手持三维激光扫描测量合拢管的改进方案
2023-07-02刘联红饶建荣洪伟
刘联红 饶建荣 洪伟


摘 要:目前常用的合拢管测量方法存在一定缺点,包括可测量场景受限、工作效率低等。本文提出一个改进的手持三维激光扫描测量解决方案,包括测量方法、辅助工具、数据处理,以提高测量和设计的工作效率。
关键词:手持三维激光扫描;合拢管
中图分类号:U671.99 文献标识码:A
Portable 3D Scanning Improvements for Closure Tube Measurements
Liu Lianhong, Rao Jianrong, Hong Wei
( CSSC Huangpu Wenchong Shipbuilding Co.,Ltd.,Guangzhou 510727 )
Abstract: There are some disadvantages of the existing Closure tube measurement methods, including limited measurable scenarios, low efficiency, etc. This paper proposes an improved portable 3D scanning measurement solution, including measurement methods, auxiliary tools and data processing to improve the efficiency of measurement and design.
Key words: Portable 3D laser scanner; Closure tube
1 前言
目前國内合拢管测量方法,主要包括:拉绳测量、光笔测量、摄影测量、手持三维激光扫描等,这些测量方法均存在一些缺点。本文介绍一种改进的手持三维激光扫描的测量方案,以期进一步提高效率。
2 现有测量方法简介
(1)拉绳测量
使用拉绳传感器测量一对法兰的相对空间位置:在一端法兰安装拉绳测量机,另一端法兰的3个螺栓孔安装辅助定中装置,测量机从3个位置测量与另一端3个螺栓孔的距离,根据3组数据计算得到两个法兰的相对位置,这是目前应用最多的测量方法。
该方法受制于拉绳传感器的精度极限,通常为1.5 mm左右。测量时要装拆测量机、螺栓孔定中装置,还需拆装管端的保护,同时测量场景受限,法兰之间不能有障碍物,管子不能太密集,不适于小管径。
(2)光笔测量
使用光笔测量机测量一对法兰的相对位置:两端法兰各选3个螺栓孔安装辅助定中装置,通过光笔测量机测量获得这6个点的空间坐标,经计算获得一对法兰的相对位置。
光笔测量精度高,测量效率有所提升,测量场景受限较少。但在管子密集、现场空间狭小的场景下,测量机三脚架摆放和光笔摆放仍受限,须拆装部分管端保护,以便装拆螺栓孔定中装置。
(3)摄影测量
在法兰两端各选3个螺栓孔安装辅助定中反射靶点,测量现场也布置若干反光靶点,采用照相机多角度拍摄多张图片,经软件进行图片处理获得一对法兰的空间位置。
该方法测量精度较高,受法兰间障碍物影响较少,不受管径限制,受限场景较少;但需要布设的反射靶点较多,需要在螺栓孔装拆定中靶点和拆装管端保护,部分狭小场景仍然受限。
(4)手持三维激光扫描测量
采用手持三维激光扫描机,法兰两端各选3个螺栓孔安装辅助定中反射靶点,用贴有反射靶点的折叠拉杆连接一对法兰,扫描后经数据处理获得两个法兰的相对位置。
该方法测量精度高,手持设备便携,但仍需装拆辅助定中装置和管端保护。
以上介绍的这些测量方法,都是逐对法兰测量、逐根合拢管数据处理和设计。如果出现图1所示的多管场景,由于设计过程中无法进行多管走线和空间位置协调,其走线很可能不合理、不协调,甚至发生干涉,且在设计阶段无从检查验证,在安装时才能发现及处理。
3 改进的手持三维激光扫描测量方案
目前手持三维激光扫描机已在多个行业广泛应用,具有高速、高精度、便携等优点。全套测量装置,包括手持三维激光扫描机、配套的笔记本电脑、移动电源、配套软件等。
3.1 改进方案概述
本方案使用手持手持三维激光扫描机,对一个小区域的多对合拢管法兰进行扫描测量(见图1)。测量时,通过改进数据提取方法和配套软件获得现场法兰管子的三维模型,用逆向工程软件对模型进行数据处理,软件可以是测量机自带的软件,或常用的逆向工程软件,如Geomagic ControlX、GOM Inspect Professional等。
数据提取方法:数据提取螺栓孔所在端面,不使用法兰密封面,因而可以不拆除管端保护;提取螺栓孔柱面;提取柱面轴线与端面交点,即螺栓孔中心点;每个法兰提取4个螺栓孔的中心点三维坐标数据,获得法兰空间位置和姿态。
输出这些坐标数据,导入设计软件进行合拢管设计出图。设计软件利用船厂现有的船舶设计软件(如SPD、AM、CATIA等),此时可以利用船厂设计系统既有的标准部件库、工艺参数库等完成管子设计出图,供车间加工制作管子,并生成再现机控制指令,供最后进行精确的法兰装配。
3.2 反射标靶布置优化
手持激光扫描需要在目标附近布置反射靶点,靶点间距不大于200 mm,与被扫描物间距不大于200 mm,被测物体依靠这些靶点中继连接。反射靶点通常为直径6 mm不干胶制品,属于廉价耗材。图1所示的机舱合拢部位的实船测量试验,共包含15对法兰,粘贴反射靶点约150个,耗时约30 min。这些粘贴的靶点最后还需撕掉,以免妨碍最后的涂装质量。
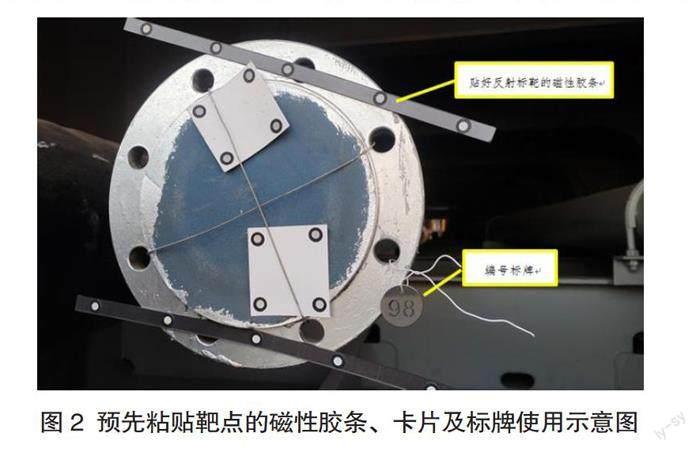
改进方法:采用预先贴好反射靶点的磁性胶片或卡片,吸附在法兰、管子、支架、舱壁等位置(见图2),可快速完成反射靶点的布置和拆除,还可以重复使用。对于非磁性材质的法兰,可以使用夹子、弹性卡扣快速固定。通过这个改进方法,可大幅缩短准备工作耗时。
3.3 现场记录方式优化
现场测量需要辨识并记录连接管号,以便对照查阅图纸获得法兰标准规格、管子材质级别、壁厚、表面处理等信息,因管子已经表面处理或涂装,空间狭小,不易辨识,辨识和记录工作耗时且容易发生错误。
改进方法:使用镂空字码的金属标牌。同一编号的标牌3个一组,现场测量前每对法兰各挂1个。(由于手持三维扫描的分辨力足够高,扫描获得的模型中可以清晰辨识标牌的文字,现场可以无需做辨识和记录,扫描后获得现场模型,再对照设计建模的模型,即可查到连接管号等信息。
第3块编号标牌用于合拢管,在合拢管法兰装配完成后用铁丝绑扎在法兰上,用于之后焊接、试压、表面处理、集配、安装等生产流程的跟踪,安装时根据标牌编号对号安装,并回收标牌重复使用。
4 改进方案的优缺点
4.1 测量现场工作简化
分段合拢口通常作业环境较差,作业空间狭小。改进方案使用的现场设备,包括手持三维激光扫描机、笔记本电脑、移动电源,全部设备一个双肩包即可携带,快速布置好反射标靶、编号标牌即可开始测量作业,全部测量工作可以在约30 min左右完成,极大地减少了现场工作强度和时间,大幅度提高测量的效率和精度。
4.2 测量场景基本不受限
因扫描机体积小、轻便,基本可以实现可见即可测。如图3所示,红框标记的一个处于隐蔽位置的法兰,未拆除管端保护,扫描获得的螺栓孔柱面并不完整,但仍可提取到足够精度的数据。
4.3 可以批量测量和设计
改进方案可以一次扫描获取多对法兰的三维模型,且可以包括周边参照物(如舱壁、支架等)。经数据处理,可获得同一坐标系下每个法兰4个螺栓孔中心点的坐标数据,再将这些数据导入管子设计软件批量进行管子设计,可有效控制管子的走线,尤其是多根合拢管的场景,同时还可以利用既有的标准零部件库、工艺参数库。
当设计软件是全三维的(例如AM、CATIA、FORAN等),还可以将导入的数据加载到对应的设计模型的合拢口场景,在更直观的环境下进行合拢管设计,更好地进行空间协调,规避阻挡物,非常便利地获取连接管的规格材质级别、表面处理、法兰标准等信息。
改进方案要求对设计软件增加输出再现机控制指令功能。再现机用于将合拢管两端的连接法兰空间相对位置的精确再现,以便进行精确的合拢管法兰装配;其控制指令,实质就是表达两个法兰相对空间位置的7个坐标——两个法兰的中心距、每个法兰面相对X、Y轴的倾角、每个法兰螺栓孔的转角。设计软件要实现这个计算输出并无难度,只是一个简单的空间几何数学问题。
4.4 与现有解决方案结合
当前已有的合拢管测量解决方案,各家的测量方法、设计软件、再现机及控制指令格式,都是自成体系各自独立,不能互相兼容,可以将本改进方案与既有解决方案进行融合——测量数据导入船厂既有船舶设计软件进行设计,利用既有解决方案已经配置的再现机,不必单独设计制造再现机。为此,需要改进船舶设计软件使之可以导入数据及输出再现机指令,实现再现机指令的兼容,或对再现机控制软件进行改进,使之兼容设计软件输出的再现机指令;或设计软件直接按再现机所需格式、标准输出再现机指令。
4.5 改进方案的缺点
目前市场既有的解决方案,都是基于生产车间独立应用,对测量和设计操作人员技能要求不高,车间工藝人员或具有电脑操作能力的工人就可以使用;而本改进方案对测量和设计的人员技能要求较高,需要能够熟练操作扫描测量机、测量软件、逆向工程软件、船舶设计软件(管子设计模块)。
5 综述
本文介绍了一种改进后的手持三维激光测量方法,主要是通过改进数据提取方法、软件及标靶布置优化、记录方式优化等,进行三维空间测量优化,结合设计系统软件进行设计出图,提升合拢管的设计质量和制作效率。
参考文献
[1] 秦嘉岷,刁广州,饶 靖.船舶合拢管激光3D测量设计方案[J] .造
船技术,2018,(04).
[2] 段显龙,夏文亚,蔡 益,董启鹏.船舶合拢管测量制作新技术[J] .
广东造船,2017,36(04).
[3] 蒋萍.数字化智能管子制作新技术及应用[J] .机电设备,2021,38(05).
[4] 张宜群.造船现场校管测量及出图系统研究[J] .造船技术,2016,(02).
