六连杆机械压力机花键轴安装工艺改进
2023-05-23解瑞建李晓东王进
解瑞建,李晓东,王进
(济南二机床集团有限公司,山东 济南 250022)
在机械压力机中,曲柄压力机和多连杆压力机应用广泛。多连杆压力机与曲柄压力机相比具有效率高、精度高、低噪环保、使用寿命长等特点,可以满足复杂工艺的成形要求,被广泛应用于汽车、家电、五金等行业[1-4]。六连杆压力机花键轴是压力机杆系调节的重要组成部件,可以用来微调拉杆长度,保证机床滑块精度,提高压力机可靠性[5-6]。花键轴的安装作为横梁内部传动装配工序的一部分,其目前安装装配效率低且存在安全风险。下面结合传统安装工艺,介绍一种夹具加持花键轴进行安装的工艺方法。
1 传统安装工艺
目前,六连杆压力机产品在安装拉杆花键轴过程中,一般采用行车直接吊装花键轴再人工推入方式进行安装,行车吊装到位后至少需要多人(3~4 人)配合推入。操作空间有限,人员推入难度很大,存在明显的安全隐患。
2 改进工艺及装置
如图1 所示为本文提出的六连杆压力机拉杆花键轴安装工装,包括夹具本体1、双头螺栓2、夹紧螺栓3、活动夹钳4、力臂5 和固定螺栓6,所述夹具本体1 包括固定夹钳11 和中间臂12,固定夹钳11 为半圆状,与长条形中间臂12 固定连接;所述固定夹钳11 与活动夹钳4 通过双头螺栓2 活动连接、并可绕双头螺栓2 相对旋转;所述中间臂12 中部设有螺纹起重孔13,端部设有等距离的螺纹孔14;所述力臂5 设有中空轨道51 和安装孔52,中间臂12 穿过中空导轨51,使用固定螺栓6 通过安装孔52 和螺纹孔14 与力臂5 固定,并可充当把手;所述活动夹钳4端部一侧设有耳板7,夹紧螺栓3 通过耳板7 将活动夹钳4 固定在中间臂12 上、配合固定夹钳11 将花键轴固定在夹具上。
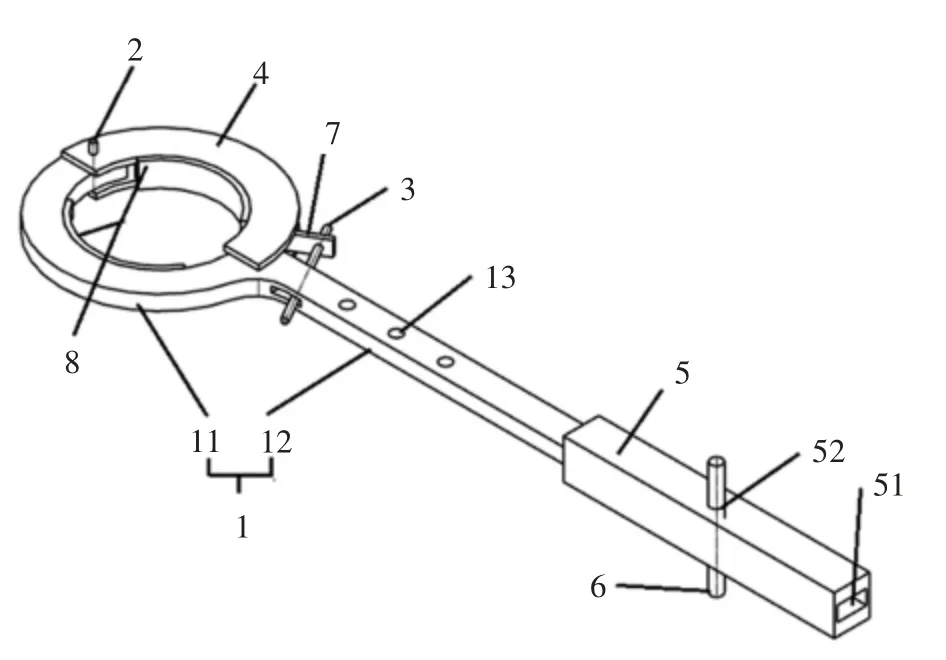
图1 六连杆压力机拉杆花键轴安装工装
(1)夹具本体1 为铆焊件,其中中间臂4 为板料加工件,固定夹钳11 焊接在中间臂12 上。
(2)双头螺栓2 和夹紧螺栓3 为双头螺栓。
(3)固定夹钳11 和活动夹钳4 的内圈设有橡胶垫8。
(4)中间臂12 为板料加工件,中部设有三个螺纹起重孔13 用于吊装花键轴;靠近固定夹钳11 的一端设有螺孔,用来安装夹紧螺栓3;另一端设有三个等距离螺纹孔14 用以固定力臂5。
(5)力臂5 为铆焊件,由两块钢板将两个配重块焊接在一起,两块配重块和钢板形成一个轨道51,配重块中间设有安装孔52。
(6)固定螺栓6 为六角螺栓。
3 工装原理及使用方法
利用杠杆原理制作花键轴吊装专用工装,工装前部有一夹具为固定花键轴,夹具夹紧螺栓锁紧,可确保花键轴在夹具内稳定不转动。中部臂部分设置多个伸缩起重孔,可根据实际情况伸缩拉长,同时根据花键轴大小选择不同吊孔位置,完成花键轴的吊装。活动夹钳4 端部一侧设有耳板7,夹紧螺栓3 通过耳板7 将活动夹钳4 固定在中间臂12 上、配合固定夹钳11 将花键轴固定在夹具上;使用时,夹紧螺栓3 通过耳板7 将活动夹钳4 固定在中间臂12 上,将花键轴固定在夹具上,使用卸扣将吊带和中间臂12 连接,使用行车将吊带和中间臂12 升起,手握力臂5 调整花键轴的位置,将花键轴对准安装孔、并推入花键轴以完成花键轴的安装工作。
4 结论
本文通过设计一种新型的安装工装,改进了六连杆压力机拉杆花键轴安装工艺。该工装结构简单,安装方便,安全性高,具有良好的经济性、可靠性;使用此工装可以有效避免花键轴安装中出现歪拉斜吊,保障安装人员的安全。同时由原来的至少需要三四个人才能勉强完成的工作,现只需要1~2 人可轻松完成。此工装制作成本低,一套工装足够多个班组使用。能够节约人工成本同时保障安装更加安全、稳定。该工装已经用于我公司压力机活塞杆固定螺母的安装上,情况良好,从而验证六连杆压力机拉杆花键轴安装改进方案的可行性。
