外圈无挡边圆柱滚子轴承内圈端面力流变加工工艺
2023-03-17邱红明贺凤祥袁巨龙陈方远李帮应
邱红明,贺凤祥,袁巨龙,陈方远,李帮应
(1.贵州天马虹山轴承有限公司,贵州 安顺 561018;2.中国航发湖南动力机械研究所,湖南 株洲 412002;3.浙江工业大学超精密加工研究中心,杭州 310014)
1 概述
为实现某发动机主轴用外圈无挡边圆柱滚子轴承的高可靠性以及减重、密封等作用,轴承设计时将内圈与动环(与石墨密封装置的配合件)集成为一个整体。轴承安装位置如图1所示,为使轴承内圈与石墨密封装置匹配良好,对内圈端面的平面度和表面粗糙度提出了更高的要求(平面度不大于0.800 μm,表面粗糙度Ra值不大于0.010 μm)。

图1 外圈无挡边圆柱滚子轴承安装位置示意图Fig.1 Diagram of installation position of cylindrical roller bearing without rib on outer ring
常规方法加工轴承的装机试验表明其密封性能不好, 润滑油会渗过端面,如图2所示,故有必要研究改进该类轴承内圈端面的加工工艺。

图2 轴承润滑油渗过端面图Fig.2 Image of lubricating oil permeating through bearing end face
2 原工艺分析
根据现有设备确定内圈端面的加工工艺流程为:粗磨平面→粗研平面→第1次补充回火→研磨平面→第2次补充回火→研磨平面。 该工艺加工内圈端面的平面度和表面粗糙度见表1:平面度满足要求,表面粗糙度Ra值不满足要求。分析其主要原因为现有设备和方法研磨平面后表面粗糙度Ra值最高只能达到0.2~0.5 μm[1],满足不大于0.010 μm的要求非常困难。
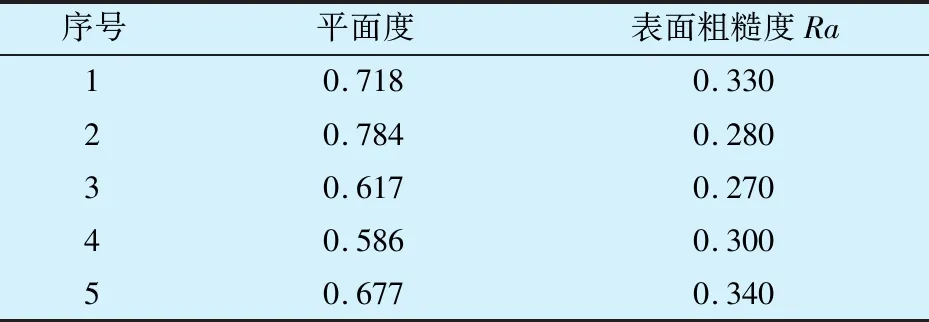
表1 原工艺加工内圈端面的平面度和表面粗糙度Tab.1 Flatness and surface roughness of inner rings end face processed by original processes μm
3 力流变抛光技术
力流变抛光(Shear Rheological Polishing,SRP)技术是一种利用非牛顿流体在剪切应力作用下的流变特性实现表面抛光的超精密加工方法[2],目前已经实现了晶体、陶瓷、金属等的平面、球面、圆柱面及复杂曲面的超精密抛光。该技术具有以下优点:1)不需要外部辅助场,对抛光工具形状、材质等要求较低,甚至可以在无抛光工具条件下通过流体动压和黏性剪切应力实现复杂曲面的柔性、高效抛光[3-4];2)抛光液绿色环保,且制备成本低。
力流变抛光加工示意图如图3所示,随剪切速度提高,力流变抛光液中的固态胶着粒子包裹磨粒形成粒子簇,抛光液黏度增加,形成柔性“固着模具”贴合工件表面进行加工。工件凸起处剪切速度大于下凹处,对凸起处的去除效率更高。
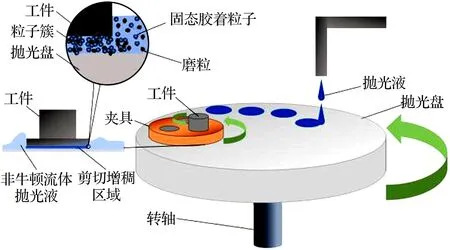
图3 力流变抛光加工示意图Fig.3 Diagram of force rheological polishing
故本文提出借助该技术提高内圈端面的加工质量[5-6],工艺流程为:粗磨平面→粗研平面→第1次补充回火→第2次补充回火→研磨平面→表面抛光。
4 实际加工效果
取2件内圈进行加工试验,测量力流变抛光前后内圈端面的平面度和表面粗糙度,结果见表2:抛光后内圈端面的平面度和表面粗糙度Ra值均减小,满足要求[7]。
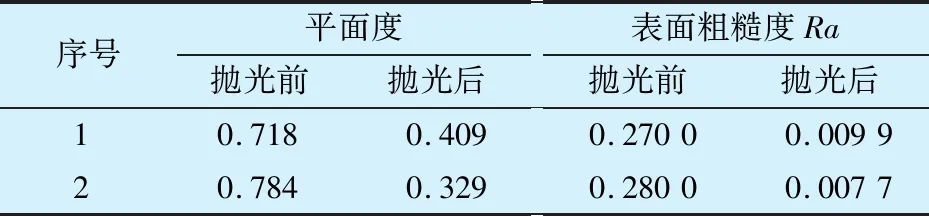
表2 力流变抛光前后内圈端面的平面度和表面粗糙度Tab.2 Flatness and surface roughness of inner ring end face before and after force rheological polishing μm

表3 力流变抛光批量加工内圈端面的平面度和表面粗糙度
对内圈进行力流变抛光批量加工,检测内圈端面的平面度和表面粗糙度Ra值,结果见表3:平面度和表面粗糙度Ra值满足要求。
工艺试验表明:最终质量与抛光前的表面质量有关,表面越粗糙,抛光时间越长,但应避免内圈端面出现较深的划痕。1#,3#内圈端面的平面度、表面粗糙度Ra值随抛光时间的变化分别如图4、图5所示:1#,3#内圈端面的平面度、表面粗糙度Ra值均随加工时间增加有明显改善。
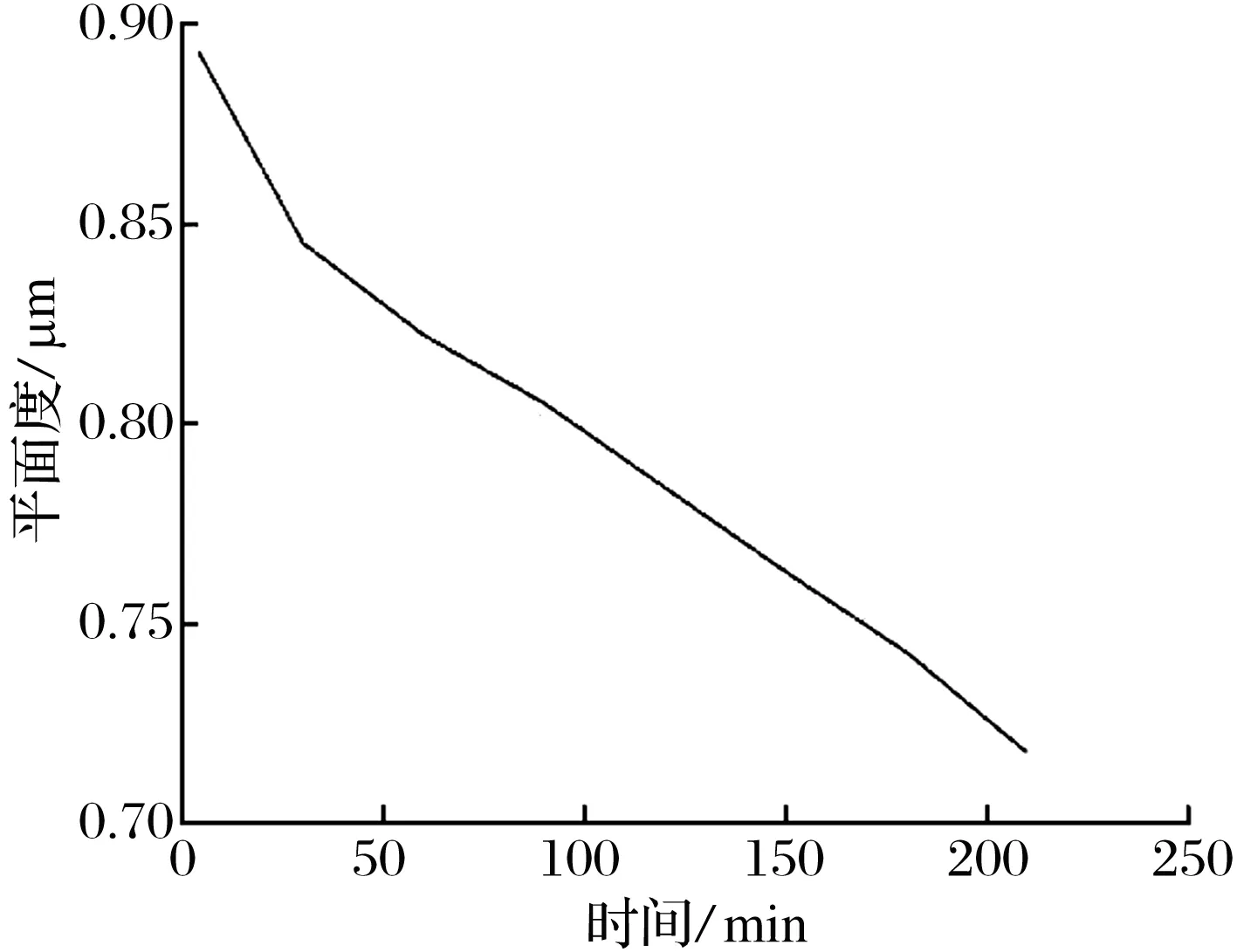
图4 1#内圈端面的平面度、表面粗糙度随抛光时间的变化Fig.4 Change of flatness and surface roughness of 1# inner ring end face with polishing time
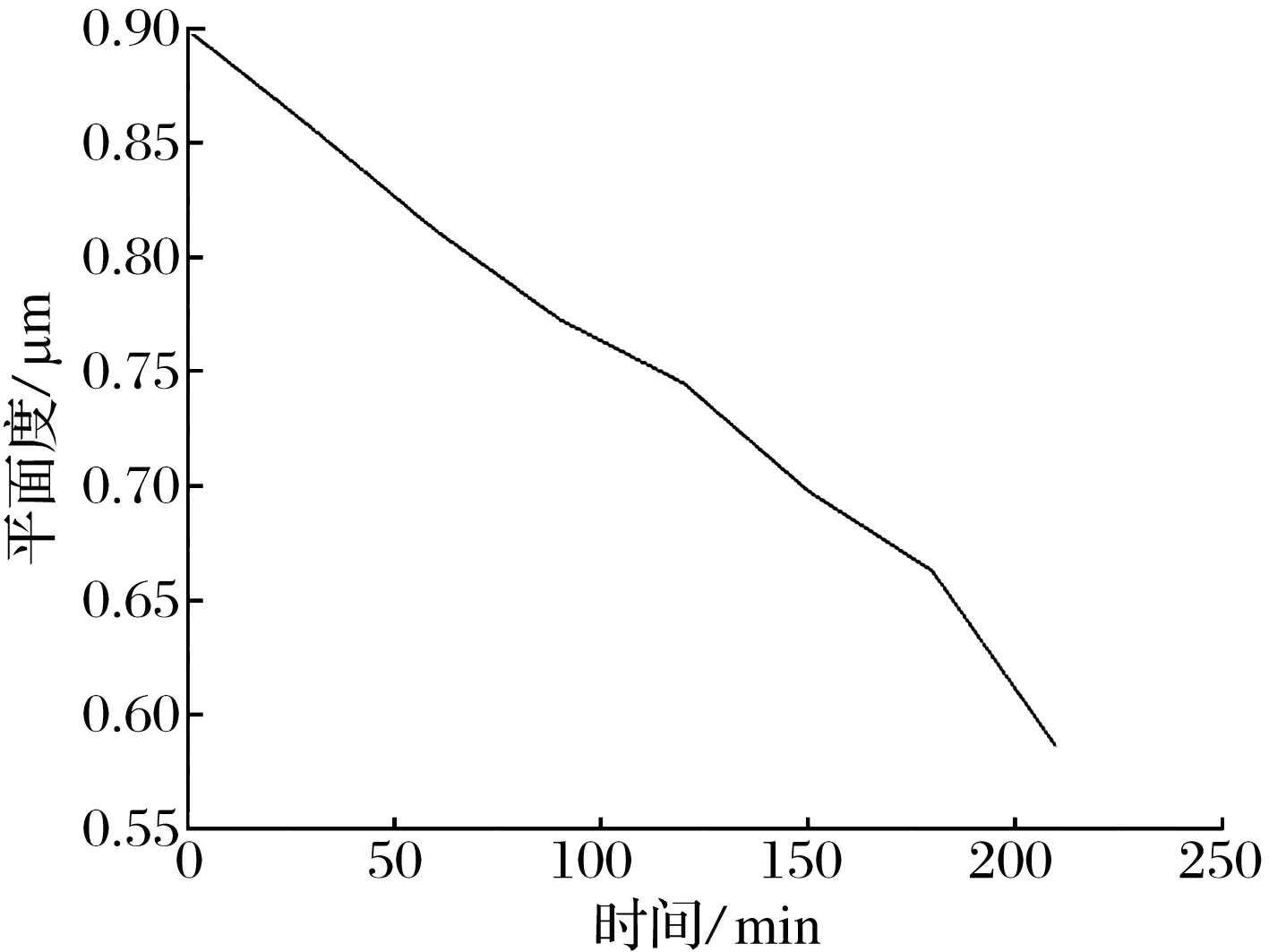
图5 3#内圈端面的平面度、表面粗糙度随抛光时间的变化Fig.5 Change of flatness and surface roughness of 3# inner ring end face with polishing time
力流变抛光前后轴承的对比如图6所示,力流变抛光后工件表面光滑整洁,无凹坑、凸起等缺陷。

(a) 抛光前 (b) 抛光后图6 力流变抛光前后轴承对比Fig.6 Comparison of bearing before and after force rheological polishing
多批次加工试验表明:1)表面抛光前只需控制平面度为0.600~0.800 μm,表面粗糙度Ra值为0.025~0.035 μm,降低了端面磨削和研磨的难度;2)为降低加工成本,内圈平面度为0.600~0.800 μm,表面粗糙度Ra值不大于0.015 μm时即可满足主机使用要求。
5 结束语
针对某发动机主轴用外圈无挡边圆柱滚子轴承对内圈端面的平面度和表面粗糙度要求较高的问题,采用力流变抛光技术提高了内圈端面的加工质量。采用新技术加工的轴承满足了发动机主轴轴承集成设计和密封的要求。
