激光制备石墨烯/镍/铜触头材料及其性能研究
2023-04-29吕通发何永春牟鑫吕超杨倩倩郑希叶晓慧
吕通发 何永春 牟鑫 吕超 杨倩倩 郑希 叶晓慧
摘 要:为改善抗电弧烧蚀能力差导致铜合金触头电寿命不足的问题,本文采用激光法在镍镀层增强紫铜表面原位制备大面积石墨烯,形成石墨烯/镍/铜复合材料,提高Cu基触头的使用寿命.设置电沉积电流5 mA,沉积90 s后在铜表面引入平均厚度为25~27 μm的Ni过渡层,改善Cu对激光的高反射、高导热问题.通过旋涂石墨碳源在镍过渡层表面,设置纳秒激光功率1.5 W,脉宽150 ns,扫描速度10 mm/s,加工3 次,频率250 KHz后进行辐照,在铜镍过渡层表面成功制备了石墨烯独立涂层.对复合材料进行了理论分析和实验验证,取得了相应最优参数下的相关性能数据.结果表明,石墨烯/Ni/Cu复合触头硬度为245.45 HV,是紫铜的3.17倍;接触电阻0.096 mΩ符合国家标准;摩擦系数0.083 7是紫铜的0.73倍;500 ℃时复合材料导热系数为1 178 W/(m·K),是紫铜的3.43倍.同时,复合材料具有良好的抗氧化性能.本文为新型铜合金触头的制备提供了新的思路和实验基础.
关键词:激光技术;石墨烯复合触头;激光加工;电沉积镀镍
中图分类号:TN249
文献标志码: A
文章编号:2096-398X(2023)04-0126-10
Abstract:To improve the problem of insufficient electrical life of Cu alloy contacts due to poor resistance to arc ablation,this paper uses the laser method to prepare large-area graphene in situ on the surface of purple copper to prepare graphene/Ni/Cu composite contact materials and improve the service life of copper-based contacts.The electrodeposition current was set at 5 mA and a nickel transition layer with an average thickness of 25~27 μm was introduced on the Cu surface after 90 s of deposition to improve the high reflection and thermal conductivity of the Cu to the laser.The graphene freestanding coating was successfully prepared on the surface of the Cu-Ni transition layer by spin-coating a graphite carbon source on the surface of the nickel transition layer,setting a nanosecond laser power of 1.5 W,pulse width of 150 ns,scanning speed of 10 mm/s,processing three times and irradiating at a frequency of 250 KHz.The composites were theoretically analysed and experimentally verified,and relevant performance data were obtained for the corresponding optimum parameters.The results showed that the hardness of the graphene/Cu composite contact was 245.45 HV,3.17 times that of Cu,the contact resistance was 0.096 mΩ in accordance with national standards,the coefficient of friction was 0.083 7,0.73 times that of Cu,and the thermal conductivity of the composite was 1 178 W/(m·K) at 500 ℃,3.43 times that of Cu,while the composite had good oxidation resistance.This paper provides a new idea and experimental basis for the preparation of new copper alloy contacts.
Key words:laser technique;graphene contact materials;laser processing;electrodeposition Ni
0 引言
近年來,我国大力发展基础设施建设,其中轨道交通中的地铁、高铁动车牵引动力配电系统在社会日益增长的需求中尤为重要[1].大型牵引电机组的开关装置中空气直流开关装置的电弧分割难度较大,这些损坏降低整机使用性能和寿命[2-4].当超出使用寿命,易再次触发形成电路开关的电弧,影响电容器组整体绝缘性,对电网整体安全运行带来严重影响[5].目前,已经有许多学者通过引入增强相与基体复合制备新型铜基复合材料来提升电工性能,其中碳材料种类广泛,是该领域近几年的主要研究方向.其中石墨烯具有高电导率、热导率、载流子迁移率等优异性能成为复合新触头材料的热门研究方向[6-13].
Cui等[7]通过无压浸润技术制备的新型碳纤维2.5D编织预制增强的碳/碳-铜复合材料以极低的0.63 mΩ·m的电阻率,验证了碳/铜复合材料在机械和电气性能方面的优势.Maharana等[9]采用脉冲电沉积法在抛光铜基片上制备了石墨烯/铜复合膜,以改善电气用铜组件的表面机械和电气性能.Zhang等[12]采用粉末冶金方法制备了铜基/石墨烯复合材料,复合材料的密度、硬度、导热系数等均有所提高.研究表明,石墨烯改性紫铜来提升铜触头的电工特性是可行的,但是仅将石墨烯作为添加剂加入原材料中,无法充分体现石墨烯的优异特性,对铜的抗氧化性和抗电弧烧蚀特性的提高十分有限.因此,需开发一种以石墨烯为主的表面涂层对铜基触头进行电工性能提升.
近年来,激光辅助加工技术已成为材料制造与加工的一种重要技术手段[14],通过激光法大面积的制备石墨烯薄膜技术已经被广泛应用[15-19].其中Ye等[15,16]通过激光法在纯镍板及45#钢金属表面上成功制备大面积的石墨烯薄膜.近期,徐国辉等[20]通过激光法在等离子体技术引入的镍铜合金表面成功制备了石墨烯涂層,为新型铜合金触头具有优异电工性能提出了新思路.上述工作表明激光法大面积制备石墨烯独立薄膜的可靠性,但铜金属具有高散热和激光高反射特性导致直接通过激光加工在铜表面原位生长石墨烯薄膜困难,镍用作过渡层可以弥补激光加工铜的困难之处.因此,在激光直接辐照铜表面前,先通过电镀技术在铜表面沉积镍层,再采用激光辐照镍铜表面制备大面积石墨烯独立涂层是可行的.
本工作在紫铜表面通过激光法原位生长石墨烯薄膜,石墨烯作为独立涂层,可以提高其机械性能和电学性能,极大程度的保护铜合金触头在多次开合过程中形成的电弧烧蚀、摩擦磨损,提高电寿命.通过电沉积技术在紫铜表面制备镍过渡层,后通过旋涂法在紫铜表面预置石墨碳源,采用纳秒激光器对沉积碳源的材料表面辐照,可在紫铜表面快速生长出全覆盖的石墨烯薄膜.通过研究电镀参数及激光加工参数,及制备的复合材料机械性能、电工性能,为高压领域电触头材料更新换代提供理论与实验指导.
1 实验部分
1.1 电沉积方法制备镍过渡层
本文中采用电沉积镀镍法对紫铜块体(质量分数为0.999)表面进行镍过渡层的制备,通过调节电沉积时间、电沉积电流对所制备的镍过渡层质量进行调控.电镀前,为去除铜表面氧化层,需对铜块进行实验前处理,分别放入浓度为10%稀H2SO4及去离子水中各超声清洗15 min后放入电解液中通过电泳仪电源(DYY-11)通电进行电沉积镀镍,电镀沉积镍过程示意图如图1所示.采用电解液配方为:NiSO4·6H2O 300 g/L,NiCl2·6H2O 30 g/L,H3BO3 30 g/L,十二烷基硫酸钠0.05 g/L,电解液PH范围为3.5~3.8.经过参数优化得到最佳电沉积参数为:直流电流5 mA,电沉积时间90 s,对最优参数制备的镍过渡层进行物相分析,形貌及厚度表征,分析过渡层结构.
1.2 激光法制备石墨烯实验过程
采用纳秒光纤激光器(YDFLP-E-30-M7)在电沉积的镍过渡层表面制备大面积石墨烯涂层,制备过程如图2所示.配制无水乙醇(分析纯AR)与石墨粉(纯度99.99%,粒径为50 μm)以10 mL∶1 g的混合溶液旋涂在电沉积后的含Ni过渡层表面,空气中静置待无水乙醇完全挥发,将预置好石墨涂层的Ni/Cu复合材料置于真空腔,在激光加工前通入30 min氩气(纯度99.99%)排除腔体内空气,采用纳秒光纤激光器辐照石墨涂层,激光加工高度聚焦在Ni/Cu复合材料表面,随激光辐照石墨涂层传热至基体复合材料,使基体表面形成熔池,碳原子溶解进熔池,激光辐照后,复合材料表面快速冷却,碳原子在合金表面析出并重新排列,形成完整的石墨烯薄膜,激光加工整个过程均处于氩气气氛中.
1.3 复合电触头材料的表征及性能测试方法
对上述制备的石墨烯/Ni/Cu复合电触头材料,采用光学显微镜(optical microscope)、X射线衍射仪(X-ray diffractometer)、超景深显微镜(Ultra-depth 3D microscope)对电沉积镍后的Cu/Ni复合材料表面形貌、厚度、成分与结构进行表征;采用光学显微镜、X射线衍射仪、X射线能量色谱仪、显微共焦拉曼光谱仪对激光辐照生长石墨烯后的石墨烯/Ni/Cu复合电触头材料表面进行形貌、成分含量、结构、膜基结合情况进行表征,其中通过Raman测试谱线分析D、G、2D峰的相对强度,判断激光辐照生长石墨烯涂层质量,得到最优的激光生长石墨烯工艺参数.同时,为研究上述制备石墨烯/Ni/Cu复合电触头材料的电工性能,采用维氏硬度仪(SVD-450TS)对样品表面硬度进行测试,采用摩擦磨损试验仪(MS-T3001)对样品进行摩擦系数测试,采用直流电阻测试仪(TH2512)对样品进行电阻测试并与国家标准进行对比,采用激光导热仪(LFA467 HyperFlash)对符合样品进行热导率测试,采用马弗炉(KSL-1100X)对样品进行抗氧化性能测试.
2 结果与讨论
2.1 镍过渡层制备
采用电沉积镀镍法对紫铜基体进行镍过渡层的制备,探索不同的电流大小及沉积时间对所制备镍过渡层的影响,结果如图3所示.电沉积镀镍法在紫铜基底上沉积Ni过渡层时改变沉积时间长短探索最优的沉积Ni时间参数,如图3(a)所示当电沉积时间为90 s时所沉积的Ni过渡层有最高的(111)晶面峰值,最有利有生成(111)晶向生长的Ni过渡层.图3(b)所示为改变电沉积过程中的电流大小所制备Ni过渡层样品的XRD图谱,在电沉积电流大小为5 mA时,可得到具有最高的(111)晶面峰值.电沉积过程中控制电沉积时间90 s、电流大小5 mA制备出1#及2#样品,并对其进行表征分析,图3(c)显示了最优电沉积参数下的XRD图谱,可以看出,1#和2#样品在(111)晶面的铜镍合金衍射峰强度大,证明铜镍合金物相含量多,其中最优参数镍过渡层的存在将有利于后续石墨烯的生长.
图3(d)~(e)为1#的最优参数镍过渡层样品的宏观观测及超景深三维显微镜图,图3(g)~(h)为2#的最優参数镍过渡层样品的宏观观测及超景深三维显微镜图,图中可以得出最优的电沉积参数下通过电沉积在体积大小为10 mm×10 mm×6 mm的铜基块体材料表面成功制备出区域大小为10 mm×7 mm的镍过渡层.图3(e)及图3(h)中观测到制备的含Ni过渡层的样品表面存在划痕,由于电沉积过程为原子沉积,Ni过渡层划痕方向与原始Cu基底划痕方向保持一致.超景深三维显微镜图3(f)和图3(i)中观测最优参数下的电沉积过程所制备的1#样品镍过渡层厚度为25.46 μm,2#样品镍过渡层厚度为27.78 μm.
2.2 激光法制备石墨烯实验结果
2.2.1 激光加工参数
为了得到最优激光工艺生长条件下的石墨烯/Ni/Cu复合电触头材料,在前期初探实验基础上研究了激光功率、脉冲宽度、扫描速度、加工次数和重复频率对石墨烯/Ni/Cu复合电触头材料制备的影响,其结果如图4所示.图4(a)~(b)显示了激光功率从0.9 W逐渐增大到24 W对所生长石墨烯涂层的拉曼图谱.拉曼图谱显示,随着激光功率增大,石墨烯涂层的ID/IG数值呈增大趋势,石墨烯的缺陷密度会随着激光功率增大而增大,当激光功率为1.5 W时,ID/IG为0.19最小值,此时缺陷密度最小.同时随着激光功率增大,石墨烯涂层的I2D/IG数值整体呈先减小后增大趋势,当激光功率为1.5 W时,I2D/IG为0.52最大值,石墨烯层数最少,性能最好.因此,当激光功率为1.5 W时,涂层表明形貌均匀,石墨烯缺陷密度小,层数少,质量高,因此激光功率最优参数选择1.5 W.图4(c)~(d)显示了脉冲宽度从150 ns增大到350 ns对所生长石墨烯涂层的拉曼图谱.拉曼图谱显示,随着脉冲宽度增大,石墨烯涂层的ID/IG数值整体呈增大趋势,石墨烯缺陷会随着激光功率增大而增多.
当脉冲宽度为150 ns时,ID/IG为0.39,数值最小,此时缺陷密度最小.同时随着脉冲宽度增大,石墨烯涂层的I2D/IG数值整体呈先增大再减小后再增大趋势.当脉冲宽度为200 ns时,I2D/IG为0.85,数值最大,但是其ID/IG数值为0.9远大于0.39,此时石墨烯缺陷密度过大.当脉冲宽度为150 ns时,I2D/IG为0.68,激光辐照生长的石墨烯层数少、质量高,表面均匀,是最优的脉冲宽度参数.图4(e)~(f)的结果是扫描速度不同对石墨烯涂层生长质量的影响,随着扫描速度增大,石墨烯涂层的ID/IG数值整体呈先减小后增大后减小的趋势.当扫描速度为10 mm/s时,ID/IG为0.11,数值最小,证明缺陷密度最小.同时随着扫描速度增大,石墨烯涂层的I2D/IG数值整体呈减小趋势.当扫描速度为5 mm/s时,I2D/IG为0.68,数值最大,但是其ID/IG数值为0.4,大于0.11,表明石墨烯缺陷密度过大,当扫描速度为10 mm/s时,I2D/IG为0.44,此时石墨烯层数少,质量高,综合考虑最优的扫描速度为10 mm/s.随加工次数从小到大的增加,本工作探索了激光加工次数为1、3、5、7次时辐照生长的石墨烯涂层质量,拉曼表征结果如图4(g)~(h)所示,结果表明,随着加工次数越大,激光束能量和热量积累越多,会导致激光原位生长石墨烯过程中石墨烯氧化程度严重,石墨烯涂层的ID/IG数值整体呈先减小后增大趋势,当加工次数为3次时,I2D/IG为0.32,证明石墨烯层数少,质量高,激光加工3次是最优的石墨烯制备参数.
图4(i)~(j)展示了重复频率从100 KHz增加到300 KHz的激光加工样品生长石墨烯质量情况,重复频率影响激光束能量大小,单位激光束能量越大生长的石墨烯涂层越容易被氧化导致性能损失,拉曼图谱中表明随着重复频率增大,石墨烯涂层的ID/IG数值整体呈减小趋势,表明石墨烯缺陷会随着重复频率增大而减少.当重复频率为250 KHz,时,ID/IG为0.39,数值最小,证明缺陷密度最小.同时随着重复频率增大,石墨烯涂层的I2D/IG数值整体呈先增大后减小趋势.当重复频率为250 KHz时,I2D/IG为0.68,数值最大,证明石墨烯层数最少,性能最好.
2.2.2 最优参数制备的石墨烯表征
根据前文所述,纳秒激光制备石墨烯涂层时激光加工参数设置功率为1.5 W、脉宽150 ns、扫描速度10 mm/s、加工3 次、频率250 KHz时,可生长出最优品质的石墨烯涂层.在此激光参数下制备的石墨烯薄膜样品在高倍的扫描电子显微镜(SEM)进行形貌观测,结果如图5所示,1#、2#和3#(样品参数均为最优参数)三个大面积石墨烯涂层样品在不同放大倍数扫描电子显微镜下结果表明样品表面不同区域及不同样品均有明显的石墨烯褶皱出现,该参数下制备的石墨烯薄膜为多层石墨烯,涂层表面不平整,是由于在激光作用下,在熔覆过程中表面的金属镍、铜合金产生飞溅、熔化、气孔等导致的.
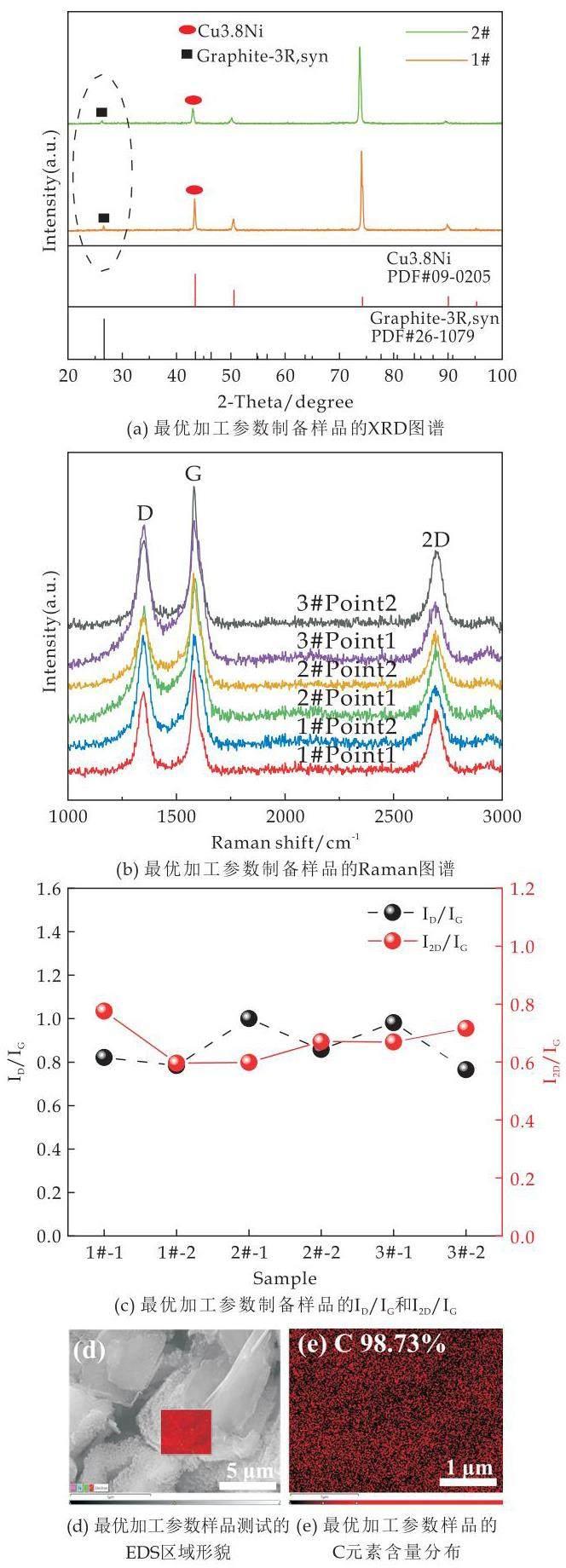
图6(a)显示了最优激光参数下制备的石墨烯薄膜XRD谱图,通过衍射峰与标准卡片比对,可以看出激光所制备的石墨烯/Ni/Cu复合电触头材料样品的衍射峰含碳物相与铜镍合金物相.最优参数加工的石墨烯薄膜拉曼图谱与分析结果如图6(b)及图6(c)所示,由图可知,在前文总结出的激光最优参数下制备出的大面积石墨烯涂层样品中,石墨烯涂层有明显的2D峰,峰型尖锐,石墨烯结晶度高,谱线中各峰连续且氧化程度较低,最优参数下样品重复性优异,表明本文所述制备工艺较为成熟.
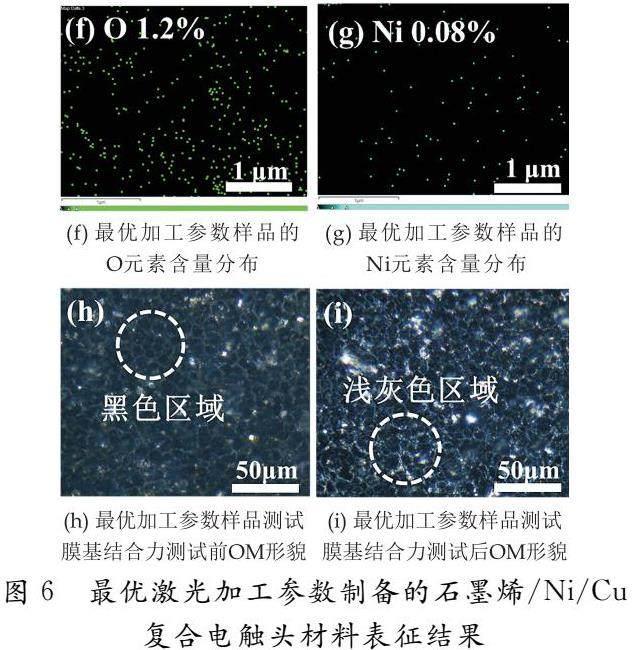
在成功制备的复合样品表面任取EDS表征区域如图6(d)所示,该区域中C、O、Ni元素含量及分布展示在图6(e)~(g)中,其中在EDS表征区域内,C含量为98.73%,在区域内均匀分布,分布程度规整;O元素含量为1.2%分布,表明该工艺参数下所制备的石墨烯氧化程度低.图6(h)~(i)为激光最优参数制备的大面积石墨烯样品膜基结合力情况测试的光学显微镜图,参照电子行业军用标准SJ/T 20130-92确定石墨烯涂层的膜基结合情况,图6(h)为涂层在200 ℃高温及水浴保温处理前形貌图,可清晰看到大范围均匀的黑色石墨烯区域,图6(i)为涂层处理后的形貌图,涂层黑色区域明显减少,出现大片浅灰色区域,涂层有一定程度脱落,形貌结构没有较大程度破坏,表明该参数下制备的石墨烯薄膜与Ni/Cu合金基底膜基结合情况优异.
2.3 石墨烯复合电触头材料表征及性能
2.3.1 复合电触頭材料的力学特性
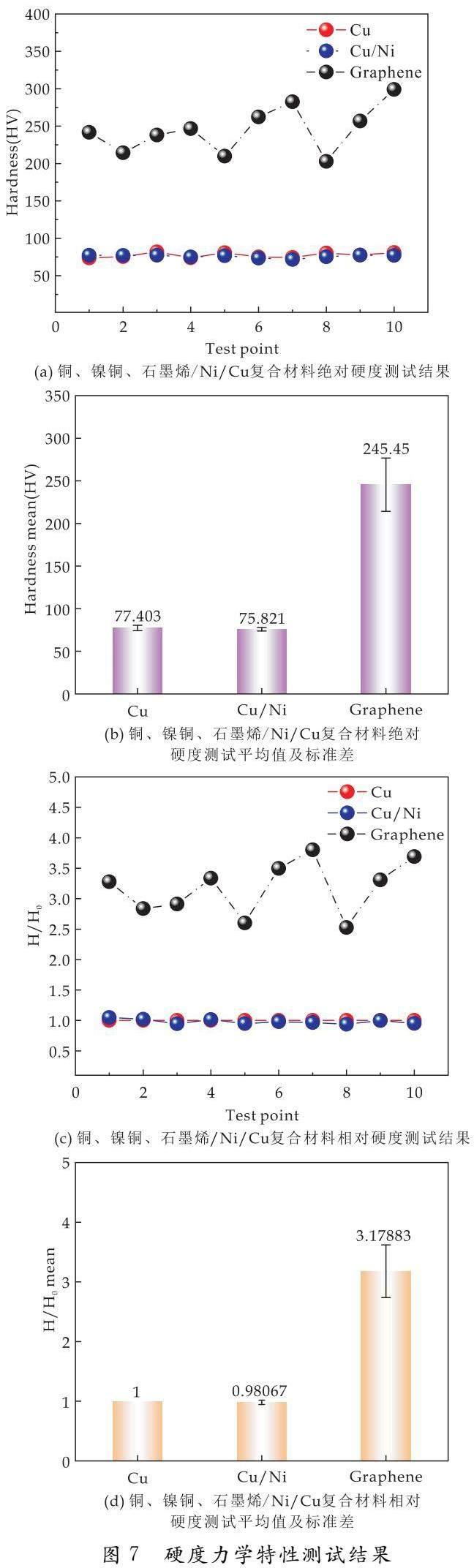
图7展示的复合材料的硬度测试结果图.图7(a)显示了紫铜、铜镍合金层及复合材料的维氏硬度,采用SVD-450TS型显微维氏硬度计进行测试.铜与铜镍合金层的硬度接近,由于前期制备的镍铜合金层平均厚度仅25~27 μm,合金样品硬度变化幅度较小,复合电触头材料绝对硬度远高于前二者.图7(b)为三者绝对硬度的平均值,其中紫铜为77.403 HV,铜镍合金层75.821 HV,石墨烯/Ni/Cu复合电触头材料为245.45 HV.
图7(c)为三者的相对硬度,以紫铜硬度为H0用三者的绝对硬度数据除以H0,得到相对硬度.如图7(d)所示,铜镍合金硬度是紫铜的0.98倍,石墨烯/Ni/Cu复合电触头材料是紫铜的3.17倍.表明石墨烯涂层大大提升紫铜硬度.铜合金触头材料在实际应用中面对复杂工况时,受到外力作用易产生机械变形,影响触头材料使用寿命,而石墨烯/Ni/Cu复合电触头材料硬度是原始紫铜的3.17倍,有效提升了其力学性能.
2.3.2 复合电触头材料的电学特性
图8为复合材料的接触电阻测试结果图.图8(a)为紫铜材料、铜镍合金层以及石墨烯/Ni/Cu复合电触头材料的接触电阻阻值,可以看出三者的接触电阻值均在波动后处于稳定状态,波动范围不超过0.08 mΩ,测试稳定性优异.图8(b)为紫铜材料、铜镍合金层以及石墨烯/Ni/Cu复合电触头材料的接触电阻阻值的平均值,由图可知紫铜材料平均阻值为0.086 mΩ,铜镍合金层平均阻值为0.126 mΩ,添加镍元素后材料电阻值有一定增加.石墨烯/Ni/Cu复合电触头材料平均阻值为0.096 mΩ,石墨烯/Ni/Cu复合电触头材料平均接触电阻阻值介于紫铜材料与铜镍合金之间,且稳定性好,有利于触头材料稳定性.整体上石墨烯/Ni/Cu复合电触头材料电阻性能优异,通电下可使触头材料热量转化减少,提高石墨烯/Ni/Cu复合电触头材料的电学性能,且电阻阻值符合国家标准,与铜合金触头材料电阻差距在5%以内,符合行业标准.
2.3.3 复合电触头材料的摩擦性能
图9显示了石墨烯/Ni/Cu复合电触头材料的摩擦系数测试结果,分别对紫铜材料、铜镍合金层以及石墨烯/Ni/Cu复合电触头材料进行旋转摩擦实验,测试总时长30 min.其中紫铜的摩擦系数最大,平均值为0.095 2.经电沉积镀镍制备的铜镍合金层摩擦系数平均值为0.105 8,由于电沉积的镍过渡层厚度仅为微米级别对摩擦系数影响很小,所以铜镍合金层与铜基材料相比相差很小.
石墨烯/Ni/Cu复合电触头材料表面含有激光制备的大面积石墨烯涂层,其平均摩擦系数最小,为0.083 7.由图9可以看出,激光法原位生长所制备的石墨烯涂层摩擦系数在测试7 min左右时增大,增大之前平均值为0.072 8,增大之后摩擦系数平均值为0.094 6,与紫铜材料接近.这是由于在测试过程中,随着对偶球在石墨烯/Ni/Cu复合电触头材料石墨烯涂层表面不停旋转摩擦,在7 min左右穿透石墨烯涂层,起润滑性能的石墨烯涂层破损失效,导致后续摩擦系数测试结果与紫铜材料摩擦测试结果操持一致.摩擦系数曲线整体表明最优激光加工参数下制备的大面积石墨烯涂层较薄,但石墨烯/Ni/Cu复合电触头材料的润滑性有一定程度提升.
2.3.4 复合电触头材料的热导率
图10展示了石墨烯/Ni/Cu电触头复合材料的导热性能测试结果图.图10(a)为石墨烯/Ni/Cu电触头复合材料的热扩散系数,使用激光热导仪测得出具体数值,温度变量为50 w,每个温度得到3个热扩散系数,随着温度的升高热扩散系数减小.图10(b)为石墨烯/Ni/Cu电触头复合材料的热扩散系数平均值及标准差,数据结果显示在500 ℃时为95 mm2/s.通过阿基米德排水法在实验室实测得石墨烯/Ni/Cu电触头复合材料密度为8.809 g/cm3.根据λ=α·ρ·c可以计算出导热系数(热导率)λ(W/(m·K)).公式中,α为热扩散系数(m2/s),ρ为密度(Kg/m3),c为比热容J/(Kg·K),石墨烯的比热容为1.4×103 J/(Kg·K).
图10(c)为石墨烯/Ni/Cu电触头复合材料的导热系数,随着温度升高导热系数减小,图10(d)显示了石墨烯/Ni/Cu电触头复合材料的导热系数平均值及标准差,结果表明,在500 ℃时石墨烯/Ni/Cu电触头复合材料的平均导热系数为1 178 W/(m·K),纯铜的导热系数在500 ℃时为340 W/(m·K).石墨烯/Ni/Cu电触头复合材料的导热系数为铜的3.43倍,石墨烯/Ni/Cu电触头复合材料的导热性能有明显提升,可显著改善铜合金触头材料在实际应用过程中受到较高焦耳热作用时极易被烧蚀产生机械变形导致的使用寿命低问题,可有效提升触头的热学性能.
2.3.5 复合电触头材料的抗氧化特性
由于电触头在实际工况中应用时,开关处于频繁的接通、断开过程,会产生高热量,触头材料对其在高温下的抗氧化性提出了更高的要求,为了研究石墨烯/Ni/Cu电触头复合材料的抗氧化特性,采用氧化失重法计算石墨烯/Ni/Cu电触头复合材料的失重率w%,计算公式如下所示:
式(1)中:m1为初始石墨烯/Ni/Cu电触头复合材料的质量5.215 0 g,m2为氧化处理后石墨烯/Ni/Cu电触头复合材料的质量5.207 4g,失重率仅为0.14%,表明石墨烯/Ni/Cu电触头复合材料在高温下氧化失重占比很小,符合预期结果.
图11(a)为氧化处理前P点C元素含量为98.88%,O为0.79%,Cu为0.19%.图11(b)为氧化处理后P′点C元素含量为71.08%,O为6.22%,Cu为22.7%.氧化处理结果表明,经过高温氧化处理后,石墨烯/Ni/Cu电触头复合材料C元素含量下降约27%,O元素含量上升约6%,Cu元素含量上升22.5%,同时在高温下厚层石墨烯涂层有脱落成为薄层石墨烯,使得紫铜基底有部分区域露出,石墨烯/Ni/Cu电触头复合材料有一定程度氧化,但氧化程度较小,在500 ℃下表现良好,有利于提升铜基触头材料抗氧化性.
3 結论
本文采用电沉积技术,通过外接电源控制电流大小5 mA、沉积90 s 后成功在紫铜表面引入平均厚度为25~27 μm的镍过渡层,在该参数下沉积的镍过渡层为(111)晶面,为六方密堆积,有利于后续石墨烯的生长.激光加工技术成功在镍过渡层表面旋涂覆盖石墨后制备大面积石墨烯涂层,激光辐照生长石墨烯薄膜的最优参数为:激光功率1.5 W,脉宽150 ns,扫描速度10 mm/s,加工3 次,频率250 KHz.
本工作所制备的石墨烯/Ni/Cu复合触头材料硬度为245.45 HV,是紫铜的3.17倍;接触电阻0.096 mΩ符合国家标准;摩擦系数0.083 7,是紫铜的0.73倍;500 ℃时复合材料导热系数为1 178 W/(m·K),是紫铜的3.43倍.同时复合材料具有良好的抗氧化性能和强的膜基结合力,以上结果表明所制备的复合材料具有优异的电工特性,有良好的应用前景.本工作同时为石墨烯/铜新型复合触头领域提供了实验基础和理论解释,为新型铜合金触头的制备提供了新的思路和实验基础.
参考文献
[1] 张 乔,杨晓红,刘北阳,等.特高压系统用电容器组开关弧触头失效分析[J].高压电器,2016,52(7):27-32.
[2] Biele L,Schaaf P,Schmid F.Method for contact resistance determination of copper during fast temperature changes [J].Journal of Materials Science,2021,56(5):3 827-3 845.
[3] 张晓辉.弥散铜/(W,Cr)电触头材料的组织与性能[D].洛阳:河南科技大学,2020:20-36.
[4] Yang L J,Ding D,Yuan Y,et al.Influence of contact layer on the sulphur corrosion of copper conductors in power transformers[J].High Voltage,2022,7(1):176-184.
[5] Chen W,Shi Y,Dong L,et al.Infiltration sintering of WCu alloys from copper-coated tungsten composite powders for superior mechanical properties and arc-ablation resistance[J].Journal of Alloys and Compounds,2017,728(3):196-205.
[6] Zhang Z G,Lu X T,Xu J R,et al.Characterization and tribological properties of graphene/copper composites fabricated by electroless plating and powder metallurgy[J].Acta Metallurgica Sinica (English Letters),2022,33(7):903-912.
[7] Cui L,Luo R,Wang L,et al.Novel copper-impregnated carbon strip for sliding contact materials[J].Journal of Alloys and Compounds,2017,735:1 846-1 853.
[8] Wu M L,Hou B S,Shu S C,et al.High oxidation resistance of cvd graphene-reinforced copper matrix composites[J].Nanomaterials,2019,9(4):498-504.
[9] Maharana H S,Rai P K,Basu A.Surface-mechanical and electrical properties of pulse electrodeposited Cu-graphene oxide composite coating for electrical contacts[J].Journal of Materials Science,2017,52(2):1 089-1 105.
[10] Cui R,Han Y,Zhu Z,et al.Investigation of the structure and properties of electrodeposited Cu/graphene composite coatings for the electrical contact materials of an ultrahigh voltage circuit breaker[J].Journal of Alloys and Compounds,2019,777(1):1 159-1 167.
[11] Pavithra C L P,Sarada B V,Rajulapati K V,et al.A new electrochemical approach for the synthesis of copper-graphene nanocomposite foils with high hardness[J].Scientific Reports,2014,4(1):1-7.
[12] Zhang Y,Li Y,Li Y,et al.TMOs@ Gr/Cu composites:Microstructure and properties[J].Materials & Design,2019,182(1):108 030.
[13] Huang G,Wang H,Cheng P,et al.Preparation and characterization of the graphene-Cu composite film by electrodeposition process[J].Microelectronic Engineering,2016,157(3):7.
[14] Hogan N J,Urban A S,Ayala-orozco C,et al.Nanoparticles heat through light localization[J].Nano Letters,2014,14(8):4 640-4 645.
[15] Ye X H,Long J Y,Lin Z,et al.Direct laser fabrication of large-area and patterned graphene at room temperature[J].Carbon,2014,68:784-790.
[16] 葉晓慧.激光快速原位制备石墨烯及其耐腐蚀性研究[D].北京:清华大学,2015:95-120.
[17] Liu H L,Zheng Y X,Moon K S,et al.Ambient-air in situ fabrication of high-surface-area,superhydrophobic,and microporous few-layer activated graphene films by ultrafast ultraviolet laser for enhanced energy storage[J].Nano Energy,2022,94:106 902.
[18] Chyan Y,Ye R,Li Y,et al.Laser-induced graphene by multiple lasing:Toward electronics on cloth,paper,and food[J].ACS Nano,2018,12(3):2 176-2 183.
[19] Stanford M G,Li J T,Chyan Y,et al.Laser-induced graphene triboelectric nanogenerators[J].ACS Nano,2019,13(6):7 166-7 174.
[20] 徐国辉,李喜春,董 彬,等.激光制备新型石墨烯/铜基复合电触头[J/OL].激光技术:1-14[2022-09-05].https://kns.cnki.net/kcms/detail/51.1125.TN.20220512.1644.004.html
【责任编辑:蒋亚儒】
基金项目:国家自然科学基金项目(61705125)
作者简介:吕通发(1980—),男,内蒙古赤峰人,高级工程师,研究方向:电网运检、触头材料
