Unveiling the influenc of dendrite characteristics on the slip/twinning activity and the strain hardening capacity of Mg-Sn-Li-Zn cast alloys
2023-03-24MSJlliZriHnzkiMosyiAiMlknKhnoojiFriSuHyonKim
MS.Jlli ,A.Zri-Hnzki,∗ ,M.Mosyi ,H.R.Ai ,M.Mlkn ,M.Khnooji ,E.Fri,Su-Hyon Kim
a Hot Deformation and Thermomechanical Processing Laboratory of High Performance Engineering Materials,School of Metallurgy and Materials Engineering,College of Engineering,University of Tehran,Tehran,Iran
bMaterials Science and Engineering Department,McMaster University,1280 Main Street West,Hamilton,ON L8S 4L8,Canada
c School of Metallurgy &Materials Engineering,Iran University of Science and Technology (IUST),Tehran,Iran
d Institute for Frontier Materials,Deakin University,Geelong,Victoria 3216,Australia
e Korea Institute of Materials Science (KIMS),797 Changwondaero,Seongsangu,Changwon,Gyeongnam 51508,Republic of Korea
Abstract This work explores the correlation between the characteristics of the cast structure (dendrite growth pattern,dendrite morphology and macro-texture) and strain hardening capacity during high temperature deformation of Mg-5Sn-0.3Li-0 and 3Zn multi-component alloys.The three dimensional (3D) morphology of the dendrite structure demonstrates the transition of the growth directions from and due to the addition of Zn.The simultaneous effects of growing tendency and the decrement of dendrite coarsening rate at the solidificatio interval lead to dendrite morphology transition from the globular-like to the hyper-branch structure.This morphology transition results in the variation of the solidificatio macro-texture,which has effectively influence the dominant deformation mechanisms (slip/twin activity).The higher activity of the slip systems increases the tendency of the dendrite arms for bending along the deformation direction and fragmentation.Apart from this,the dendrite holding hyper-branch structure with an average thickness below 20 μm are more favorable for fragmentation.The dendrite fragmentation leads to considerable softening fractions,and as an effective strain compensation mechanism increases the workability of dendritic structure.
Keywords: Magnesium alloys;Dendrite orientation selection;Solidificatio texture;Dendrite fragmentation;3-D tomography analysis;Thermomechanical processing.
1.Introduction

The growth of the dendrites from the liquid melt is usually accompanied by the coarsening [36–38].The dendritic coarsening is always associated with a change in local morphology and is driven by reducing the interfacial curvature[29,30,39].Considering the effect of mean curvature,previous studies on the conventional binary metallic alloys [40] during solidification or under isothermal holding,suggested that several coarsening mechanisms could be coexisted,that is:re-melting of smaller,high curvature dendrite arms for the benefi of large adjacent arms and coalescence of neighboring arms by the deposition of roots between the dendrites [41–43].Several works demonstrated that the coarsening at the solidificatio interval is strongly dependent to the alloying composition [30,36,37,44].In this regard,Shuai et al.[44],reported that the dendrite which has large surface curvature increased by the addition of Zn in the Mg-Zn binary alloys.Moreover,in consistent with previous studies [44],the volume fraction of the inter-dendritic areas is strongly dependent upon the coarsening rate.It’s generally accepted,the volume fraction of the inter-dendritic areas is increased by decreasing the coarsening rate at the solidificatio interval.
As is realized,all of the previous involved researches have mainly focused on characterization of the preferred dendrite growth directions and dendrite coarsening in binary conventional Mg alloys,and the effect of alloying elements in multicomponent systems has been overlooked.The multicomponent magnesium alloy with a main component of Sn,whichhas great potential for developing low-cost high strength applications was selected in the current study [13].In consideration of the previous investigations,the optimum comprehensive properties in the Mg-Sn binary alloys are related to the Mg-5Sn,which dramatically improved by the addition of 0.3 Li [12].Moreover,several works have shown that the morphology of the dendritic structures was dramatically refine by the addition of Zn[13,44].To this end,the present addition of Zn is considered as a variable alloying element.Additionally,the present author came to believe that the macro-texture of solidifie microstructures could be effectively controlled through the dendrite orientation selection,dendrite morphology changes and dendrite coarsening.This would definitel affect the room to warm temperature mechanical properties of as-solidifie microstructure.
Toward these ends,the present work has been steered toward characterization and conceptual modeling of dendrite growing tendency,morphology transition and the correlation with solidificatio macro-texture and subsequent hot deformation behavior of a multicomponent Mg-Sn-Li-xZn alloy.It is speculated that elaborated dendrite characters and correlated solidifie macro-texture would defin appropriate orientations for activation of secondary slip systems and deformation twinning.
2.Methodology
2.1.Materials preparation
Mg-5Sn-0.3Li-xZn alloying system holding different content of Zn ranged from 0 wt% to 3 wt% were selected as experimented materials.The alloys were prepared form high purity constituting elements using a high-frequency induction furnace in graphite-ceramic crucible under protective a gas atmosphere,containing 95% CO2and 5% SF6.After melting pure magnesium (99.97%),pure Sn,Li and (Zn) were combined with the melt at 1023 K (750 °C).Finally,after stirring the melts by a graphite rod and holding them at 1023 K(750 °C) for 5 min,all of the casting samples were cast into a cubical iron mold that had been preheated up to 250 °C(523 K).Table 1 represents the chemical composition of the investigated alloys obtained from ICP analysis.It is noteworthy to obtaining reliable and reproducible results,other casting parameters such as superheat and preheat of mold were kept constant.Cubic samples of size 10×10×2 mm3were cut out from a constant section of the casting billets perpendicular to the thermal direction (TD) using the electro-discharge machine (EDM) for subsequent investigation of microstructural evolution during solidification Fig.1 schematically shows the location of the samples,which create out from the constant locations of the casts ingots.The assolidifie microstructures were firstl analyzed through optical microscopy (OM) and scanning electron microscopy (SEMTescan Vega 3).To this end,the specimens were prepared by mechanical grinding and polishing followed by etching using a solution of 4.2 g picric acid,10 mL acetic acid,70 mL ethanol,and 10 mL distilled water,and then were analyzed.
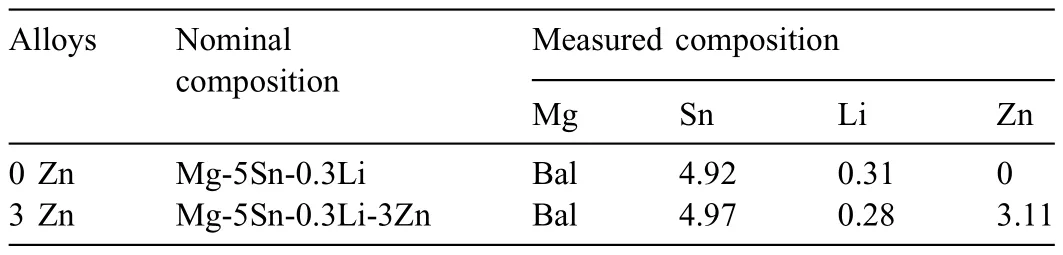
Table 1 The chemical composition of the investigated alloys obtain by ICP analysis.
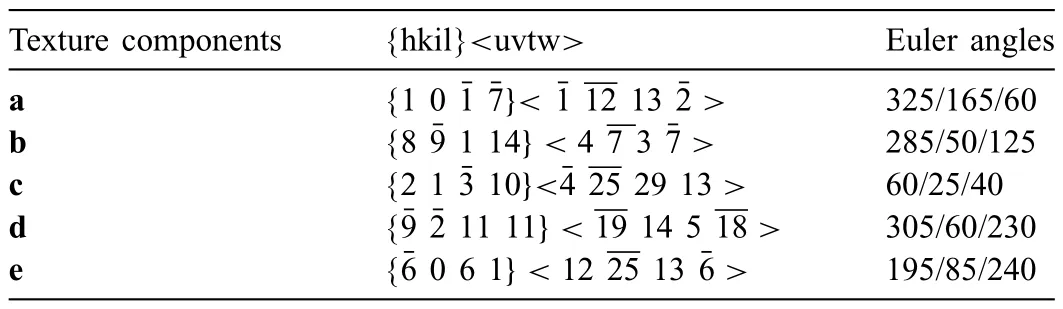
Table 2 Presents various texture components with {hkil}

Fig.1.(a) The schematic of the location of samples,(b and c) the location of the prismatic and pyramidal poles for one selected basal pole.
2.2.The tomography image analysis
To obtain the Three-dimensional (3D) morphologies of theα-Mg dendrite,as-solidifie microstructures were analyzed through the automatic serial sectioning machine (UES Inc.,Robo-Met.3D) and 3D analysis software (FEI,Avizo Fire 7).The samples were mechanically polished and hundreds of consecutive images were obtained by optical microscopy.Three-dimensional images were obtained by image segmentation by thresholding,image processing using noise reduction filters and 3-D surface generation.The mean curvatures between solid (dendrites) and the liquid phases were calculated at the solidificatio interval,where the average solid fraction was about 50%.
2.3.Phases analyzes and macro-texture characterization
2.4.Hot compression test and microstructure characterization
Cylindrical specimens with a length of 10.5 mm and dimeter of 7 mm were cut out from the casting billets perpendicular to the TD using the electro-discharge machine (EDM).Uniaxial compression tests were performed using a GOTECH 7000 LAC universal testing machine at relatively low temperature of 200 °C (below the twin to slip transition temperature) under the strain rate of 10−3s−1.The specimens were heated up to the test temperature and held isothermally for 5 min,deformed up to the various strain levels of 0.1,0.3,and 0.6 and were quenched immediately into the water.The microstructure of the compressed specimens was examined on a section parallel to the compression direction (perpendicular to the initial TD)by 3D tomography images and Electron Backscattered diffraction(EBSD).For the EBSD analysis,the deformed specimens were prepared by a Focused Ion Beam(FIB) and then analyzed using ZEISS AURIGA microscope operating at 20 kV.
3.Results
3.1.As-cast microstructure
Fig.2(a,b)shows the optical micrographs of the as-cast microstructure in Mg-5Sn-0.3Li and Mg-5Sn-0.3Li-3Zn alloys,respectively.The results represent the dendritic structure in both alloys with different morphologies and various characteristics in comparison together.The as-cast microstructure also was characterized by SEM analysis to further characterization (Fig.2(c,d)).Accordingly,the microstructures of these alloys are composed of the dendrite,inter-dendritic phases,and precipitates (Li2MgSn and Mg2Sn).The morphology of the precipitates (Li2MgSn and Mg2Sn) have been signifi cantly modified specially Li2MgSn,in a way that its continuity has been broken at the inter-dendritic area,as a result of Zn addition (Fig.2(c,d)).Moreover,the volume fraction of the inter-dendritic phase is increased,in the Zn bearing alloy.The chemical composition obtained from the energy dispersive spectroscopy (EDS) analysis of the dendrites and the inter-dendritic phase are demonstrated in Fig.2(c1,2,d1,2),respectively.The results represent a sharp micro-segregation between the dendritic area and the inter-dendritic phase in both alloys.The concentration of the alloying elements in the inter-dendritic phase would be higher in comparison to that of dendritic area (Fig.2(c1,2,d1,2)).At the solidificatio interval,solute rejection from the solid phase into the residual interdendritic liquid phase resulted in the formation of theα-Mg matrix with various chemical compositions compared to the dendritic area [45].
3.2.Dendrite morphology and the dendrite orientation selection
Figs.3 and 4 show the reconstructed 3D morphologies of the hcp dendrites in the Mg-5Sn-0.3Li and Mg-5Sn-0.3Li-3Zn alloys,respectively.The results of the 3-D analysis represent distinguishable dendrite morphologies.To achieve a better illustration,the dendrites were sectioned through the specifi planes,including one cross-section and three longitudinal sections as are shown in Figs.3(a) and 4(a),where P0is the cross-section perpendicular to the TD,and the P1,P2,and P3are the longitudinal sections perpendicular to the P0.The angles between the three longitudinal sections are considered to be 60°.It is well stablished that the dendrite orientation selection and the simultaneous dendrite coarsening phenomenon during solidification are the key notes to justify the morphology transition due to the addition of Zn to the Mg-5Sn-0.3Li,which are characterized in the following sections.

Fig.2.(a,b) shows OM images of the as-cast Mg-5Sn-0.3Li and Mg-5Sn-0.3Li-3Zn alloys,respectively,(c and d) backscattered electron micrograph of the as-cast samples as the seam sequence,((c1,c2,d1 and d2)) chemical composition obtained from the EDS analysis of the dendrites and inter dendritic areas,which marked in the SEM images for both alloys.

The variation of the preferred growth direction as a result of Zn addition could also lead to the deviation on the length of the primary branches [33,48,49].According to the tomography images (Fig.3),the length of the primary sixfold branches on the basal plane are always shorter compared to the twelve primary branches which located on the nonbasal planes in the Mg-5Sn-0.3Li alloy.While,in the Mg-5Sn-0.3Li-3Zn case alloy (Fig.4),the length of these two types of the primary branches is nearly the same.It seems that the growth velocity of the two type of the primary branch became nearly the same due to the addition of the Zn.
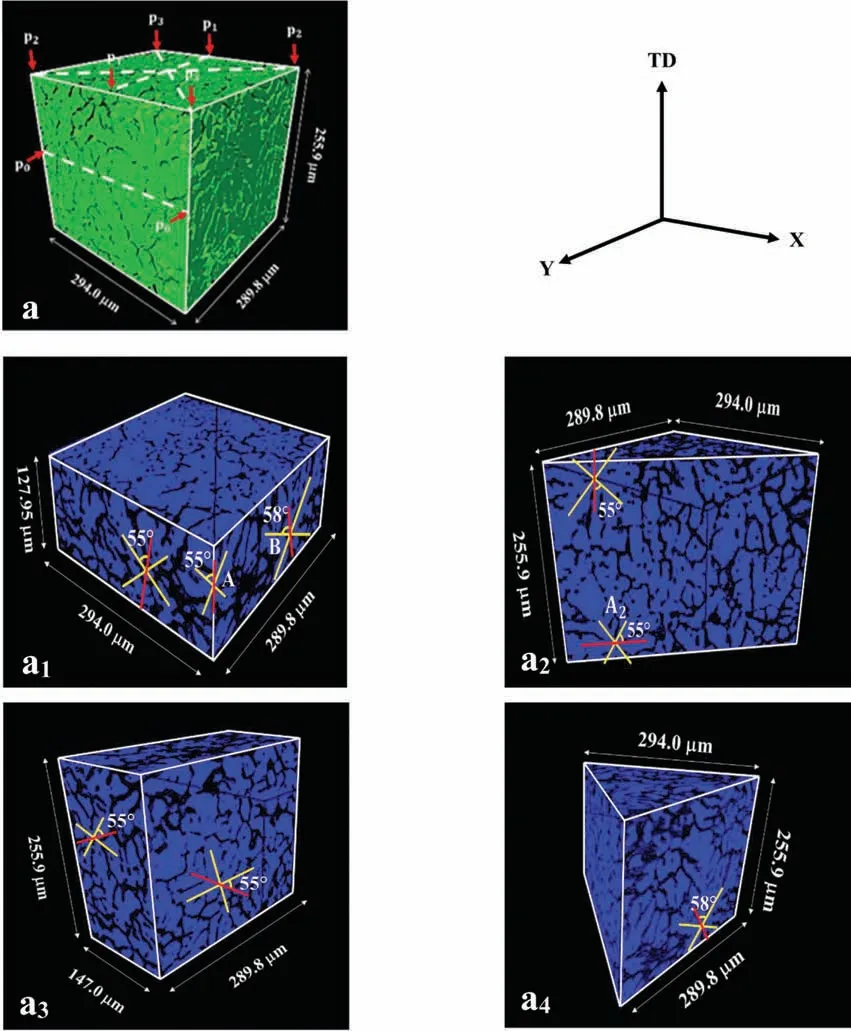
Fig.3.The growth pattern of the Mg-5Sn-0.3Li,hcp dendrite: (a) shows the 3D morphology of multi-dendrites,a1,a2,a3,and a4 show the corresponding 2D morphology sections of the dendrite crossed by p0,p1,p2 and p3 planes,respectively.Those relevant sections used to cut the dendrite of this alloy,where p1,p2 and p3 are the longitudinal sections with 60° angle away from each other,while p0 is the cross-section that perpendicular to the longitudinal sections.(For the interpretation to the references in this figur legend,the reed line shows the dendrites which located at the basal planes and the yellow line shows the dendrites which located the non-basal planes).
As was demonstrated in Figs.3 and 4,the overall morphology of the branching structure changes from globular-like to the hyper-branch structure with a high number of the primary and secondary arms due to the Zn addition.The morphology transition of the branching structure can be justifie considering the higher coarsening rate of the Zn-free alloy at the solidificatio interval.In general,the dendrite growth behavior is usually accompanied by coarsening [30,37,50],which can result in a concomitant increase in secondary dendrite arm spacing (SDAS) and the thickening of the primary branches[40].According to the tomography images (Figs.3 and 4),the SDAS decreased from the ∼25 μm to the ∼15 μm as a result of Zn addition.Moreover,the thickness of the primary branches decreases from ∼30 μm to the ∼14 μm.In this regard,the coarsening process is clearly visible in the regions between the tips and the roots of the dendrites.
3.3.Solidificatio macro-texture
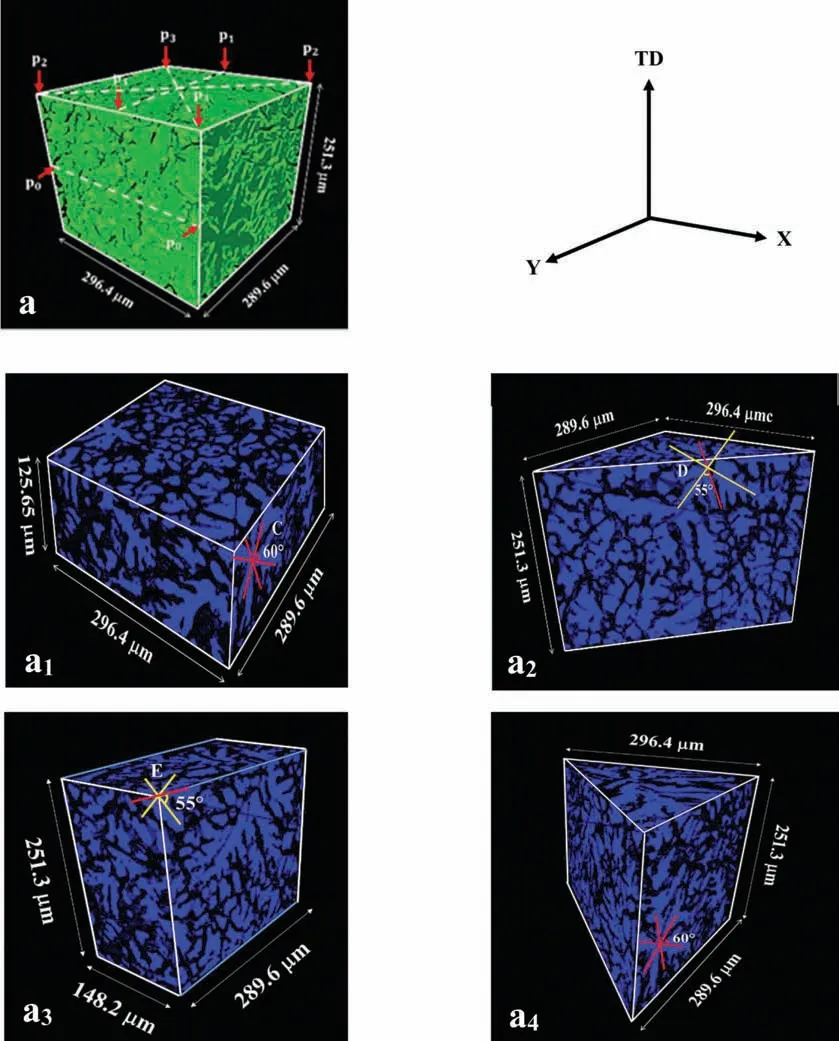
Fig.4.The growth pattern of the Mg-5Sn-0.3Li-3Zn,hcp dendrite: (a) shows the 3D morphology of multi-dendrites,(a1 to a4) shows the corresponding 2D morphology sections of the dendrite by p0,p1,p2 and p3 planes,respectively.Those relevant sections used to cut the dendrite of this alloy,where p1,p2 and p3 are the longitudinal sections with 60° angle away from each other,while p0 is the cross-section that perpendicular to the longitudinal sections.(For the interpretation to the references in this figur legend,the reed line shows the dendrites which located at the basal planes and the yellow line shows dendrites at the non-basal planes).
According to the previous investigations,macro-texture formation during solidificatio is strongly affected by dendrite growing tendency at the solidificatio interval [51–53].As was mentioned before,both alloys possess dendritic structures with different growing tendency and morphology.According to our experimental results,the dendrites tend to grow at non-basal planes in both alloys,while in the Zn bearing alloy,growth at the basal planes was also observed (Fig.6(b)).The similarity of the dendrite growing tendency at the nonbasal planes resulted to the formation of the same texture components in both alloys.However,it is expected that the dendrites which grow at the basal planes in the Zn bearing alloy,makes a significan change in the overall texture compared to the Zn free alloy.Some of identifie dendrites in the Figs.3 and 4 were marked using: “A to B” for Mg-5Sn-0.3Li alloy and “C to E” for Mg-5Sn-0.3Li-3Zn alloy,respectively.According to the crystallographic calculations in previous Section (3.2),and taking account the prefer growth directions parallel to the TD [49],each of the marked dendrites could be a representative of a texture component in the TD-X-Y reference frame.The location of these possible texture components for the marked dendrites are also schematically demonstrated using “A to E” on the basal (0002) PFs in Fig.7(a,b),for both investigated alloys.

Fig.5.Shows the schematic of the corresponding crystallographic planes and the directions in the hcp crystal structure showing the proposing α-Mg dendritic growth model.
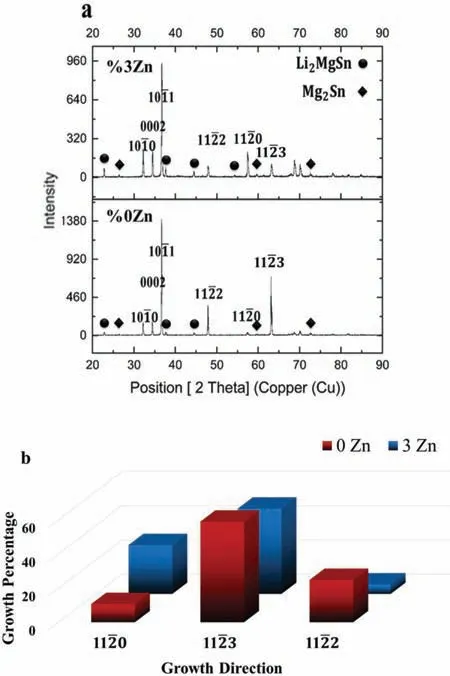
Fig.6.(a) The corresponding XRD pattern of Mg-5Sn-0.3Li-0 and 3wt%Zn alloys,showing the dendrite orientation selection and Mg2Sn and Li2MgSn precipitates in both alloys.(b) The graph is showing the present growth at the different crystallographic directions in both alloys.

According to the intensity color scale of the basal pole figures the intensity of the pole figur is significantl decreased from 7.8 to 3.9 due to the addition of Zn,which well demonstrates the texture weakening during solidification Texture weakening due to the addition of Zn agree well with our experimental findin in Section 3.2,which indicate an unspecifie dendrite growing tendency due to the addition of Zn.
3.4.Mechanical behavior
Fig.8 shows the true stress-true strain compressive curves for both investigated alloys at the temperature range of 200 °C–350 °C with the interval of 50 °C.According to Fig.8(a),the characteristic sigmoidal profil was observed in the fl w curves for both alloys.These profil has been associate with the activation of twinning and their interplay with dislocations,which resulted in hardening at the primary stage of the deformation [54].This character has maintained until 250 °C for both alloys (Fig.8(b)).According to Fig.8(c),the sigmoidal character was disappeared in the fl w behavior of Zn-bearing alloys at the deformation temperature of 300°C,while was maintained in the Zn-free alloy.By increasing the deformation temperature up to 350 °C,the sigmoidal character in the deformation behavior of both alloys was disappeared (Fig.8(d)),which can relate to the activation of the pyramidal slip systems [55].In consideration to the previous investigations,at the elevated temperature,as the only two systems that provide for deformation in the c-axis direction in the hcp crystals,twinning and pyramidal
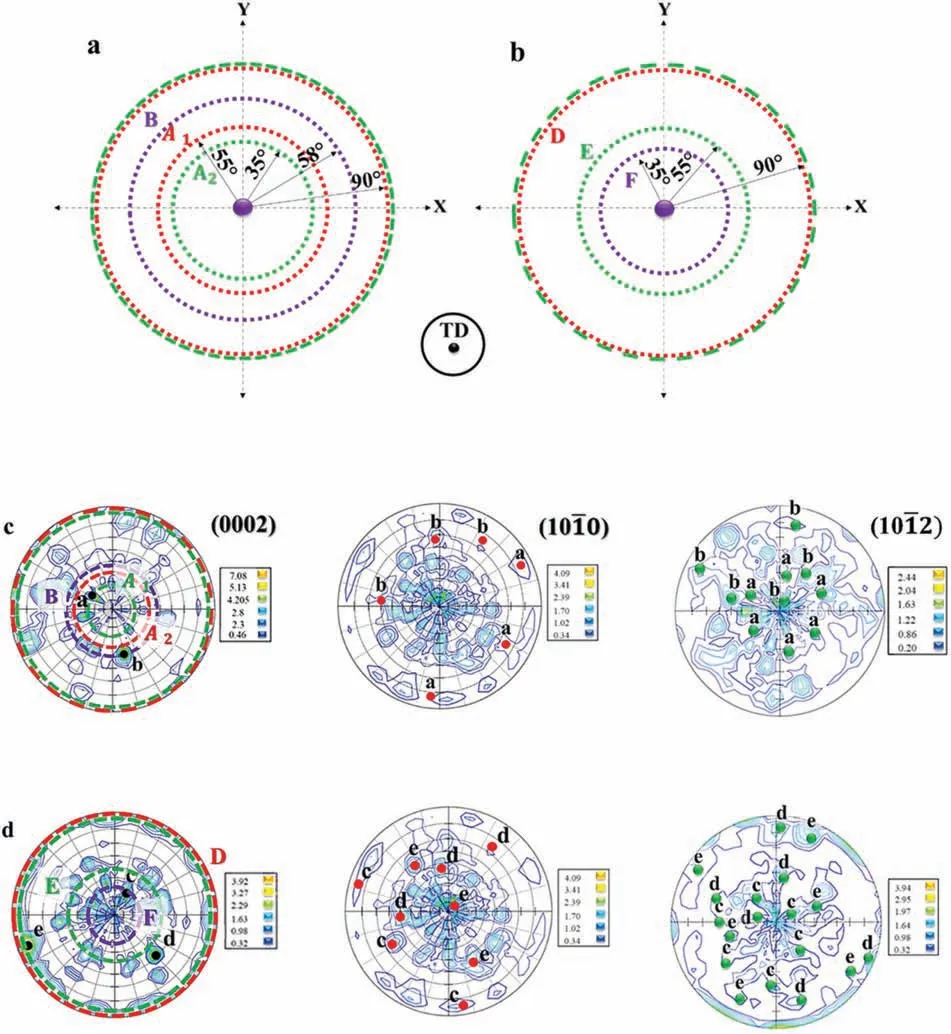
Fig.7.(a,b) schemes out our hypostasized about macro texture formation in term of the basal pole (0002) during solidificatio except to the 3D image from tomography with TD reference axis (For the interpretation to the references in this figures the dendrite which marked in the tomography image show in these pole).and (c,d) shows the basal,prismatic and pyramidal poles for the as-cast samples for both alloys.((c) Mg-5Sn-0.3Li and (d) Mg-5Sn-0.3Li-3Zn).(The normal direction of the pole figur are parallel to the TD).
According to the purpose of this investigation,the effect of initial solidificatio texture related to the dendrite growth pattern on the deformation behavior,the hot compression at the 200 °C was selected for further examination under the temperature of slip/twining transition.It also noted that 200 °C is under the recrystallization temperatures in these alloys [58],which helps us to have a better determination dendritic evolution during hot deformation and determining its effect on the deformation behavior.

Fig.8.The quasi-static true stress-strain curves for Mg-5Sn-0.3Li-0Zn and Mg-5Sn-0.3Li-3Zn alloys at the various tempreture of (a) 200 °C,(b) 250 °C,(c)300 °C and (d) 350 °C.
Fig.9(a–d) shows the true stress-true strain compressive curves and the variation of corresponding hardening rates for both investigated alloys at the temperature of 200 °C.The stress-strain fl w curves of both investigated alloys exhibited an initial hardening transient,a peak fl w stress,and then gradual continuous fl w softening (Fig.9(a)).The low tempreture continuous softening behavior in the conventional ascast microstructure is often associated with dynamic breaking of the as-cast microstructure [59–61,80].The critical stress or strain for the breaking of cast microstructure could be accurately determined considering the inflectio points in the second derivative ofθ–σcurves,as are demonstrated in Fig.9(b,c) [53,62].The critical stresses/strains for breaking of the cast structures in the Zn free and Zn bearing alloys are 77 MPa/0.06 and 86 MPa/0.12,respectively.This appreciable increase in the critical strain owing to the addition of Zn,is accompanied by significan formability improvement as can be deduced from the general appearance of the fl w curves (Fig.9(a)).The improvement in the formability can be attributed to the initial solidificatio texture and potential of the dendrites to strain accommodation and fragmentation(braking of the cast structure).In order to the further accurate analysis,the corresponding strain hardening rates vs.strain are figure out in Fig.9(d).The curves can be divided into the three stages.In general,at the primary stage of the plastic deformation (stage I),basal slip and the nucleation/propagation of the mechanical twins mainly accommodates the imposed strain;and the hardening rate is gradually decreased [54,63].At higher imposed strains (stage (Ⅱ)),the hardening rate increases due to twin exhaustion [64].This hardening has been associate with the activation of twinning and their interplay with dislocations[54,63],which resulted in hardening at this stage of the deformation.Additionally,P.D.Wu et al.[52]reported that the plastic deformation around the twin area is accommodated by prismatic slip having the second heights critical resolved shear stress (CRSS=75 MPa),while the plastic deformation within the twined regions is mainly accommodated by the pyramidal slip,which possesses the heights CRSS of 140 MPa.This cause the increase in the hardening rate,and is directly correlated with the observed sigmoidal profile at the initial deformation stages of the fl w curves (Fig.9(a)).In fact,the “S” shape of the fl w curses is related to the activation of the non-basal slip systems.As is observed in Fig.9(a,d),the stage (II) hardening rate and the corresponding fl w stresses are comparatively higher in the case of Zn free alloy.This can be rationalized considering the dendrite orientation favoring for the formation of mechanical twins.
Finally,at the stage (Ⅲ),the strain hardening rate decreases gradually through breaking of the cast structure (dendrite fragmentation).As is realized,the Zn bearing alloy is more capable of strain softening over a wide range of strain compared to the Zn free alloy.This can be attributed to the initial solidificatio texture and the potential of the dendrites for strain accommodations and fragmentation.
3.5.Microstructure characterization during hot compression

Fig.9.The quasi-static true stress-strain (a), −σ curves ((b) and (c)) and their corresponding hardening rate curves (d) for both Mg-5Sn-0.3Li and Mg-5Sn-0.3Li-3Zn alloys.
To provide insight into the microstructural evolution during compression testing,the 3-D microstructure observation was also performed on the deformed specimens.Similar to the ascast microstructure,2D sections of the deformed microstructures were provided by sectioning through specifi planes of P0,P1,P2,and P3.Fig.10 shows the reconstructed 3D and the 2D cross sections microstructure of the Mg-5Sn-0.3Li alloy which has been deformed up to the fina strain of ∼0.3.As is evident,the globular-like dendritic microstructure of the cast Mg-5Sn-0.3Li alloys (Fig.3),has been modifie after hot compression tests (Fig.10(a1–a4)).The white arrows in the Fig.10(a2) demonstrated some grooves at the primary and secondary dendrite arms,which have been bent along the deformation direction.Thickness decreasing and presence of grooves on the bent dendrites,well represent the dendrite fragmentation and breaking of the cast structure during hot compression tests,which is agree with the observed continues fl w softening in the fl w curve (Fig.9).In addition,the presence of banded like features at the primary and secondary dendrite arms holding lenticular morphology (the square with red dashed line in Fig.10(a1,a4)) may well represent the occurrence of deformation twinning.As was mentioned before(Section 3.3),the plastic deformation preferred to be accommodated through the deformation twinning and dislocation slip.
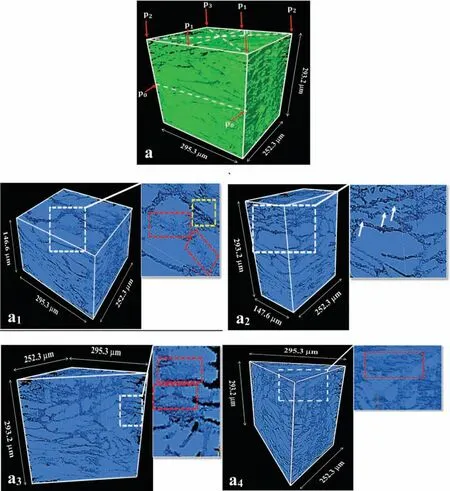
Fig.10.(a) Show the 3D morphology of the deformed structure in the Mg-5Sn-0.3Li,(a1 to a4) demonstrated the correspond 2D morphology sectioned of the Mg-5Sn-0.3Li sample deformed at the 200 °C,which showing the microstructure evolution of the dendrites by p0,p1,p2,and p3 section planes,respectively,similar to the as-cast structures.
Similar to the Zn free alloy,the corresponding 2D sections of the deformed microstructure for the Mg-5Sn-0.3Li-3Zn alloy provided using specifi P0,P1,P2,and P3planes.In order to detailed examination,the interrupted tests at the different strain levels 0.1,0.3 (peak value),and ∼0.6 were conducted and the obtained microstructures were then analyzed using 3-D image analysis.However,due to the similarity between the observed features at different cross-section,Fig.11 only shows the reconstructed 2D cross-sections,using P0and P1planes for each of the strain levels.As is observed,the hyperbranch dendritic microstructure of the as-cast Mg-5Sn-0.3Li-3Zn alloy (Fig.4),has been dramatically modifie after hot compression tests.Fig.11(a1,a2) provide the tomography images of the deformed specimens at the strain level of 0.1.Accordingly,the investigated microstructure doesn’t show a significan variation compared with the cast structure,which verify our previous calculation of critical strain for dendrite fragmentation in this alloy (ɛ=0.12).As the plastic deformation increases to ɛ=0.3 (peak value),the bent dendrites with some groves formed at their interface can be clearly recognized (white arrows in Fig.11(b1,b2)).This well verify the occurrence of dendrite fragmentation phenomenon at this strain level,and prove our calculations for the critical stress and strain for starting of cast structure breaking.The square with yellow dashed line shows the residual particle dendrites as a result of fragmentation phenomenon at this strain level.Of particular interest,the volume fraction of the bent dendrites holding grooves at their interface in the Zn bearing alloy,are higher than that of the Zn free alloy.The increasing of the fragmented dendrites as a result of Zn addition at the certain strain level agree well with previous experimental findin (Fig.9),which demonstrated the higher formability of Zn bearing alloy.It can be concluded that the capability of dendrite fragmentation would significantl influenc on the softening of the dendritic structures during the hot compression test.The dendrite fragmentation is intensifie at the higher strain level of ∼0.6 and the volume fraction of the residual particles obviously increases (Fig.11(c1,c2)).
4.Discussion
4.1.The crystallographic conceptual modeling of dendrite growth pattern

Fig.11.The correspond 2D morphology sections of the Mg-5Sn-0.3Li-3Zn sample deformed at the 200 °C at various true strains,which showing the microstructure evolution of the dendrite;(a1 and a2) ɛ=0.1,(b1 and b2) ɛ=0.3 and (c1 and c2) ɛ=0.6.
The preferred growth direction of the dendrite is influ enced by many factors including the solute concentration and thermal conditions,which results in the variety of the dendrite morphologies,having both six-fold symmetrical structures and those with abnormal structures formed during solidificatio (Figs.3 and 4).Considering the same solidificatio parameters for both alloys (such as pre-heating for permanent mold and super heating temperatures),the percentage of the solute elements is considered as main factor which may indirectly influenc on the dendrites growing tendency.In fact,alloying elements would cause lattice distortion of the magnesium matrix,the degree of which can be evaluated through(i) the c to a ratio,based on the atomic size of both solvent and solute,and (ii) the atomic interactions reflecte by the enthalpy of mixing (ΔH) [65].The enthalpies of mixing and the lattice parameters are summarized in Table 3.Apparently,the large negative ΔH values in both alloys imply strong atomic interaction between the solvent and solute and vice versa [66].Therefore,the growing tendency of the dendrites can be rationalized based on crystallographic parameter of c/a ratio;which depend upon the inter-planar distances of the planes.

Table 3 The enthalpies of mixing between the Mg and different alloying elements and the lattice parameter for both Mg-5Sn-0.3Li and Mg-5Sn-0.3Li-3Zn alloys.

Table 4 Schmid factors for all deformation systems operated in various texture components.


Fig.12.The conceptual modeling of the dendritic growth tendency: illustration of the high symmetric and high index crystallographic planes and specifie growth directions in the hcp crystal structure model.


4.2.Dendrite coarsening and dendrite morphology transition mechanisms
According to the 3D tomography images,the dendrites are more globular in the Mg-5Sn-0.3Li alloy (Fig.3) compared to the Mg-5Sn-0.3Li-3Zn alloy (Fig.4).This can be justifie considering the dendrite coarsening during solidificatio interval.The “capability for solute diffusion” at the solid/liquid interface has been introduced as the main influencin factor on the velocity of the solidificatio front,which indirectly determines the coarsening rate and dendrite morphologies.Owing to the interaction between the solute rejection and the adjacent dendrites at the fina stage of the solidificatio progress,the coarsening phenomenon could be restricted as a result of the accumulation of the solute elements at the solid/liquid interface [30].In addition,the appearance of additional branches in the Zn bearing alloy would restrict the redistribution of the solute elements at the dendrite interspacing area,thereby decreasing the coarsening rate.Therefore,according to the high concentration of the alloying elements at the inter-dendritic area (Fig.2),the dendrite growth restriction factor (GRF) is expected to be higher due to the Zn concentration at the solid/liquid interface in the Zn bearing alloy [30].In a more detailed view,the mean curvatures of the dendrites surfaces also influenc the capability of solute diffusion in the solid/liquid interfaces [38,50,69].The coarsening decreases the energy of the system by decreasing the overall curvature at the solid/liquid interface [30].The mean curvature (H) is define as,whereare principal curvature at any point of the dendrite.Fig.13 plots the local mean curvature distribution for both investigated alloys,where the average solid fraction was about 50%.As is observed,by increasing the Zn concentration the dendrite surface area having large mean curvature increases,which agree well with Jiang Wang.et al.investigation [44].The higher mean curvature provides the higher kinetics for solute diffusion at the solid-liquid interface;and this considerably affect the nature of solidificatio front [59].The latter means the higher growth inhibition factor and would justify the lower coarsening rate of the Zn containing experimented alloy.
4.3.Workability
In general,the plastic deformation behavior and mechanical properties of metallic materials are dictated by stacking fault energy (SFE) [70,71],the amount of which is signifi cantly influence through the addition of alloying elements[72].Yin et al.[73] investigated the relationship between the deformation behavior and the SFE in the Mg alloys.Their work showed that the workability of the Mg alloys was increased by the high activity of pyramidal
According to the low volume fraction of the inter-dendritic phase and the continuity of the precipitate at this area in the based alloy (Mg-5Sn-0.3Li) (Fig.2(c)),no significan role is expected from this area for strain accommodation.On the other hand,by increasing the volume fraction of the interdendritic phase and the morphology modificatio of the precipitates (Fig.2(d)),in comparison to the based alloy,it is expected that the inter-dendritic area plays a significan role on the deformation behavior of the Zn bearing alloy.EBSD analysis has been performed on the deformed structures,for further characterization of the microstructural evolution during hot compression tests.Fig.14(a) shows the inverse pole fig ure map (IPF) of the based alloy (Mg-5Sn-0.3Li) at the fina strain(∼0.3).The investigated microstructure consists of high number of mechanical twins (extension twins (Fig.14(A)) at the dendritic area (black arrows).The high volume fraction of the mechanical twins in the deformed microstructure in this alloy is in agreement with the initial hardening at the fl w curve (Fig.9(a)),which can be attributed to the twin exhaustion in the Mg alloys [63].
On the other hand,for detail examination of the Zn effect on the deformation behavior,the interrupted tests at different strain levels 0.1 and 0.6 were conducted on the Zn bearing alloy and the obtained microstructures were then analyzed.Fig.14(b) provides the IPF map of the Zn bearing alloy at the strain level of 0.1.According to the color distribution of the IPF map,the color contrast between the dendritic area and the inter-dendritic phase represents various deformation behavior in these areas.The IQ and KAM maps from the selected area in Fig.14(b) show in Fig.14(B1,B2),which reveal more detail on the role of inter-dendritic area in the deformation behavior.Considering the high volume fraction of low angle boundaries and high KAM value in the interdendritic phase,the rapid hardening at the primary stage of plastic deformation in the Zn bearing alloy can be justifie(Section 2 (Fig.9(d)).The role of the inter-dendritic area for strain accommodation related to the volume fraction of this phase and the morphology modificatio of the precipitated at this area.Therefore,by the continuity of plastic deformation,it is expected that more strain accommodated through the dendritic areas.The IQ and IPF map at the fina strain level (0.6) shows in Fig.14(c,d).According to the high volume fraction of low angle grain boundaries at both dendrite arms and inter-dendritic phases,in comparison to the Zn free alloy,the dendrites are more accommodated strain through the dislocation slips.The reason for more activation of slip systems at the dendritic area can justify by the correlating of dendrite growth pattern and solidificatio texture and their effects on the deformation mechanisms.

Fig.13.Mean curvature (H) distribution of the separated dendrites in the both Mg-5Sn-0.3Li and Mg-5Sn-0.3Li-3Zn alloys at a solid fraction of%50.
4.3.1.The correlation of dendrite growth pattern,dendrite morphology,solidificatio texture and workability
Whereϕandλare the angles between the loading direction and the slip (or twining) plane normal and slip (or twining)direction,respectively.In other words,the cosine functions cosϕand cosλcan then be calculated by Eq.(2):
where [u1v1w1] is the 3-index slip (twining) plane normal or 3-index slip (twining) direction,while [u2v2w2] is the loading direction.For specifi deformation system,e.g.{h k i l},the slip or twining plane normal with 3-index is given by Eq.(3):

Fig.14.(a) Show the EBSD inverse pole figur map of the Mg-5Sn-0.3Li alloy sample deformed at 200 °C,(A) illustrates the misorientation profil along the line A in (a) which elucidate the nature of lenticular features as tensile twins in HCP phase,(b) indicate the IPF map of Mg-5Sn-0.3Li-3Zn sample deformed at 200 °C at a strain level of ɛ=0.1,(B1 and B2) represents the IQ and KAM map from the selected area in Fig.12(b),and (c and d) illustrate the IQ and IPF map of Mg-5Sn-0.3Li-3Zn sample deformed at 200 °C at a strain level of ɛ=0.6 (The low angle grain boundaries was imposed in both IQ and IPF map).
whereaandcare the lattice constants.The slip or twining direction with 3-index is shows as (Eq.(4)):
Table 4 lists the calculated Schmid factors for all of the deformation systems operated in various texture components.As is evident,the plastic deformation is preferred to be dominated by the dislocation slips along thedirection and extension or contraction twins along the
The specifie dendrite growth direction,the correlated initial solidificatio texture,and the subsequently activated deformation mechanisms would significantl be influence on strain accommodation and bending potential of the dendrite arms in the course of compressive deformation.According to the tomography images Fig.11,the dendrite fragmentation is strongly affected by the bending potential of the dendrite arms.As was discussed,the significan contribution of mechanical twining in the Zn free alloy (Fig.14(a)) results in local accommodation of the plastic deformation [55,78].In contrast,the appreciable role of multiple slips in strain accommodation increases capability of dendrite fragmentation during straining of the Zn bearing alloy (Fig.14c,d).The red arrows in Fig.14(c,d) show the residual particle dendrites as a result of the fragmentation phenomenon.On the other hand,the role of dendrite morphology and thickness of the primary and secondary dendrite arms on the dendrite fragmentation potential should be also clarified The average thickness of the primary branches decreases from the ∼30 μm to the∼14 μm,and the morphology of the dendrites changes from the globular-like to the hyper-branch structure with high number of primary and secondary dendrite arm as a result of Zn addition (Figs.3 and 4).Such hyper-branch structure with low thickness is more favorable for bending and fragmentation during the hot deformation process.Of particular interest the volume fraction of the bent dendrites strongly was increased due to the addition of Zn (Figs.10 and 11).The latter would be well justifying the continuous fl w softening and higher formability of Zn bearing alloy (Fig.9(a)).
5.Summary

Declaration of Competing InterestThe authors declare that they have no known competing financia interests or personal relationships that could have appeared to influenc the work reported in this paper.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Development of high-strength magnesium alloys with excellent ignition-proof performance based on the oxidation and ignition mechanisms: A review
- Development and application of magnesium alloy parts for automotive OEMs: A review
- Recent advances in surface endothelialization of the magnesium alloy stent materials
- Recent developments in high-pressure die-cast magnesium alloys for automotive and future applications
- Exploring the contribution of oxygen reduction reaction to Mg corrosion by modeling assisted local analysis
- Microstructures,mechanical properties,corrosion,and biocompatibility of extruded Mg-Zr-Sr-Ho alloys for biodegradable implant applications