新型自动贴瓷专用设备的设计与应用
2023-05-11胡兴伟
胡兴伟
(陕西博选科技有限公司,陕西 西安 710026)
0 引言
矿山及洗煤厂用的煤炭介质传导管道内壁需要黏贴瓷片,以提高管道的耐磨性能与使用寿命[1]。目前管道内壁的瓷片黏贴一般采用人工作业,随着洗煤厂管道需求更换量不断增加,目前的作业方式已无法满足现有需求,人工涂胶存在配比不均、胶量不匀、涂胶慢效率低等问题,同时人工黏贴还会出现管道狭窄操作不便、一致性差、生产成本高等问题[2]。因此该文设计了一种能够自动完成瓷片黏贴作业的新型直管道自动贴瓷片专用设备。
1 自动贴瓷片专用设备的设计
该设备包括机架和混胶装置,承托装置和涂胶装置并排设置于机架的上侧,涂胶装置安装在机架的右端,机械臂的一端安装在涂胶装置的上侧,另一端伸至承托装置的上侧。混胶装置设置于涂胶装置的右侧,混胶装置的输出口与涂胶装置相连通,并将混合后的胶体输送至涂胶装置内,如图1 所示。
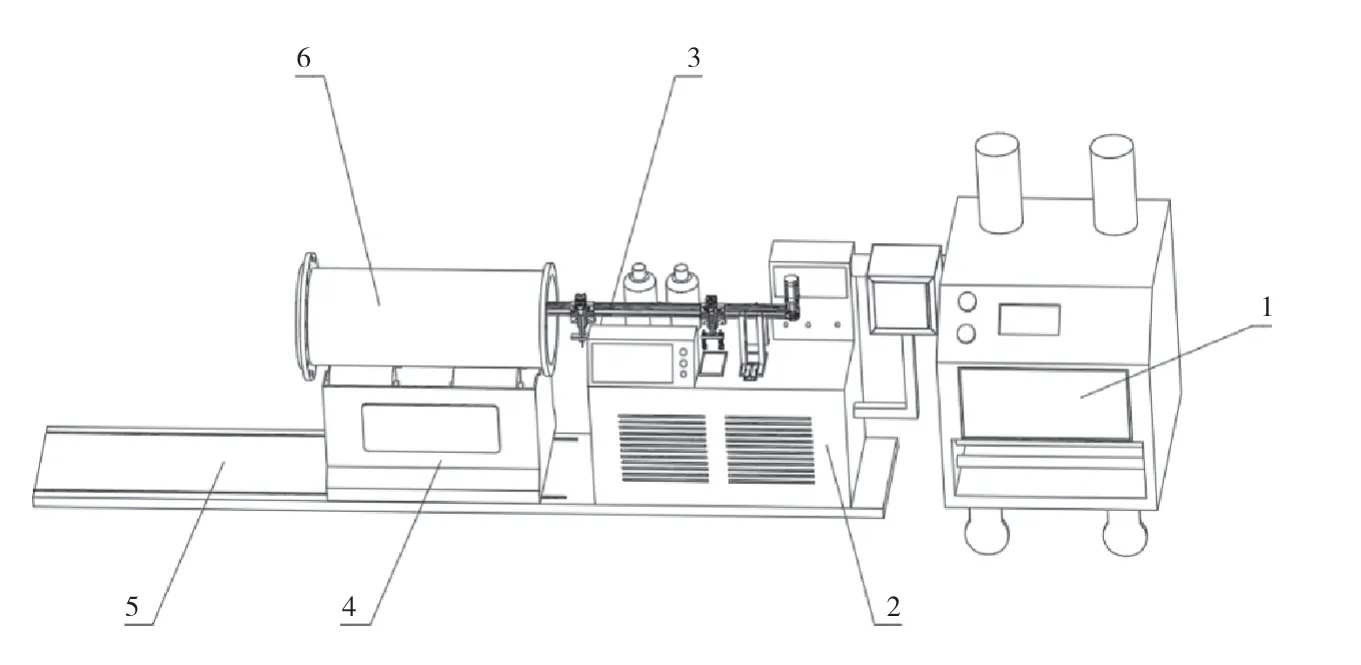
图1 新型直管道自动贴瓷片专用设备图
混胶装置包括外壳、加热铜管以及混胶罐,外壳的底部装有万向轮,各万向轮均通过万向轮支撑杆安装于外壳的底部。万向轮支撑杆竖向设置,其上端与外壳的底部固定连接,下端与对应的万向轮相连,通过万向轮方便移动混胶装置。加热铜管设置在外壳的下部,用于加热混胶罐,以避免因温度过低出现胶体黏度过小的问题。
外壳的左侧设置有输胶管。输胶管为软管,输胶管的输入口与混胶罐的输出口连通,输胶管的输出口与涂胶装置相连通,并将混合后的胶体送入涂胶装置内,如图2 所示。

图2 混胶装置的主视示意图
外壳的前侧设置了配电室拉门,通过配电室拉门可方便地对外壳内的电路进行检修[3]。外壳的顶部前侧装有混胶器显示面板和混胶器控制按钮,混胶器显示面板位于外壳的中部,混胶器控制按钮设置在混胶器显示面板的一侧。
涂胶装置包括涂胶架、胶枪以及储胶罐。储胶罐竖向安装在涂胶架的顶部,为竖向设置,涂胶架的下部设置有散热网。胶枪安装在涂胶架的顶部,胶枪的一侧设置有瓷片放置台,瓷片放置台设置在胶枪靠近承托装置的一侧。胶枪用于为瓷片涂胶,能够保证涂胶均匀、稳定,涂胶后的瓷片暂存于瓷片放置台上。胶枪的输入口与储胶罐相连通,并将储胶罐内的胶体涂在瓷片上。并排且间隔设置的若干个储胶罐能够存储多种胶体。涂胶架的顶部设置有机架支撑板,机械臂安装在机架支撑板上,如图3 所示。

图3 涂胶装置的立体示意图
涂胶架的顶部后侧装有计量控制器。计量控制器包括计量控制按钮和计量显示器,通过计量控制器可方便控制瓷片的涂胶量。涂胶架的顶部前侧装有涂胶控制器,涂胶控制器包括涂胶控制器按钮和涂胶显示器,通过涂胶控制器可方便监控并控制瓷片的涂胶情况[4]。
机架的顶部还装有轨道。轨道沿机架的长度方向设置,设置于涂胶架的左侧并且分2 根对称设置在机架两侧。承托装置安装在轨道上,并可滑动。
机械臂包括横梁、平移装置、吸取部升降装置以及压紧部升降装置。横梁的一端安装在机架支撑板上,另一端伸至承托装置的上侧,平移装置安装在横梁上。吸取部升降装置和压紧部升降装置均安装在平移装置上且二者沿靠近承托装置的方向依次设置,吸取部安装在吸取部升降装置的底部,压紧部安装在压紧部升降装置的底部,如图4~图6 所示。
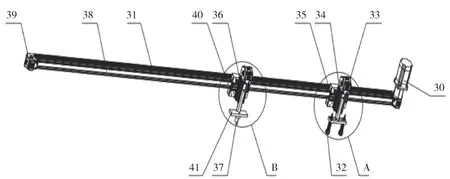
图4 机械臂的立体示意图
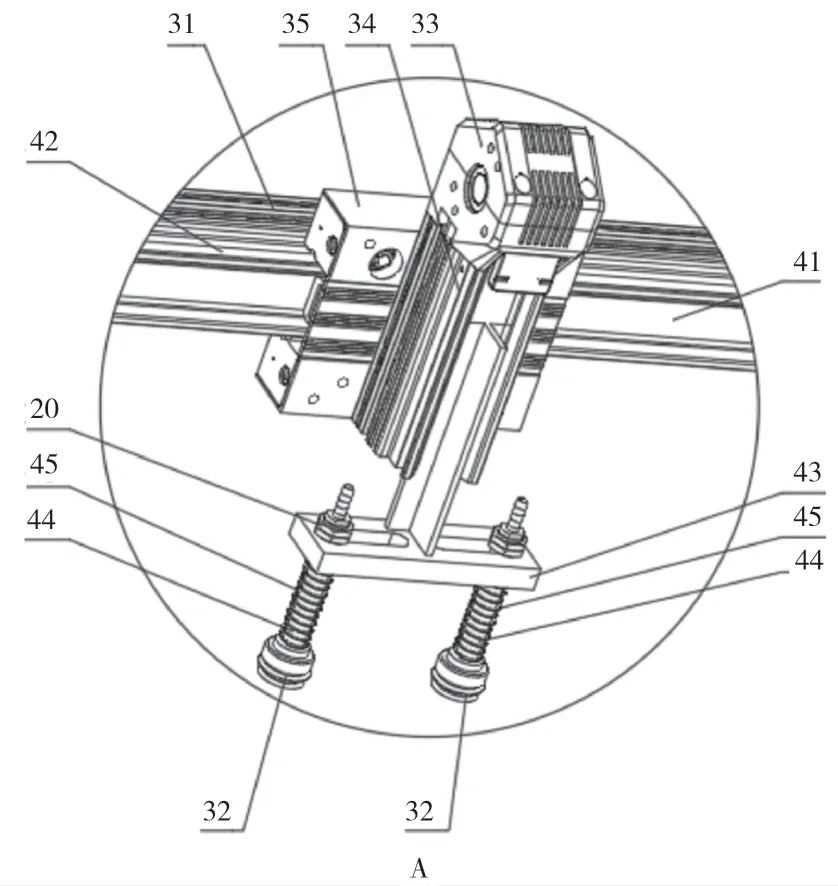
图5 图4 中A 处的局部放大图

图6 图4 中B 处的局部放大图
横梁的左端装有红外传感器,通过红外传感器能够实时检测压板滑座和吸盘滑座的位置。由于压板滑座和吸盘滑座的间距移动,因此只检测压板滑座的位置即可。吸取部升降装置包括吸盘升降气缸,吸盘升降气缸竖向安装在吸盘滑座的前侧,其活塞杆朝下设置。
吸取部包括吸盘、吸盘安装板以及缓冲弹簧,吸盘安装板水平安装在吸盘升降气缸的活塞杆上,并随其同步升降。吸盘通过吸盘安装杆安装在吸盘安装板上。吸盘安装杆的下端与吸盘相连,上端可向上滑动穿过吸盘安装板。吸盘安装杆的上端螺纹连接了限位螺母,缓冲弹簧套设在吸盘安装杆外。缓冲弹簧位于吸盘和吸盘安装板之间,处于压缩状态时,缓冲弹簧的上端支撑在吸盘安装板的底部,下端推动吸盘向下运动,既能够保证吸盘与瓷片贴合可靠,又能够避免压坏瓷片。
吸盘滑座上还装有真空泵,吸盘安装杆上设置有贯穿其上的通孔。真空泵的进气口同时与各吸盘安装杆的上端连通,并通过吸盘安装杆与各吸盘连通,即可通过吸盘实现瓷片的吸取。压紧部升降装置包括压板升降气缸。压板升降气缸竖向安装在压板滑座的前侧,其活塞杆竖向设置,压紧部安装在压板升降气缸的活塞杆上。压紧部包括压板架和瓷片压板。压板架水平安装在压板升降气缸的活塞杆上,并随活塞杆升降。瓷片压板竖向设置在压板架的下侧,瓷片压板的顶部与压板架的中部固定连接。压板架与压板升降气缸的活塞杆相连,并随其同步升降。
承托装置包括承托架和托辊,承托架的底部装有轨道轮,承托架通过轨道轮安装在轨道上。任意一托辊均连接有托辊电机,通过托辊电机带动托辊转动,进而带动托辊上承托的管道转动,以调节管道的角度。承托架的前侧中部设置有承托架控制面板,承托架控制面板能够控制行走电机和托辊电机的启停,如图7 所示。

图7 承托装置的立体示意图
各托辊的两端均通过轴承座安装在承托架上并可转动,各轴承座与承托架之间均设置有复位装置。在该设备上有且只有一组托辊连接托辊电机,该组托辊的2 个托辊均同轴连接了同步带轮,2 个同步带轮通过同步带相连,使该组的2 个托辊同步转动[5]。托辊电机的输出轴上装有齿轮,同步带的外侧设置了与齿轮相啮合的外齿,齿轮间隔设置在同步带的中部下侧。当瓷片压实气缸推动瓷片压板下降并压实瓷片时,托辊向下运动,使同步带的外齿与齿轮啮合,此时托辊转动,并带动管道转动,直至瓷片压板与瓷片脱离。然后复位装置推动托辊向上运动并复位,齿轮与同步带的外侧脱离,进而实现了对管道的自动调节且调节准确[6],如图8所示。

图8 托辊的安装示意图
2 自动贴瓷片专用设备的工作方法
胶体在混胶罐内混合之后经输胶管送入储胶罐内。胶枪抽取储胶罐内的胶体并涂在瓷片上。平移电机通过同步带带动吸盘滑座移动至胶枪上侧,吸盘升降气缸带动吸盘下降,使吸盘与瓷片贴合并吸取瓷片,然后吸盘升降气缸复位。平移电机通过同步带带动吸盘滑座移动至托辊上的管道内,压板滑座也同步运动至管道内,托辊电机动作并调节管道的位置和角度,吸盘升降气缸下降,并将吸盘上吸取的瓷片贴到管道内壁的指定位置,然后吸盘升降气缸复位。平移电机通过同步带带动吸盘滑座和压板滑座向管道外运动,当瓷片压板与刚贴片的瓷片正对时,瓷片升降气缸带动瓷片压板下降,并对瓷片压实。压实后瓷片升降气缸带动瓷片压板复位,完成一块瓷片的贴片。重复上述过程,即可完成管道内壁的瓷片贴片工作。
3 结语
该设备已投入生产使用,效果显著,涂胶装置能够自动对瓷片进行涂胶,机械臂将涂胶后的瓷片贴在管道内壁上,实现了瓷片的自动贴片,解决了手工操作配比不准、生产效率低、一致性差以及成本高等问题。该设备的投入使用可以填补煤炭介质管道自动化生产设备技术领域的空缺[7]。
