率,改善了劳动条件,提高了焊接质量。
2)中小组立弧线焊缝机器人可广泛应用于船舶制造、大型钢结构制造等领域,可节约大量的人力成本,显著提高生产效率。