Aspen Batch Process Developer 在原料药工程设计中的应用研究
2023-05-24李振宇
李振宇
(中石化上海工程有限公司,上海 200120)
在以往的原料药工艺设计及工程优化中,生产排班、物料衡算、设备选型、公用工程计算等一般采用Excel 软件进行计算。在采用Excel 进行计算时,很多数据无法进行联动,若需要联动,需要编制很复杂的计算表。对于生产排班和公用工程计算,在Excel 中完成更是一项挑战,某些项目为计算公用工程耗量,往往采用每个设备消耗量简单加和后乘以经验的同时使用系数进行计算,并没有精确考虑设备随时间的使用情况即生产排班计划,计算结果与后续实际生产情况往往存在差异。因此在原料药工艺设计及工程优化中,对原料药的工艺流程进行模拟和分析,达到优化生产排班、设备选型、节约能源的目的是非常必要的。
原料药的生产过程主要采用间歇生产方式,操作工序一般包括反应、浓缩、萃取、过滤、结晶、离心、干燥、粉碎等过程。目前市场上的化工流程模拟软件 如Aspen Plus,Aspen HYSYS,PRO/II,UniSim 等主要用于连续流程模拟,间歇流程模拟的难度较大。Aspen Batch Process Developer(以下简称ABPD)作为Aspen One 系列软件的组件,可用于制药、生物和化工过程的间歇流程模拟,其流程模拟可以覆盖小试、中试、生产等不同规模的全过程:在小试阶段可以快速评估实验室的工艺路线;在中试阶段,可以快速实现工艺过程的放大模拟和经济分析;在生产阶段,可以进行产能分析、排班计划、设备选型和经济评价等[1-4]。但目前国内在原料药工程设计上应用ABPD 的报道较少。本文利用ABPD 流程模拟软件对某原料药项目的工艺生产流程进行模拟和分析,以期为原料药工艺的工程设计提供一定的参考。
1 项目背景
某新建的原料药生产线,主要原料为上游的发酵液,经吸附、浓缩、萃取、脱水、浓缩结晶离心、重结晶离心、制粒、干燥、粉碎等工序后,最终得到原料药产品。
其工艺过程涉及的设备主要有吸附柱、蒸馏釜、萃取釜、冷凝器、容器、过滤器、离心机、干燥机、制粒机、粉碎机和包装机等。工艺过程中涉及的公用工程主要有生产水、纯化水、热水、低温水和冷冻水。
2 工艺过程的流程模拟
2.1 定义物料和设备参数
在采用ABPD 进行流程模拟前,需要对工艺过程中涉及的物料参数进行定义,主要包括原辅料和公用工程的物性参数。ABPD 的物性数据库中有七千多种化合物准确的物性参数[2]。
本项目中,发酵液为成分复杂的混合物,发酵液在建模时选取水、有效成分和杂质(从糖类、脂类、蛋白质中各选一个化合物作代表)按一定比例组成混合物,以方便软件进行混合物物性参数的估算。本项目中涉及的其他化合物,均能在软件物性数据库中直接选取。
除物性参数外,流程模拟前需要事先建立项目用的设备库,以方便后续工艺流程编写中进行设备选取。ABPD 的默认设备数据库中包含常用的制药、生物及化工设备,涉及小试、中试、工业化等不同规模的设备,可通过直接选取建立设备库,方便后续工艺流程编写和模拟优化时选取。对于ABPD 设备数据库中没有的设备规格,可以在类似设备规格基础上手动新建,但需要根据规格同步修改设备的其他参数,如直径、长度、材料、传热系数等。
除此以外,流程模拟前还需要预设一定的虚拟设备和管道,用以表达本车间物料的来源处和输出处。管道方面,本项目中预设了生产水主管、纯化水主管、发酵液主管等主管,方便表达物料的来源、与其他车间物料的来往和物料输入的统计分析。设备方面,本项目中预设了废水(高BOD)收集池、废水(含有机溶剂)收集池、废水(不含有机溶剂)收集池、废液(高沸物)收集处、废液(低沸物)收集处等,方便废弃物的排放表达和废弃物的统计分析。
2.2 工艺流程编写与模拟
在该原料药项目的工艺流程模拟中,将工艺流程分为吸附(Resin adsorption)、浓缩(Concentration)、萃取(Extraction)、脱水(Dehydration)、浓缩结晶(Concentration and Crystallization)、重结晶(Recrystallization)、干燥制粒(Dry and Granulate)、粉碎包装(Mill and Package)等8 个工段进行模拟,每个工段包含一定的单元操作。
在软件的流程操作(Recipe)编写模块中进行流程编写,比如选取物料,输入操作温度、操作压力、操作时间,选取设备等。对于某个工段下的不同操作单元,亦可通过平行操作功能实现多个单元操作的平行操作。萃取(Extraction)工段中部分单元操作的工艺流程语言编写后如图 1 所示,整个工艺流程编写完成并运行后即可完成单批次整个工艺的流程模拟。

图1 工艺流程编写Fig.1 Preparation of process flow
图2 为建立流程模拟后ABPD 输出的工艺流程图。该工艺流程图按工段顺序列出各工段涉及的操作:单击某个工段可以查看该工段详细的单元操作流程,单击某个操作可以查看操作的详细参数,如物料、流量等。
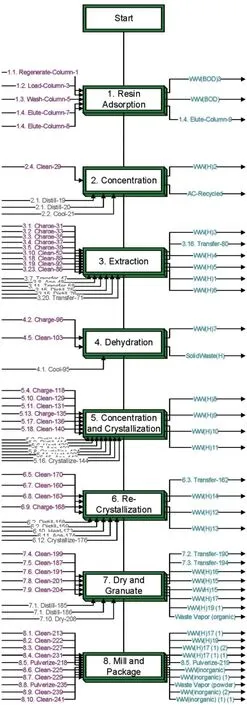
图2 ABPD 输出的工艺流程图Fig.2 The output process flow diagram from ABPD
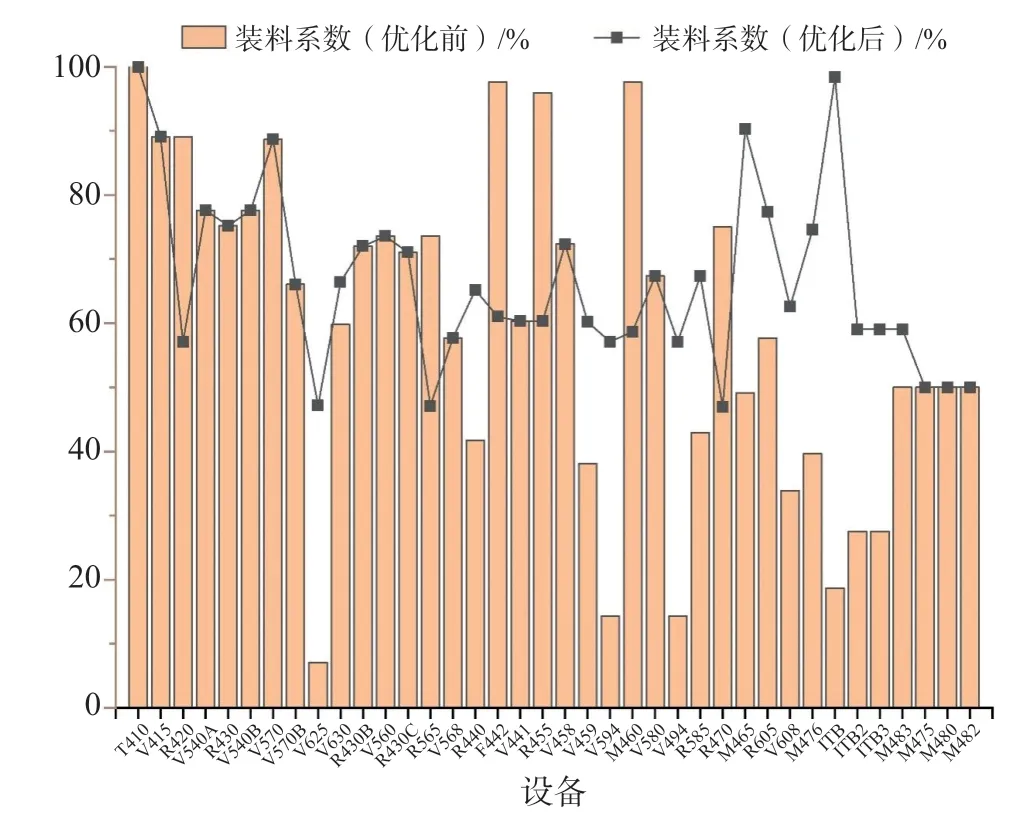
图3 优化前后设备装料系数的对比图Fig.3 Comparison of equipment loading coefficient before and after optimization
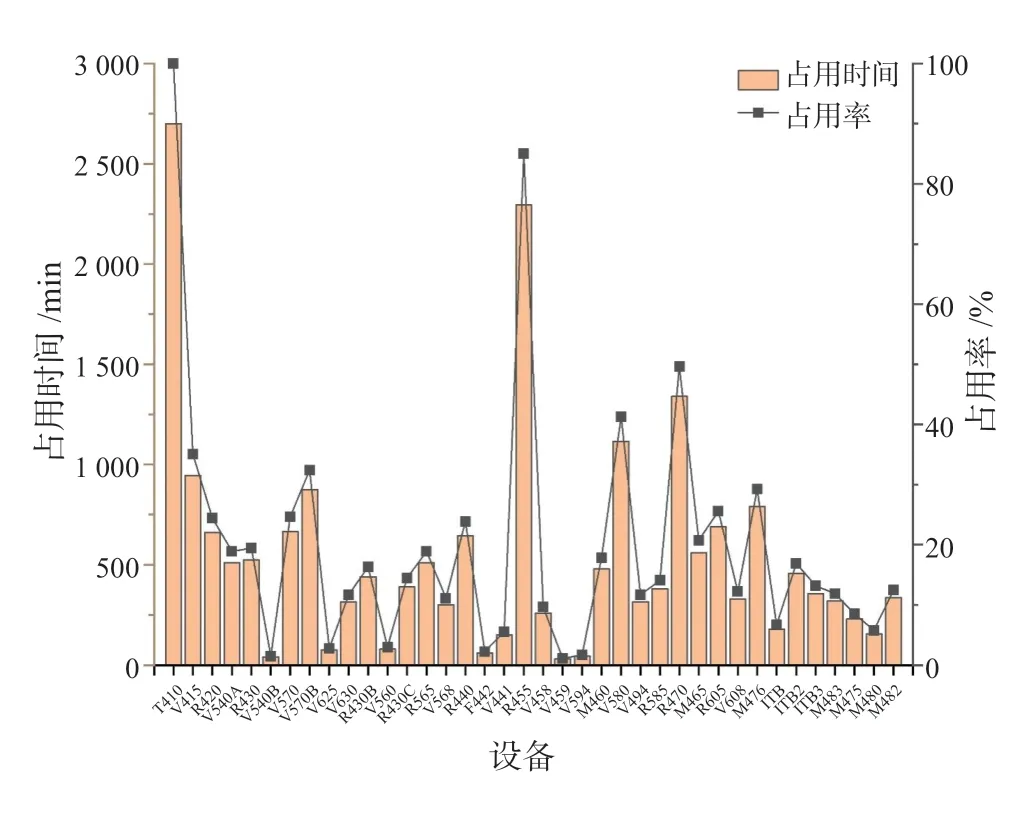
图4 设备占用时间及占用率图Fig.4 Equipment usage time and rate diagram

图5 生产周期内重结晶釜的利用情况Fig.5 Usage situation of recrystallization reactor during the production cycle
图6 重结晶釜的物料质量、容积和温度曲线Fig.6 Material mass,volume and temperature curves of recrystallization reactor
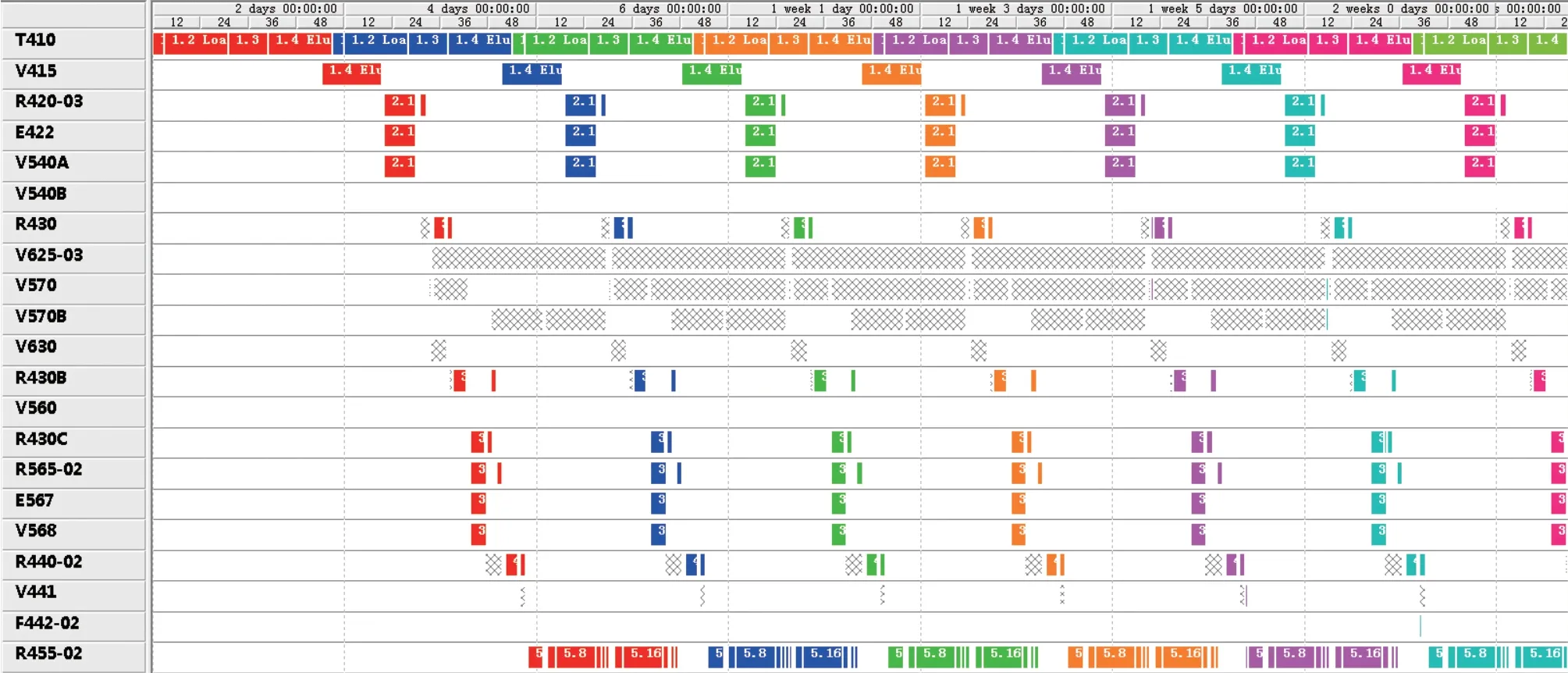
图7 工艺操作甘特图Fig.7 Process Operation Gantt Chart

表2 原辅料消耗表Tab.2 Raw materials consumption table
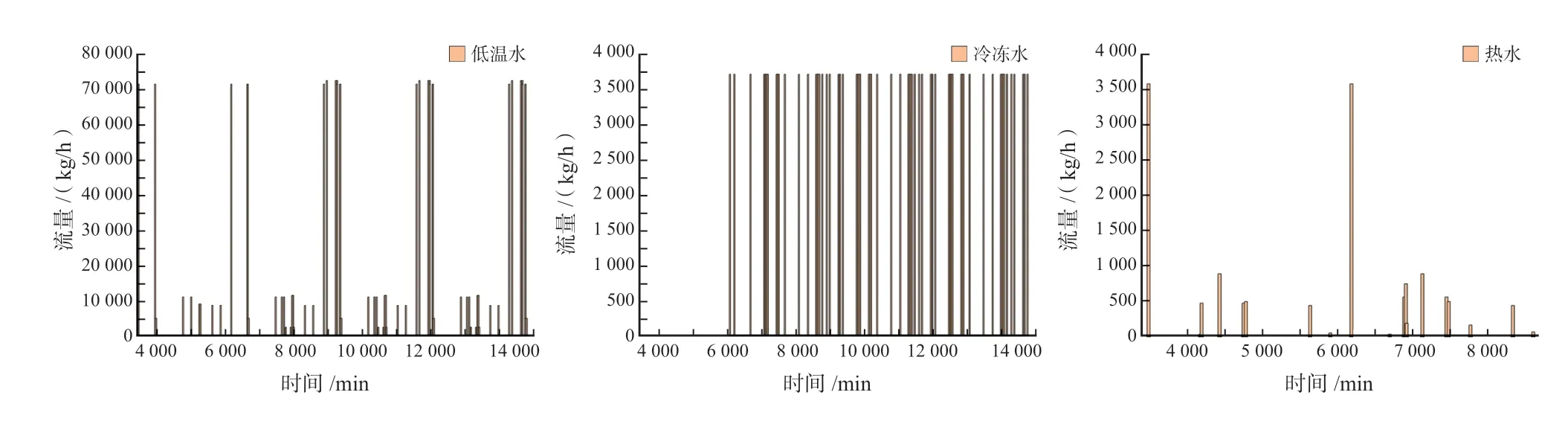
图8 公用工程消耗量随时间变化图Fig.8 Chart of utility consumption over time
3 流程模拟结果与分析
本文以该原料药产品批次产量为一定时进行流程模拟和后续的分析及优化。
3.1 设备选型与优化
单批次工艺流程模拟后,ABPD 可输出各设备的装料体积和装料系数,通过分析设备的装料体积和装料系数可对设备选型进行一定的修正和优化。
在单批产量一定的情况下,设备一次选型后模拟输出的设备装料系数如图 3 中柱状图所示。从图中可以看出,部分容器类设备的装料系数小于40%,有些甚至小于20%(如V625,V594),部分釜类设备的装料系数大于80%(如R420,R455),不太合理。在原料药生产中,容器设备的装料系数通常在70%~ 90%,釜类设备的装料系数通常在50%~ 70%。对于这些的设备规格进行优化,使得相关设备的装料系数位于合理区间。同时考虑到建设方后续采购的方便,优化时同时需要考虑设备规格的统一性,使得设备选型更加科学合理。在项目用的设备库中选入拟优化的设备规格,并在工艺流程中对优化后的设备进行替换,运行后即可完成设备优化后的模拟。设备优化后的设备规格其装料系数如图 3 中曲线所示。
ABPD 完成单批次模拟后还可输出各设备占用时间及占用率,本项目中各设备的占用时间和占用率如图 4 所示。从图中可知:T410 占用时间为2 700 min,为整个工艺的时间限制设备和生产瓶颈设备;R455 的占用时间为2 295 min,亦对整个工艺具有一定的限制。若需要提高产量,必须优先优化此二台设备规格或者增加设备数量。从图中可知:T410 的时间占用率为100%,为满负荷运行;R455的时间占用率为85%,接近满负荷运行。T410 为静设备,虽然故障的概率较小,但满负荷运行,为保证产量,考虑多设置一台T410 以备用。R455 带有搅拌器,搅拌器为动设备,R455 在运行过程中故障的概率稍高,为保证产量,亦考虑多设置一台R455 以备用。
ABPD 多批次模拟后,可以输出设备中物质的组成随时间的变化曲线,如图 5 所示,从图中可直观得到各成分的比例。以重结晶釜为例,ABPD 单批次模拟后,可以输出设备物料质量、容积和温度随时间变化的曲线,如图 6 所示,从图中可以直观得到物料容积的变化速率、温度的变化速率。通过对这些结果的分析,可以进一步进行设备选型(包含材质、保温情况等)和操作条件的优化。
3.2 产能分析与生产周期优化
在选定的批次产量下对设备进行选型优化后,可继续通过ABPD 提供的功能对单批次产能进行分析或优化[3],如恢复原始输入数据对应的产能、规定关键产品的批次生产量、规定关键原辅料的批次消耗量、指定最小设备进行产能优化、指定最大设备进行产能优化。
经ABPD 模拟,对于单批次操作,每个工段的总操作时间如表 1 所示,每批次操作的总时间为177 h(圆整后)。
针对单批次操作,每个单元操作在顺序流程的基础上还可以增加额外操作时间、起始限制时间等,以便更好地进行排班计划,比如满足每班8 小时工作制。
完成单批次操作优化后,可进行年生产的模拟。该原料药产品年生产需求为20 吨,ABPD 模拟后输出所需批次数为170,所需要的总操作时间为7 782小时。此操作条件下对应的工艺操作甘特图如图 7 所示,图中不同颜色代表不同的批次操作。通过工艺操作甘特图,可直观得到各单元操作和各批次操作的时间和顺序,可直观地对工艺过程进行优化,并进行生产排班研究。比如,在一定的年生产需求下,可以通过调整批次的间隔时间进行生产计划的优化。若还不满足需求,就需要对单批次操作进行优化,比如设置某个单元操作的额外操作时间、起始限制时间等。
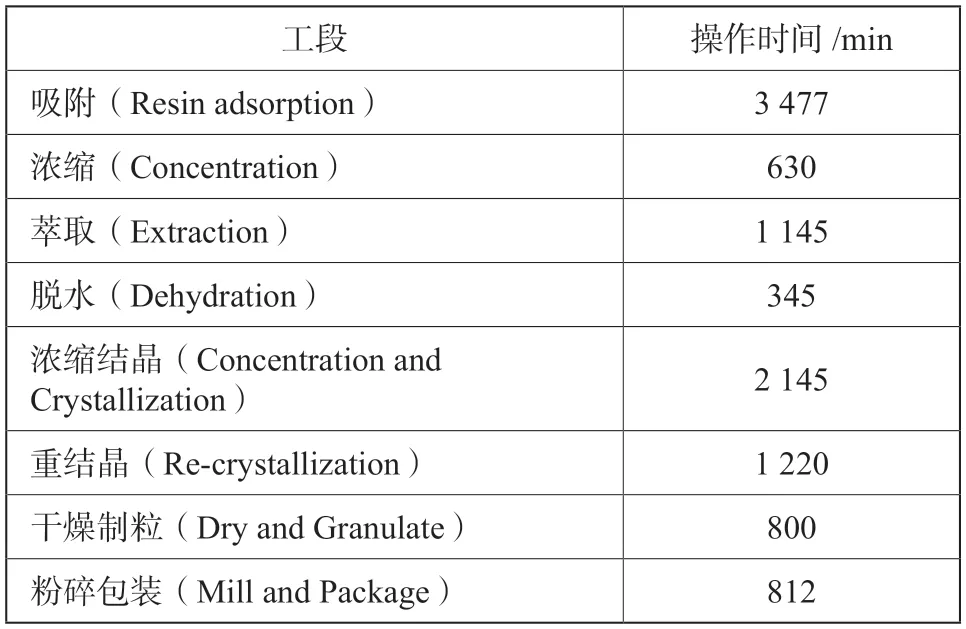
表1 各工段操作时间表Tab.1 Operation schedule of each process section
3.3 物料衡算
ABPD 模拟后输出的原辅料消耗如表 2 所示。
ABPD 模拟后输出的废水废液废固排放量如表 3所示。
3.4 公用工程消耗
工艺流程模拟后,ABPD 可以根据工艺过程的物料参数、物料量、温度、压力、公用工程物性及参数等计算每个单元操作的公用工程消耗量,据此可确定每批次浓缩釜、冷凝器、结晶釜等热水、低温水和冷冻水的用量。
在原料药项目中,往往会涉及设备的清洗,清洗用水一般采用生产水和纯化水。ABPD 具备单独的清洗单元操作,加入此单元操作可统计并分析清洗用水消耗量。
在规定年生产产能后,ABPD 可模拟输出各公用工程的年消耗量,如表 4 所示。
此外,ABPD 可输出各公用工程的质量(体积)流量随时间变化的曲线图,如图 8 所示。从表中可得到各公用工程的高峰用量(表 4),可用以确定公用工程的管径和向其他专业提交相应的公用工程消耗条件。在未优化前,纯化水的瞬时用量较大,达9 000 kg/h。通过增加目标设备清洗用纯化水的输入时间,将纯化水的瞬时用量优化为4 015 kg/h,该优化对单批次操作总时间和年生产产量影响不大。

表3 废水废液废固排放表Tab.3 Liquid waste solid discharge table

表4 公用工程消耗表Tab.4 Utility consumption table
对于公用工程消耗量,在ABPD 模拟输出结果的基础上,需要考虑一定的余量(如15%,该值可根据经验调整,如模拟时未考虑传热热阻的影响),作为公用工程的设计量。
4 结束语
本文使用ABPD 对某原料药项目的工艺过程进行模拟,优化了设备选型、操作批次、物料衡算、公用工程配置等,相较于传统的Excel 软件计算方法,不需要自行编制复杂的带宏的Excel 表,结果更科学合理,优化的过程及结果的展示更直观和高效,具有明显优势:
(1)设备选型与优化方面
ABPD 模拟后可输出各设备的装料体积、装料系数、设备占用时间和占用率:通过分析设备的装料体积和装料系数可对设备选型进行优化;通过分析设备的占用时间和占用率可找出操作过程的时间限制设备和生产瓶颈设备,进一步优化设备数量,使得设备选型更加合理。
对于传统Excel 方法,需要先进行物料衡算,逐步分析每台设备的装料系数,逐步分析每台设备的操作时间,效率较低,优化不方便。
(2)操作批次安排方面
ABPD 可通过设定年生产规模快速进行生产排班,输出直观的工艺操作甘特图,对于不合理之处,可通过调整批次的间隔时间、设置某个单元操作的额外操作时间、起始限制时间等进行快速优化。
传统Excel 方法,需要首先编制单批次的排班计划,然后设置复杂的宏和自定义函数进行年批次生产排班,效率低下且实现较为困难。
(3)物料衡算方面
ABPD 可通过设定年生产规模快速进行生产排班,输出原辅料消耗量和废水废液废固排放量,可直观获得各原辅料、废水废液的瞬时最大量,方便设置合理的主管和外管、配置合理的废水废液处理措施。在生产排班、单元操作消耗量修改后可快速进行调 整。
传统计算方法往往采用每个设备消耗量简单加和后乘以经验的同时使用系数进行计算,并没有精确考虑设备随时间的使用情况即生产排班计划,计算结果与后续实际生产情况往往存在差异。
(4)公用工程配置方面
ABPD 可简单计算每台设备需要的换热量,在设定年生产规模后,可快速输出各公用工程的年消耗量、瞬时最大量、消耗曲线等。在生产排班、单元操作调整后可快速进行修改。
每台设备需要的换热量若采用传统方法需要采用Excel 或者HTRI 进行,Excel 简单方便但需要对不同工况进行定制,HTRI 软件计算准确,但学习周期长,较为耗时。对于各公用工程的年消耗量、瞬时最大量,传统计算方法往往采用每个设备消耗量简单加和后乘以经验的同时使用系数进行计算,并没有精确考虑设备随时间的使用情况即生产排班计划,计算结果与后续实际生产情况往往存在差异。在生产排班、单元操作调整后无法快速进行修改。
通过ABPD 在原料药工程设计中的应用研究,在一定程度上达到了减小项目投资、绿色环保的目的,对后续原料药项目工艺设计和工程优化具有一定的参考意义。
